Vous aimerez peut-être aussi
- Welding Procedure Specification Descript de Mode Opératoire de SoudageDocument2 pagesWelding Procedure Specification Descript de Mode Opératoire de SoudageMassimo FumarolaPas encore d'évaluation
- PQR 06-19 PDFDocument34 pagesPQR 06-19 PDFbouchoucha jebaliPas encore d'évaluation
- WPS For WPQ - 6GDocument2 pagesWPS For WPQ - 6GZouhair Benmabrouk100% (1)
- 316L-GTSM-002 R.00Document3 pages316L-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- WPS-P 5Document2 pagesWPS-P 5Touil HoussemPas encore d'évaluation
- Provincial Registration: MS WPDocument2 pagesProvincial Registration: MS WPazertyPas encore d'évaluation
- CS-GT-009 R.00Document2 pagesCS-GT-009 R.00Massimo FumarolaPas encore d'évaluation
- WPS Spécimen CSC ASME IXDocument5 pagesWPS Spécimen CSC ASME IXMenad SalahPas encore d'évaluation
- WPS 01Document3 pagesWPS 01Zouhair BenmabroukPas encore d'évaluation
- Wps Type AsmeDocument3 pagesWps Type AsmeAnwar JbaliPas encore d'évaluation
- Img 004Document1 pageImg 004Aïdara SowPas encore d'évaluation
- WPS SmawDocument1 pageWPS SmawTouil HoussemPas encore d'évaluation
- Salah AAA Bras: Page 1 de 1Document1 pageSalah AAA Bras: Page 1 de 1Salah HaPas encore d'évaluation
- WPS N°4 Oc 7010Document2 pagesWPS N°4 Oc 7010Said100% (1)
- WPS BoumerdesDocument13 pagesWPS BoumerdesBensmatPas encore d'évaluation
- DMOS Tube 141 + 111Document1 pageDMOS Tube 141 + 111Mohamed ChahidPas encore d'évaluation
- Solderel DMH 0524Document3 pagesSolderel DMH 0524Adil El fellah KadmiriPas encore d'évaluation
- Usm 35x 2 FrancaisDocument1 pageUsm 35x 2 FrancaisAnonymous dziHEjc7YPas encore d'évaluation
- Certificat de QualificationDocument2 pagesCertificat de QualificationHajjiPas encore d'évaluation
- CB Data SheetDocument8 pagesCB Data Sheetsosi2020Pas encore d'évaluation
- BPS CodiscoDocument1 pageBPS Codiscombe josephPas encore d'évaluation
- WPS 8 EttDocument2 pagesWPS 8 EttMourad SeloughaPas encore d'évaluation
- WQR Saf 015Document1 pageWQR Saf 015Radj SoLoPas encore d'évaluation
- 45NCD16Document5 pages45NCD16cumnewtecPas encore d'évaluation
- Welders Qualif Test Cert HAVRYLIUK - SERHII - 111 T FM1 H L045 PHDocument2 pagesWelders Qualif Test Cert HAVRYLIUK - SERHII - 111 T FM1 H L045 PHSergio KingPas encore d'évaluation
- Manual ValveDocument1 pageManual ValveDhiraj TalelePas encore d'évaluation
- 4-Symbole Des SoudagesDocument51 pages4-Symbole Des SoudagesDamien MoukanzaPas encore d'évaluation
- Cour 2Document24 pagesCour 2Houssem Eddine HizemPas encore d'évaluation
- Classe Tuyauterie Rev.2Document1 pageClasse Tuyauterie Rev.2moiPas encore d'évaluation
- Specification de de Soudage Partie Local Technique Z21: Type D'enrobageDocument2 pagesSpecification de de Soudage Partie Local Technique Z21: Type D'enrobagesifaouiPas encore d'évaluation
- Danais 150Document16 pagesDanais 150Azedine BenPas encore d'évaluation
- Tableau Récapitulatif Des Différents Procédés de Soudage Et LexiqueDocument37 pagesTableau Récapitulatif Des Différents Procédés de Soudage Et LexiquesenouabdelhakPas encore d'évaluation
- Info GoetzeDocument5 pagesInfo Goetze7xydmwqg5yPas encore d'évaluation
- Tache Des Inspecteur en SoudageDocument10 pagesTache Des Inspecteur en Soudageattalah.djaafar19887Pas encore d'évaluation
- Format de Qualification de SoudeurDocument1 pageFormat de Qualification de SoudeurScribdTranslationsPas encore d'évaluation
