Vous aimerez peut-être aussi
- (Version Francaise) IsoDocument44 pages(Version Francaise) IsoIsmaila KonePas encore d'évaluation
- NBN EN ISO 9606-1 2017 PreviewDocument14 pagesNBN EN ISO 9606-1 2017 Previewsakina laabidPas encore d'évaluation
- EN ISO 2553 - Avril 2019 - Représentations Symboliques Sur Dessins Des JointsDocument70 pagesEN ISO 2553 - Avril 2019 - Représentations Symboliques Sur Dessins Des Jointskhedhri adel100% (1)
- NF en 15614-1Document52 pagesNF en 15614-1sakina laabid100% (4)
- Vocabulaire Du Soudage Normalisé. 1docxDocument38 pagesVocabulaire Du Soudage Normalisé. 1docxDamien MoukanzaPas encore d'évaluation
- NF en Iso 14341 - 2011Document23 pagesNF en Iso 14341 - 2011Emmanuel Boquet100% (1)
- PQR 06-19 PDFDocument34 pagesPQR 06-19 PDFbouchoucha jebaliPas encore d'évaluation
- Couple SerrageDocument2 pagesCouple SerrageLionel Besson100% (1)
- Fond BombeeDocument1 pageFond BombeeENAENA187Pas encore d'évaluation
- Diaporama 9606 1 PDFDocument28 pagesDiaporama 9606 1 PDFZouhair BenmabroukPas encore d'évaluation
- Normalisation SoudeurDocument3 pagesNormalisation SoudeurMetabulletproofPas encore d'évaluation
- NF 10213-4Document9 pagesNF 10213-4ptonnel100% (1)
- NF EN 13445-1 Récipients Sous Pression Non Soumis À La Flamme - Partie 1 - GénéralitésDocument17 pagesNF EN 13445-1 Récipients Sous Pression Non Soumis À La Flamme - Partie 1 - GénéralitésMAZA HalimPas encore d'évaluation
- En Iso 5817-2003-VNDocument37 pagesEn Iso 5817-2003-VNImane KhammouriPas encore d'évaluation
- NF EN 1011-1 - Mai 2009 PDFDocument17 pagesNF EN 1011-1 - Mai 2009 PDFTOBALPas encore d'évaluation
- Guide Soudabilité Matériaux Par GroupeDocument115 pagesGuide Soudabilité Matériaux Par GroupePetitloup2013100% (2)
- PrésentationDocument13 pagesPrésentationTangarfi Mohamed100% (1)
- Tolerances - geometriques-NF EN 1090-2+A1Document38 pagesTolerances - geometriques-NF EN 1090-2+A1danemsalPas encore d'évaluation
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 pagesRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfPas encore d'évaluation
- Cales Doc 1536Document8 pagesCales Doc 1536Kali AbdennourPas encore d'évaluation
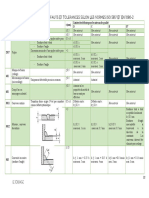
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Document10 pagesDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- Construction D Ensembles Mécanosoudés: Techniques de SoudageDocument33 pagesConstruction D Ensembles Mécanosoudés: Techniques de SoudagelcmpX86100% (1)
- Dossier InterventionDocument60 pagesDossier InterventiontroisvirgulePas encore d'évaluation
- Public Review Draft 2404Document87 pagesPublic Review Draft 2404Said100% (1)
- Procedure RessuageDocument5 pagesProcedure RessuagerezokaPas encore d'évaluation
- IWIPDocument87 pagesIWIPg33k59Pas encore d'évaluation
- 1 PDFDocument41 pages1 PDFKhalidMoutarajiPas encore d'évaluation
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 pagesRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- NF EN 10219-2 OkDocument45 pagesNF EN 10219-2 OkSaid EssaadiPas encore d'évaluation
- Qualification Des SoudeursDocument28 pagesQualification Des SoudeursDanem HalasPas encore d'évaluation
- Iso 10893 - 6 RTDocument28 pagesIso 10893 - 6 RTumid100% (2)
- NF EN 10083-3 - Décembre 2006 - Pièce Forgée - Acier Pour Trempe Et Revenu PDFDocument49 pagesNF EN 10083-3 - Décembre 2006 - Pièce Forgée - Acier Pour Trempe Et Revenu PDFTOBALPas encore d'évaluation
- Equivalences de Nuances D AcierDocument29 pagesEquivalences de Nuances D AcierJuan José Viñas Méndez100% (3)
