Vous aimerez peut-être aussi
- Les Contes AmadouDocument132 pagesLes Contes AmadouDayang DayangPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Messe Du Rite de Gallican Archange RAPHAEL PDFDocument22 pagesMesse Du Rite de Gallican Archange RAPHAEL PDFGarry DeroyPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Exercices CotationDocument3 pagesExercices CotationMohamedBejja100% (1)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Examen de Fin de Formation TSMFM 2011 v1 PratiqueDocument11 pagesExamen de Fin de Formation TSMFM 2011 v1 PratiqueNnPas encore d'évaluation
- Cotation de FabricationDocument6 pagesCotation de Fabricationkhocine100% (2)
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Procedure Gestion de Stock - ModeleDocument3 pagesProcedure Gestion de Stock - Modeleintemporel100% (1)
- Elaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueDocument9 pagesElaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueMakrem CherifPas encore d'évaluation
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- Examen Prep Fabrication IFM 2019Document8 pagesExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانPas encore d'évaluation
- Christie, Agatha - La Fête Du PotironDocument110 pagesChristie, Agatha - La Fête Du PotironJean Colson StimphatPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Corrigé Analyse de Fabrication PF1 2019Document6 pagesCorrigé Analyse de Fabrication PF1 2019Dayang Dayang100% (4)
- Corrigé Analyse de Fabrication PF1 2019Document6 pagesCorrigé Analyse de Fabrication PF1 2019Dayang Dayang100% (4)
- Prof APEFDocument12 pagesProf APEFMeryemHmouriPas encore d'évaluation
- Corrigé Passage TSMFM 2010 PDFDocument6 pagesCorrigé Passage TSMFM 2010 PDFRzdx 991100% (3)
- 3-Dessin de DéfinitionDocument4 pages3-Dessin de DéfinitionYacine RiproPas encore d'évaluation
- Mip Map Doc-Prof MoukhtariDocument8 pagesMip Map Doc-Prof MoukhtariMeryemHmouri100% (1)
- Determination Des Temps de FabricationDocument41 pagesDetermination Des Temps de FabricationO'zSamaPas encore d'évaluation
- 3-Durée de Vie Des Outils de CoupeDocument5 pages3-Durée de Vie Des Outils de Coupekldmnt100% (2)
- Analyse de FabricationDocument14 pagesAnalyse de FabricationDayang DayangPas encore d'évaluation
- Dessin DefinitionDocument4 pagesDessin DefinitionchidouPas encore d'évaluation
- Automate PpsDocument11 pagesAutomate PpsDayang DayangPas encore d'évaluation
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- Parametres de CoupeDocument3 pagesParametres de CoupeGuiliass100% (1)
- Qu'est Ce Qu'materiau CompositeDocument23 pagesQu'est Ce Qu'materiau CompositeDayang Dayang100% (1)
- Hacheur ZERIOUHDocument51 pagesHacheur ZERIOUHSalma IdrissiPas encore d'évaluation
- TD IsostatismeDocument2 pagesTD IsostatismeSÕfȋǡņɇ Bɇņamar100% (2)
- Temps de CoupeDocument29 pagesTemps de CoupeELMustaphaELMoukhtari100% (1)
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFDocument10 pages694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012Pas encore d'évaluation
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- Corrigé EFM Régionale M16-2 PDFDocument6 pagesCorrigé EFM Régionale M16-2 PDFTTARIK100% (1)
- TD Gamme de FabricationDocument4 pagesTD Gamme de FabricationO Z50% (2)