- Recapitulatif Procedes Soudage PDFDocument1 pageRecapitulatif Procedes Soudage PDFghodbanePas encore d'évaluation
- Casse-Vide VB14 Et VB21 VB14 VB21: Normalisation NormalisationDocument4 pagesCasse-Vide VB14 Et VB21 VB14 VB21: Normalisation NormalisationBelgacem ArramiPas encore d'évaluation
- ISOSDocument22 pagesISOSArnaud BAUERPas encore d'évaluation
- Bearing Summary Bulgarie - Struma Zheleznica - Rev C PDFDocument1 pageBearing Summary Bulgarie - Struma Zheleznica - Rev C PDFmikorizPas encore d'évaluation
- Pompe Centrifuge Monocellulaire SihiDocument28 pagesPompe Centrifuge Monocellulaire SihiTchouman KonePas encore d'évaluation
- BWPSP CODISCODocument2 pagesBWPSP CODISCOmbe josephPas encore d'évaluation
- Sereg Control Valves - Vannes de ContrôleDocument18 pagesSereg Control Valves - Vannes de ContrôleTedi SutansahPas encore d'évaluation
- SEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGDocument6 pagesSEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGJulian EmpraPas encore d'évaluation
- Descriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesDocument1 pageDescriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesMathieu DouPas encore d'évaluation
- Welding Hardox 103 FRDocument20 pagesWelding Hardox 103 FRmattowitchPas encore d'évaluation
- Regard-De-Coulée Plaquette ASA FR 20230120Document2 pagesRegard-De-Coulée Plaquette ASA FR 20230120David AlexandrePas encore d'évaluation
- Soupape de Sûreté SV 526Document8 pagesSoupape de Sûreté SV 526محمد بدروPas encore d'évaluation
- P 09 08 Spirax 12 - 2015Document12 pagesP 09 08 Spirax 12 - 2015KSDPas encore d'évaluation
- 1.1730 XC48 AbramsDocument4 pages1.1730 XC48 AbramsAjmi AminePas encore d'évaluation
- Brida ANSI - ASME B16.5 Ciega Class 150 - DNBridaDocument1 pageBrida ANSI - ASME B16.5 Ciega Class 150 - DNBridaSFPas encore d'évaluation
- Brida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaDocument1 pageBrida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaSFPas encore d'évaluation
- Resultat Methode BrasageDocument2 pagesResultat Methode Brasagewalid walidPas encore d'évaluation
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- Documentation CâbleDocument46 pagesDocumentation CâbleFayçal LouahalaPas encore d'évaluation
- 1 PDFDocument41 pages1 PDFKhalidMoutarajiPas encore d'évaluation
- BPS 001 Brasage DurDocument3 pagesBPS 001 Brasage Durmbe josephPas encore d'évaluation
- Projet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedDocument15 pagesProjet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedYasmine HammamiPas encore d'évaluation
- IMF859Document47 pagesIMF859sakina laabidPas encore d'évaluation
- Orientierung en Iso9606 1 - FDocument15 pagesOrientierung en Iso9606 1 - Fsakina laabidPas encore d'évaluation
- NF en 15614-1Document52 pagesNF en 15614-1sakina laabid100% (4)
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 pagesRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- NBN EN ISO 9606-1 2017 PreviewDocument14 pagesNBN EN ISO 9606-1 2017 Previewsakina laabidPas encore d'évaluation
- 435-DMOS WPS ViergeDocument1 page435-DMOS WPS Viergesakina laabid86% (7)
- 405 Consommation Gaz Fil Goubin PouzetDocument1 page405 Consommation Gaz Fil Goubin Pouzetsakina laabidPas encore d'évaluation
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pages119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidPas encore d'évaluation