- Technique de Contr Le Visuels PDFDocument13 pagesTechnique de Contr Le Visuels PDFamjed_de_enimPas encore d'évaluation
- Correspondance Norme Din Iso Nfen Nfe BV Ldoc36 1Document6 pagesCorrespondance Norme Din Iso Nfen Nfe BV Ldoc36 1AS Baizidi100% (1)
- Non Preload Assemblies BS EN 15048 12 PDFDocument4 pagesNon Preload Assemblies BS EN 15048 12 PDFsajay2010Pas encore d'évaluation
- En 12681 PDFDocument22 pagesEn 12681 PDFImane KhammouriPas encore d'évaluation
- A Programme de Formation 01-01Document3 pagesA Programme de Formation 01-01med chabane100% (1)
- AQUAP2Document16 pagesAQUAP2Damien BouticourtPas encore d'évaluation
- Iso 5817 PDFDocument14 pagesIso 5817 PDFSarah LayadiPas encore d'évaluation
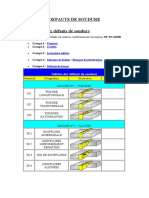
- Les D Fauts de SoudureDocument4 pagesLes D Fauts de Soudureamjed_de_enim100% (1)
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- WPS Spécimen CSC ASME IXDocument5 pagesWPS Spécimen CSC ASME IXMenad SalahPas encore d'évaluation
- Qualification ASME IX (1) - CopieDocument59 pagesQualification ASME IX (1) - Copiewalid walid100% (1)
- NF en 15629 PDFDocument3 pagesNF en 15629 PDFidi100% (1)
- PR NF en 1713 2007Document30 pagesPR NF en 1713 2007Sadok KzadriPas encore d'évaluation
- NBN EN ISO 17637-2017 EngDocument21 pagesNBN EN ISO 17637-2017 EngAbdelkader Abdelkader100% (2)
- Iso 13920Document13 pagesIso 13920Мунир лев100% (1)
- Plan D'Inspection QualiteDocument4 pagesPlan D'Inspection QualiteAldany Berancy Dorvela BitsindouPas encore d'évaluation
- NF en 10088-3Document76 pagesNF en 10088-3Sebastian TERRENOIREPas encore d'évaluation
- Defauts de SoudureDocument3 pagesDefauts de SoudureaminePas encore d'évaluation
- WPS 01Document3 pagesWPS 01Zouhair BenmabroukPas encore d'évaluation
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 pagesGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
- 152f35 Nouvelle Version en 287-1Document2 pages152f35 Nouvelle Version en 287-1Mohamed EddriefPas encore d'évaluation
- Comparatif 9606-1 287-1Document3 pagesComparatif 9606-1 287-1g33k59Pas encore d'évaluation
- Nouvelle en 287-1 Parution ImminenteDocument3 pagesNouvelle en 287-1 Parution Imminentemasterix7Pas encore d'évaluation
- Aquap SNCTDocument22 pagesAquap SNCTRobertBostanPas encore d'évaluation
- NF en Iso 15614-1 - 2017Document52 pagesNF en Iso 15614-1 - 2017Eric MeyerPas encore d'évaluation
- Cours Guide en 15614-1Document33 pagesCours Guide en 15614-1laz_kPas encore d'évaluation
- 7.1 La Multiplication Vegetative Des VegetauxDocument15 pages7.1 La Multiplication Vegetative Des Vegetauxlaz_kPas encore d'évaluation
- Soudage GeneraliteDocument99 pagesSoudage Generalitelaz_kPas encore d'évaluation
- GUIDE CND Des SouduresDocument101 pagesGUIDE CND Des Soudureslaz_kPas encore d'évaluation
- Defaut de SoudageDocument20 pagesDefaut de Soudagelaz_kPas encore d'évaluation
- Categories de Corrosivite Atmospheriques Selon NF en ISO 12944-2Document1 pageCategories de Corrosivite Atmospheriques Selon NF en ISO 12944-2laz_kPas encore d'évaluation
- Arcal Mag PDocument1 pageArcal Mag Plaz_kPas encore d'évaluation
- Microstructures Et MétallographieDocument14 pagesMicrostructures Et Métallographielaz_k100% (1)
- Catalogue ESABDocument128 pagesCatalogue ESABNajiba Allouch100% (4)
- Metallographie PDFDocument9 pagesMetallographie PDFlaz_k100% (1)
- Dictionnare FR - Ang - Petrol & GasDocument13 pagesDictionnare FR - Ang - Petrol & Gaslaz_kPas encore d'évaluation