Vous aimerez peut-être aussi
- Tutorial Catia v5Document168 pagesTutorial Catia v5julian_gomez_18100% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- TP Fao Catia 0607Document91 pagesTP Fao Catia 0607Youness Ouarrak100% (2)
- Fao FR CatiaDocument13 pagesFao FR Catiabenabou100% (1)
- Formation CATIA V5Document7 pagesFormation CATIA V5David852hzPas encore d'évaluation
- CFAO TournageDocument23 pagesCFAO TournageSidi Rach100% (1)
- Tuto Catia IncompletDocument33 pagesTuto Catia Incompletinsosama100% (1)
- GSD V5Document256 pagesGSD V5Dusmanescu Nicolae100% (3)
- TP CAO ING1 Partie2Document30 pagesTP CAO ING1 Partie2Asmae Asseraou100% (1)
- Fascicule de TP Cao SolidworksDocument38 pagesFascicule de TP Cao SolidworksMed Ali100% (5)
- Fascicule TP CAO V1 PDFDocument38 pagesFascicule TP CAO V1 PDFsleh_sbi100% (4)
- Fabrication Assistée Par OrdinateurDocument89 pagesFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- TP FaoDocument43 pagesTP FaoAnonymous 9qKdViDP4Pas encore d'évaluation
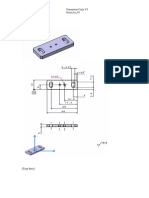
- Tutorial Fao Catia Piece 4Document15 pagesTutorial Fao Catia Piece 4Hamza Ait TalebPas encore d'évaluation
- TP CAO DAO CATIA Vanne PDFDocument21 pagesTP CAO DAO CATIA Vanne PDFYuba Mis n'Arrif83% (6)
- 07 Exercices Surfacique PDFDocument66 pages07 Exercices Surfacique PDFJamal Farare67% (3)
- TP Cfao SolidworksDocument14 pagesTP Cfao SolidworksOlga StaffordPas encore d'évaluation
- MIP/MAPDocument4 pagesMIP/MAPOssama Mengade100% (2)
- Notes Cours Programmation APTDocument77 pagesNotes Cours Programmation APTulys1922Pas encore d'évaluation
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- Tutorial TP Tournage CatiaDocument40 pagesTutorial TP Tournage CatiaImèn JndoubiPas encore d'évaluation
- Catia v5 Poly v3-3Document62 pagesCatia v5 Poly v3-3Ben Fah50% (2)
- Decouverte de Mastercam 2018Document202 pagesDecouverte de Mastercam 2018Anis ZianiPas encore d'évaluation
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- TP Moulage SolidworksDocument20 pagesTP Moulage SolidworksHedi SalemPas encore d'évaluation
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- Programmation Des Centres D - Usinage 3 Et 5 AxesDocument87 pagesProgrammation Des Centres D - Usinage 3 Et 5 Axesome zuoku50% (2)
- 41 Tutorial Assemblage Bielle PistonDocument7 pages41 Tutorial Assemblage Bielle PistonAbdessamad Kobb0% (1)
- Support de Cours Catia V5R21Document105 pagesSupport de Cours Catia V5R21Youssef Alaoui100% (1)
- 3-Durée de Vie Des Outils de CoupeDocument5 pages3-Durée de Vie Des Outils de Coupekldmnt100% (2)
- CFAO - Fraisage 2D & DemiDocument17 pagesCFAO - Fraisage 2D & DemiMeryem BelhassanePas encore d'évaluation
- Chapitre 02 - Syst+ - Me FAODocument12 pagesChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiPas encore d'évaluation
- TP Poutres SolidworksDocument12 pagesTP Poutres SolidworkswatsopPas encore d'évaluation
- Formation Catia Niveau Débutant P01 PDFDocument53 pagesFormation Catia Niveau Débutant P01 PDFSAID100% (7)
- 1 MoulageDocument25 pages1 MoulageHamza Rouihem100% (1)
- Cours CNCDocument59 pagesCours CNCAyman Mark100% (1)
- 04 Exercices Assemblage 1Document65 pages04 Exercices Assemblage 1Semlali Zakaria100% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Fusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésD'EverandFusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésPas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantÉvaluation : 5 sur 5 étoiles5/5 (2)
- TD Cube 4x-2Document10 pagesTD Cube 4x-2tataPas encore d'évaluation
- TP Fraisage Alesage TESIDocument10 pagesTP Fraisage Alesage TESIhe200gabPas encore d'évaluation
- TP Carotte Fao Tournage 2 Axes Cat-Process. Carotte. TD Tournage 2 Axes Catia V5 R11-R17Document34 pagesTP Carotte Fao Tournage 2 Axes Cat-Process. Carotte. TD Tournage 2 Axes Catia V5 R11-R17Nizar FerjaouiPas encore d'évaluation
- Robot - Plaques & CoquesDocument136 pagesRobot - Plaques & CoquesHamza MamiPas encore d'évaluation
- MI IV 110 A ProfDocument15 pagesMI IV 110 A ProfKOUADIO PATRICEPas encore d'évaluation
- DJEGUI LionelDocument12 pagesDJEGUI LionelAPLOGANPas encore d'évaluation
- Ex Theme PDFDocument46 pagesEx Theme PDFvictorPas encore d'évaluation
- Corrigé Fin de Formation Synthése TS V1Document7 pagesCorrigé Fin de Formation Synthése TS V1AzrgiPas encore d'évaluation
- CheurfaAbdelaziz SebsadjiLiliaDocument117 pagesCheurfaAbdelaziz SebsadjiLiliaQCGTP MlePas encore d'évaluation