- Metiers Techniques Controleur DimensionnelDocument2 pagesMetiers Techniques Controleur Dimensionnelsakina laabidPas encore d'évaluation
- Cycle de PaieDocument61 pagesCycle de PaieQuossabi AbdessamadPas encore d'évaluation
- Entreposage FrigorifiqueDocument57 pagesEntreposage FrigorifiqueImadeddine Grouh100% (1)
- أثر التهرب الضريبي على مداخيل الخزينة العمومية PDFDocument146 pagesأثر التهرب الضريبي على مداخيل الخزينة العمومية PDFNouredineDida100% (2)
- FarcotDocument5 pagesFarcotatmos2013Pas encore d'évaluation
- SavDocument4 pagesSavBIG STONEPas encore d'évaluation
- Tableau de Référence de VannesDocument4 pagesTableau de Référence de VannesSaidPas encore d'évaluation
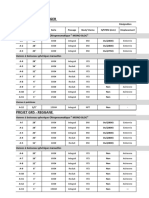
- Filiere A Recrutement NationalDocument113 pagesFiliere A Recrutement NationalDji HanePas encore d'évaluation
- TD N°3 PFS AnalytiqueDocument6 pagesTD N°3 PFS AnalytiqueRoubaPas encore d'évaluation
- Optimisation Des Coûts Dans La Centrale Thermique (JLEC)Document125 pagesOptimisation Des Coûts Dans La Centrale Thermique (JLEC)Hamza Fadla100% (1)
- CCTP Go BeteremDocument42 pagesCCTP Go BeteremArnaud Fidelin50% (2)
- Offres D'emploi Au Bénin, Avis de Recrutement, Bénin Emploi, PDFDocument4 pagesOffres D'emploi Au Bénin, Avis de Recrutement, Bénin Emploi, PDFIssoumaila AlassanePas encore d'évaluation
- Katalog - 2015.1 Secador de FangosDocument125 pagesKatalog - 2015.1 Secador de FangosJose Maria Mata CarmonaPas encore d'évaluation
- B.61-24 Electrotechnique de ReseauDocument68 pagesB.61-24 Electrotechnique de ReseaukhakadamPas encore d'évaluation
- Présentation2 MedbossDocument25 pagesPrésentation2 Medbossiheb lansariPas encore d'évaluation
- General - Station Emitruck EM01424-01428 - Livret Instructions PDFDocument15 pagesGeneral - Station Emitruck EM01424-01428 - Livret Instructions PDFAloui ZakariaPas encore d'évaluation
- (Mod) (TD) Modelisation Des MecanismesDocument25 pages(Mod) (TD) Modelisation Des MecanismesNarjiss ShimiPas encore d'évaluation
- Rapport Stage Perfectionnement (Mahmoud Sellami)Document71 pagesRapport Stage Perfectionnement (Mahmoud Sellami)sahraouihajer1993Pas encore d'évaluation
- CCTP - Eau Brute Et Ext ST Oum AzzaDocument39 pagesCCTP - Eau Brute Et Ext ST Oum AzzaAbde MisserPas encore d'évaluation
- AI Hempadur Mastic 45880 FrenchDocument4 pagesAI Hempadur Mastic 45880 FrenchEtienne ChaslesPas encore d'évaluation
- ReactionsGruesPTN FRDocument48 pagesReactionsGruesPTN FRchantierseb100% (1)
- Comment Appliquer Le Lean Six Sigma (Théorie+Pratique)Document77 pagesComment Appliquer Le Lean Six Sigma (Théorie+Pratique)Gwladys BettoPas encore d'évaluation
- Trafic MobilesDocument26 pagesTrafic Mobileskonan franckPas encore d'évaluation
- 4 2modCentresAnalyseEleveDocument11 pages4 2modCentresAnalyseEleveItto MohaPas encore d'évaluation
- Zoning A320 ED01p01Document32 pagesZoning A320 ED01p01Reda BachnouPas encore d'évaluation
- Cod 2 VL-PLDocument27 pagesCod 2 VL-PLJosé PalhaPas encore d'évaluation
- Bolt OveDocument62 pagesBolt OveРостислав ВасилевPas encore d'évaluation
- Uml Controle D'acces BâtimentDocument11 pagesUml Controle D'acces BâtimentSaad Erreur50% (2)
- Output 6.TextMarkDocument6 pagesOutput 6.TextMarkNaounaouPas encore d'évaluation
- TP01 RT3 J2EE Servlet Et Formulaires v4Document8 pagesTP01 RT3 J2EE Servlet Et Formulaires v4Ahmed Ben RehayemPas encore d'évaluation
- QCM GpigsDocument40 pagesQCM GpigsKhalid Boudekkara MernissiPas encore d'évaluation