Vous aimerez peut-être aussi
- Calcul de Chaudronnerie Selon CODAPDocument126 pagesCalcul de Chaudronnerie Selon CODAPahmed bakey100% (1)
- MS - Elaborer Une Gamme de Montage Chifree TH-TPCDocument70 pagesMS - Elaborer Une Gamme de Montage Chifree TH-TPCAhmed Jebari100% (1)
- Pr-11-Mesure Des Indicateurs de PerformancesDocument43 pagesPr-11-Mesure Des Indicateurs de PerformancesTapha DiabyPas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- DMOS 135 Bout À BoutDocument1 pageDMOS 135 Bout À BoutMhd OuakPas encore d'évaluation
- Calcule Courdon Soudure Oreille de LevageDocument14 pagesCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- 827 CND Equipement Sous Pression PDFDocument3 pages827 CND Equipement Sous Pression PDFabdelkader benabdallahPas encore d'évaluation
- Positions de SoudageDocument34 pagesPositions de SoudagebouhamidiPas encore d'évaluation
- Cours Calcul en ChaudronnerieDocument50 pagesCours Calcul en Chaudronnerierayen stitiPas encore d'évaluation
- Cahier Appareil PressionDocument28 pagesCahier Appareil PressionAD DaoudPas encore d'évaluation
- Gros OeuvreDocument8 pagesGros Oeuvrehalim.savecontrol6179Pas encore d'évaluation
- Soudage Avec DMOS 111 135Document61 pagesSoudage Avec DMOS 111 135soufianesaniPas encore d'évaluation
- Ped Guidelines FRDocument258 pagesPed Guidelines FRarsaoftPas encore d'évaluation
- Exercice 2 Corrigé VDocument4 pagesExercice 2 Corrigé VrabiiPas encore d'évaluation
- Memoire CND SoudureDocument51 pagesMemoire CND SoudureArhab aliPas encore d'évaluation
- Module n20 Conduite Et Mise Au Point Des Chambres Froides TFCC Ofppt PDFDocument23 pagesModule n20 Conduite Et Mise Au Point Des Chambres Froides TFCC Ofppt PDFAnonymous hQ6z6OBwPas encore d'évaluation
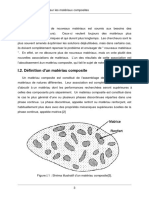
- Matériau CompositeDocument9 pagesMatériau CompositeREGUIEG YSSAAD DEHIBAPas encore d'évaluation
- 25 - 05640 - A - F - Assemblages Soudés Role Superviseur PDFDocument15 pages25 - 05640 - A - F - Assemblages Soudés Role Superviseur PDFWilson NjangePas encore d'évaluation
- 8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsDocument6 pages8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsAlex PoirierPas encore d'évaluation
- Usinage Complexe-FM-TFMDocument189 pagesUsinage Complexe-FM-TFMRadhouen NcibiPas encore d'évaluation
- Présentation JT 301012Document23 pagesPrésentation JT 301012Sebastien SchlesserPas encore d'évaluation
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- NF en 14015Document1 pageNF en 14015elamigosolitarioPas encore d'évaluation
- Soudage Tuyauterie N3Document70 pagesSoudage Tuyauterie N3abraham silva hernandez100% (2)
- C L2 Chimie MineraleDocument106 pagesC L2 Chimie MineraleFoufa BePas encore d'évaluation
- Contrôle Soudage 1Document8 pagesContrôle Soudage 1rbibouhPas encore d'évaluation
- BTS - Conception - Real - Chaudronnerie - IndusDocument109 pagesBTS - Conception - Real - Chaudronnerie - IndusMady Kchaou100% (1)
- Dimension NementDocument30 pagesDimension NementAyoub M'hailaPas encore d'évaluation
- Pfe GM 0019 PDFDocument113 pagesPfe GM 0019 PDFklmPas encore d'évaluation
- 1er JourDocument49 pages1er Jourbounatiro HatemPas encore d'évaluation
- Formation ASME VIII Comparaison CODAPDocument1 pageFormation ASME VIII Comparaison CODAPAmine FeraounPas encore d'évaluation