- Notice-Hysweep AquatopoDocument21 pagesNotice-Hysweep AquatoposasssoPas encore d'évaluation
- CATIA V5 Constructeur de Machine CN. Construction D Une Fraiseuse 5 Axes Pour La Simulation D UsinageDocument22 pagesCATIA V5 Constructeur de Machine CN. Construction D Une Fraiseuse 5 Axes Pour La Simulation D UsinageYoussef TrimechPas encore d'évaluation
- Procedure FraisageDocument43 pagesProcedure FraisageRudy GabesPas encore d'évaluation
- TP 2 Codage CUDocument2 pagesTP 2 Codage CUblhakcomorosPas encore d'évaluation
- Examen Travaux Pratiques: Butee - PinachoDocument8 pagesExamen Travaux Pratiques: Butee - PinachoMzoughi HaythemPas encore d'évaluation
- LJe Tiens À Remercier Ceux Qui Ont Contribué de Prés On de Loin À La Missite de Mon StageDocument25 pagesLJe Tiens À Remercier Ceux Qui Ont Contribué de Prés On de Loin À La Missite de Mon StageElajmi RostomPas encore d'évaluation
- Stockage de La Matiere Premiere (Graine de Coton) : Suivie Des Stocks Et Pistes D'ameliorationsDocument26 pagesStockage de La Matiere Premiere (Graine de Coton) : Suivie Des Stocks Et Pistes D'ameliorationssoniaPas encore d'évaluation
- Nasa Catia R17Document27 pagesNasa Catia R17hindPas encore d'évaluation
- Sujet 2014 DCG Ue11 Controle de GestionDocument12 pagesSujet 2014 DCG Ue11 Controle de GestionMoad ThaliPas encore d'évaluation
- Decollement VCCTDocument10 pagesDecollement VCCTbnidhalPas encore d'évaluation
- El Fini Examen Dec 2006Document8 pagesEl Fini Examen Dec 2006bnidhal0% (1)
- TP Ingénierie Assistée Par Ordinateur IAODocument17 pagesTP Ingénierie Assistée Par Ordinateur IAObnidhal100% (1)
- Chapitre 0.chapitre IntroductifDocument22 pagesChapitre 0.chapitre IntroductifbnidhalPas encore d'évaluation
- TD CompresseurDocument11 pagesTD CompresseurSamba Sall100% (1)
- 05 001 Stremaform Be FR LRDocument12 pages05 001 Stremaform Be FR LRSaidDiasPas encore d'évaluation
- Listado Normas Colección BRAYANDocument183 pagesListado Normas Colección BRAYANJoshiro Montalvan Quispe0% (1)
- EGRDocument5 pagesEGRRachid AmansagPas encore d'évaluation
- TRANSMISSION DE SIGNAUX. Cours Et Exercices D'électronique Télécharger, Lire PDFDocument6 pagesTRANSMISSION DE SIGNAUX. Cours Et Exercices D'électronique Télécharger, Lire PDFFédyHamdiPas encore d'évaluation
- Tormek T7Document4 pagesTormek T7RAFIDYPas encore d'évaluation
- FR HUILE Reservoir Acier InoxDocument12 pagesFR HUILE Reservoir Acier Inoxtrading.anoPas encore d'évaluation
- Chapitre 6 - Flexion Composée ELU - ELS PDFDocument54 pagesChapitre 6 - Flexion Composée ELU - ELS PDFAhmed Skendraoui100% (7)
- SERIE DEXercices EngrenageSDocument3 pagesSERIE DEXercices EngrenageSbarryhamadounallaye1Pas encore d'évaluation
- Electricite Photovoltaique ProfDocument8 pagesElectricite Photovoltaique Profsalem BEN MOUSSAPas encore d'évaluation
- PCB20 Documentation TechniqueDocument8 pagesPCB20 Documentation TechniqueBAMAPas encore d'évaluation
- Ant Rapport Final ACVDocument236 pagesAnt Rapport Final ACVL'Usine NouvellePas encore d'évaluation
- Cours Master 2 - Management Dun Projet de Construction - MNDocument53 pagesCours Master 2 - Management Dun Projet de Construction - MNmalek100% (1)
- Depliant MGI PDFDocument4 pagesDepliant MGI PDFgabyblancoPas encore d'évaluation
- GPS DifférentielDocument2 pagesGPS Différentielmrd9991100% (1)
- Atelier BoisDocument84 pagesAtelier BoisFateh ßenouhibaPas encore d'évaluation
- Les Familles de Materiaux2Document4 pagesLes Familles de Materiaux2Houcine GentilPas encore d'évaluation
- Rapport PDFDocument112 pagesRapport PDFnidhalPas encore d'évaluation
- TEC - GuideBonnesPratiques Aménagements 20Document92 pagesTEC - GuideBonnesPratiques Aménagements 20mehdiPas encore d'évaluation
- Diagramme de PARETODocument20 pagesDiagramme de PARETOJohn Smith100% (1)
- Cellule PhotovoltaiqueDocument11 pagesCellule PhotovoltaiquejccheminPas encore d'évaluation
- Catalogue S7 200Document28 pagesCatalogue S7 200Khaled OuniPas encore d'évaluation
- Présentation ToyotismeDocument36 pagesPrésentation ToyotismeAhlam Ch100% (1)
- Parts Book 777 PDFDocument734 pagesParts Book 777 PDFAlief Maulana50% (2)
- Sables de Moulage - TsaucrayDocument4 pagesSables de Moulage - TsaucrayTriki BilelPas encore d'évaluation
- Thème 1122 - Définition Du Progrès TechniqueDocument6 pagesThème 1122 - Définition Du Progrès TechniqueMme et Mr LafonPas encore d'évaluation
- Chapitre - Les Bétons Et MortiersDocument29 pagesChapitre - Les Bétons Et MortiersGaitan Neungoue100% (1)