- Isostatisme-Exos 2Document5 pagesIsostatisme-Exos 2Zakaria Nexus100% (7)
- ENCGK - 1920 - Exercices Et Interpretation de Tresorerie Du GROUPE MANAGEM - Gestion de TresorerieDocument20 pagesENCGK - 1920 - Exercices Et Interpretation de Tresorerie Du GROUPE MANAGEM - Gestion de TresorerieAchraf Naciri100% (1)
- Tous Sur Le Mip Et Map PDFDocument5 pagesTous Sur Le Mip Et Map PDFsvans lmsvansi100% (2)
- Manuel D'utilisation STIM-PRO X9+Document27 pagesManuel D'utilisation STIM-PRO X9+Hadrien De GreefPas encore d'évaluation
- TD Etude de PhaseDocument8 pagesTD Etude de Phasekld_bata100% (1)
- Chapitre 4 Les Contraintes DanterioriteDocument13 pagesChapitre 4 Les Contraintes DanterioriteTouhemi Ben Sadok100% (1)
- Temps D'usinageDocument4 pagesTemps D'usinageIadh Triaa88% (8)
- 13 - Cours Cotation Fonctionnelle ET Exercices PDFDocument13 pages13 - Cours Cotation Fonctionnelle ET Exercices PDFmasteratsii100% (1)
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Etude D'outillageDocument12 pagesEtude D'outillageDayang Dayang100% (3)
- 1 - TD-Couvercle-brut Capable PDFDocument2 pages1 - TD-Couvercle-brut Capable PDFkhaled rouabehPas encore d'évaluation
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- TD ApefDocument3 pagesTD Apefkamal0% (1)
- Contrainte D'usinageDocument53 pagesContrainte D'usinagetaha oulkadi86% (7)
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- Geometrie de Outil de CoupeDocument19 pagesGeometrie de Outil de CoupeEL khaldi100% (3)
- Eval Temps BtsipmDocument6 pagesEval Temps BtsipmAhceneHamimes100% (1)
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- Operations ElementairesDocument3 pagesOperations ElementairesAhmed Elouafiq100% (1)
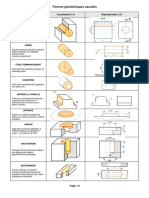
- F0rmes UsuellesDocument3 pagesF0rmes UsuellesBen FahPas encore d'évaluation
- Exercices de Filetage - eDocument4 pagesExercices de Filetage - echrisPas encore d'évaluation
- Outils en Tournage ProfDocument5 pagesOutils en Tournage ProfYoussef Trimech100% (3)
- Commande NumériqueDocument17 pagesCommande NumériqueDayang Dayang100% (1)
- TechnologieDocument11 pagesTechnologieDayang DayangPas encore d'évaluation
- Gamme D'usinageDocument20 pagesGamme D'usinageDayang Dayang0% (1)
- Techno. Prof. de SpécialitéDocument8 pagesTechno. Prof. de SpécialitéDayang DayangPas encore d'évaluation
- Pratique D'usinageDocument10 pagesPratique D'usinageDayang DayangPas encore d'évaluation
- Technologie de FabricationDocument5 pagesTechnologie de FabricationDayang DayangPas encore d'évaluation
- Carrière Du ProfDocument30 pagesCarrière Du ProfDayang DayangPas encore d'évaluation
- COMMUNIQUEDocument1 pageCOMMUNIQUEDayang DayangPas encore d'évaluation
- AutomatismeDocument12 pagesAutomatismeDayang DayangPas encore d'évaluation
- Metallurgie Prob de BT MF-CM - CorrigeDocument6 pagesMetallurgie Prob de BT MF-CM - CorrigeDayang Dayang100% (4)
- Chapitre 3 Structure D'un Système AutomatiséDocument2 pagesChapitre 3 Structure D'un Système AutomatiséDayang Dayang60% (5)
- Chapitre 2 Organes PneumatiquesDocument6 pagesChapitre 2 Organes PneumatiquesDayang Dayang100% (1)
- Automatisme ModifiéDocument14 pagesAutomatisme ModifiéDayang DayangPas encore d'évaluation