- Procèdes de Soudage GTAW PDFDocument7 pagesProcèdes de Soudage GTAW PDFFethi BELOUISPas encore d'évaluation
- Condenseur A AirDocument31 pagesCondenseur A AirAmine FeraounPas encore d'évaluation
- Note Calcul Pression ANALOGIEDocument20 pagesNote Calcul Pression ANALOGIEMichel Leon100% (2)
- InterpretationDocument75 pagesInterpretationMohamed Madene100% (2)
- Recommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesDocument56 pagesRecommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesMaxime Amirault100% (1)
- Guide Emissions AcoustiquesDocument71 pagesGuide Emissions Acoustiquesnaoufel1706Pas encore d'évaluation
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Submerger PDFDocument6 pagesSubmerger PDFyoussefPas encore d'évaluation
- Application CodapDocument1 pageApplication CodapChaker AmirPas encore d'évaluation
- Brochure 2015Document108 pagesBrochure 2015Soufiane Sani HarounaPas encore d'évaluation
- Codap2005 - Diapos Part1Document80 pagesCodap2005 - Diapos Part1Benazoùz NàwfalPas encore d'évaluation
- Cours Corrosion-Partie 3 PDFDocument24 pagesCours Corrosion-Partie 3 PDFCris GauchoPas encore d'évaluation
- STD CalorifugeDocument21 pagesSTD Calorifugedavlasc100% (1)
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pages119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidPas encore d'évaluation
- Formation Internationale en SoudageDocument13 pagesFormation Internationale en SoudagePeter BougPas encore d'évaluation
- Tuyauterie Industrielle Sous Pression SeDocument3 pagesTuyauterie Industrielle Sous Pression SeNice OriolePas encore d'évaluation
- EHC09 1543 10 OC NoticeDocument76 pagesEHC09 1543 10 OC NoticeFethi BELOUISPas encore d'évaluation
- N2 - Méthodes Controle Externe Pipelines Sonatrac PDFDocument16 pagesN2 - Méthodes Controle Externe Pipelines Sonatrac PDFgfgf100% (1)
- Aide Lyre DilatationDocument5 pagesAide Lyre DilatationBourasYassinePas encore d'évaluation
- TMH Module04-Soudo-brasage Et OxycoupageDocument112 pagesTMH Module04-Soudo-brasage Et OxycoupageyassinePas encore d'évaluation
- Cours de CNDDocument74 pagesCours de CNDموسى زاوي100% (1)
- Arcus InoxDocument61 pagesArcus InoxjacirPas encore d'évaluation
- DMOS Multiprocédés PDFDocument10 pagesDMOS Multiprocédés PDFSoufiane Sani HarounaPas encore d'évaluation
- La Fissuration A ChaudDocument6 pagesLa Fissuration A ChaudMak BZPas encore d'évaluation
- A Programme de Formation 01-01Document3 pagesA Programme de Formation 01-01med chabane100% (1)
- Codres v3 JoursDocument4 pagesCodres v3 JoursTkv BeatsPas encore d'évaluation
- Présentation AXS INGENIERIE - PortuaireDocument21 pagesPrésentation AXS INGENIERIE - PortuairebastophePas encore d'évaluation
- Cahier Des Charges AM YBDocument5 pagesCahier Des Charges AM YBAntonin MAILLETPas encore d'évaluation
- Module 14 Preparation de Fabrication Et Assemblage Delements de Charpente Et Tuyauterie TCMDocument136 pagesModule 14 Preparation de Fabrication Et Assemblage Delements de Charpente Et Tuyauterie TCMAbdessamad OuarrakPas encore d'évaluation
- PE Installation Sanitaire Et Gaz JUILLET 2022Document71 pagesPE Installation Sanitaire Et Gaz JUILLET 2022shykhawyrshyd7Pas encore d'évaluation
- Realiser Des Ouvrages Simples en Charpente Metallique CM TSBECMDocument92 pagesRealiser Des Ouvrages Simples en Charpente Metallique CM TSBECMSam DikoPas encore d'évaluation
- Dim Ofppt PDFDocument58 pagesDim Ofppt PDFHiba Hb100% (1)
- Ofppt: Resume TheoriqueDocument93 pagesOfppt: Resume TheoriqueAbdessamad OuarrakPas encore d'évaluation
- Formation ASME VIII Comparaison CODAP PDFDocument1 pageFormation ASME VIII Comparaison CODAP PDFAmine FeraounPas encore d'évaluation
- Chapitre 2Document48 pagesChapitre 2Amine FeraounPas encore d'évaluation
- 9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoDocument32 pages9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoAHMED AMIRA100% (1)
- Gran Baristo Class Parts DiagramDocument9 pagesGran Baristo Class Parts Diagrameddystoel2653100% (1)
- Aluminium 2Document11 pagesAluminium 2Carmen AdlerPas encore d'évaluation
- Oxydation Des Metaux Dans L Air Resume de Cours 3Document2 pagesOxydation Des Metaux Dans L Air Resume de Cours 3saidPas encore d'évaluation
- Plan - BA - Details Des FondationsDocument1 pagePlan - BA - Details Des Fondationsosmanovic2020Pas encore d'évaluation
- Bitumes Fluidifies R. BalbaDocument35 pagesBitumes Fluidifies R. BalbaChafiq OufridPas encore d'évaluation
- CliniqueDocument73 pagesCliniqueFatima Gz100% (1)
- Règles D'exécutions Des Travaux de Construction D'ouvrages enDocument63 pagesRègles D'exécutions Des Travaux de Construction D'ouvrages enBazizi AbdelghaniPas encore d'évaluation
- ATEx A Cycle Terre Cloison BTC 2911Document50 pagesATEx A Cycle Terre Cloison BTC 2911Jaouad IDBOUBKERPas encore d'évaluation
- Sequelec GM 02 V1Document17 pagesSequelec GM 02 V1niyamei noomPas encore d'évaluation
- FR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Document6 pagesFR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Sanji VinsmokePas encore d'évaluation
- Chapitre IiDocument12 pagesChapitre IiIs Lam EdPas encore d'évaluation
- TD EM 60Document11 pagesTD EM 60nina1999131Pas encore d'évaluation
- Medajoint DilDocument2 pagesMedajoint DilManiaPas encore d'évaluation
- Examen 2014 CorrectionDocument4 pagesExamen 2014 CorrectionUlrich Toukam100% (1)
- Titrages Acide BaseDocument22 pagesTitrages Acide BaseramiPas encore d'évaluation
- Cours Prof Cap Les VitragesDocument9 pagesCours Prof Cap Les VitragesgaterPas encore d'évaluation
- 1 Cours Procedes 2 Ge 2023-2024Document108 pages1 Cours Procedes 2 Ge 2023-2024Salma LatifiPas encore d'évaluation
- TP RKIK 2 (Enregistré Automatiquement)Document7 pagesTP RKIK 2 (Enregistré Automatiquement)zouaidiameni9Pas encore d'évaluation
- Presentation MemoireDocument108 pagesPresentation MemoireHoussem MessadiPas encore d'évaluation
- s2 c03 Enveloppe DiapoDocument116 pagess2 c03 Enveloppe Diapouchiwaitachi973Pas encore d'évaluation
- 331 - Vérifier La Conformité D'une LivraisonDocument26 pages331 - Vérifier La Conformité D'une LivraisonNoémie De PauwPas encore d'évaluation
- Soppec Construction FRDocument36 pagesSoppec Construction FRrheochronosPas encore d'évaluation
- Sikaviscocrete 522Document2 pagesSikaviscocrete 522geobelkaPas encore d'évaluation
- Emulseur Foam Master 3f 6Document3 pagesEmulseur Foam Master 3f 6AkramKassisPas encore d'évaluation
- Projet de Norme MarocaineDocument43 pagesProjet de Norme MarocainekhaledPas encore d'évaluation