- Chap Logique CombinatoireDocument7 pagesChap Logique CombinatoireDayang DayangPas encore d'évaluation
- Dossier PréparationDocument2 pagesDossier PréparationDayang DayangPas encore d'évaluation
- Technologie Des MatériauxDocument8 pagesTechnologie Des MatériauxDayang DayangPas encore d'évaluation
- Abaque de Vitesse D'un Étau LimeurDocument1 pageAbaque de Vitesse D'un Étau LimeurDayang DayangPas encore d'évaluation
- Tech Mat Prob F1 - CorrigeDocument6 pagesTech Mat Prob F1 - CorrigeDayang Dayang100% (2)
- Deuxième Partie - METROLOGIEDocument7 pagesDeuxième Partie - METROLOGIEDayang DayangPas encore d'évaluation
- Technologie de FabricationDocument5 pagesTechnologie de FabricationDayang DayangPas encore d'évaluation
- Travaux de FabricationDocument7 pagesTravaux de FabricationDayang DayangPas encore d'évaluation
- TechnologieDocument11 pagesTechnologieDayang DayangPas encore d'évaluation
- MetallurgieDocument6 pagesMetallurgieDayang Dayang100% (2)
- Feuille de PrésentationDocument2 pagesFeuille de PrésentationDayang DayangPas encore d'évaluation
- Travaux PratiquesDocument19 pagesTravaux PratiquesDayang DayangPas encore d'évaluation
- Guide Diagnostics UPDS 1684481295Document260 pagesGuide Diagnostics UPDS 1684481295elberrichiPas encore d'évaluation
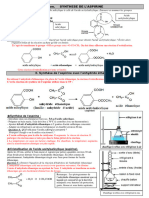
- TSP2SP3Ch19T5-TP16 Correction Synthese AspirineDocument2 pagesTSP2SP3Ch19T5-TP16 Correction Synthese AspirineSelma Hassuon100% (1)
- Imagerie Des SeinsDocument48 pagesImagerie Des SeinsHayat HayatPas encore d'évaluation
- Ellipse 2Document2 pagesEllipse 2moumouPas encore d'évaluation
- Bac ES 2015 - Sciences Économiques Et SocialesDocument9 pagesBac ES 2015 - Sciences Économiques Et SocialesLe MondePas encore d'évaluation
- Plan D'entraînement Pour Un Crawl EfficaceDocument24 pagesPlan D'entraînement Pour Un Crawl EfficaceGemmaPas encore d'évaluation
- Investissement PrivéDocument95 pagesInvestissement PrivéSouaybou SowPas encore d'évaluation
- Decret 1 FrancaisDocument8 pagesDecret 1 FrancaisayoubPas encore d'évaluation
- Exercice SDocument16 pagesExercice Sayoub2704Pas encore d'évaluation
- A.Baron - de La RhétoriqueDocument409 pagesA.Baron - de La Rhétoriquebelgam2100% (1)
- EssahliDocument10 pagesEssahliChaimaa WajidPas encore d'évaluation
- Anesthesie Et Estomac PleinDocument14 pagesAnesthesie Et Estomac Pleinchergui100% (2)
- Catalogue Teroson 2021Document52 pagesCatalogue Teroson 2021FLEURISSON BENJAMINPas encore d'évaluation
- Ama 330 HD FRDocument76 pagesAma 330 HD FRpic660% (1)
- Devoir de Synthèse N°1 - Math - 3ème Technique (2017-2018) MR BOUZID MALLEKDocument3 pagesDevoir de Synthèse N°1 - Math - 3ème Technique (2017-2018) MR BOUZID MALLEKAhmed AminePas encore d'évaluation
- Rapport de Stage Semaine1Document7 pagesRapport de Stage Semaine1Oumaima H'rPas encore d'évaluation
- E-Ticket PassengerDocument4 pagesE-Ticket PassengerHanen KhaldiPas encore d'évaluation
- Fiche HirondellesDocument4 pagesFiche HirondellesAlain ReyPas encore d'évaluation
- Fiche Autorisation Travail XavierDocument1 pageFiche Autorisation Travail XavierMercelatPas encore d'évaluation
- LieuxDocument4 pagesLieuxOumarou MainaPas encore d'évaluation
- CE Laryngotrachéal ORIGIDocument41 pagesCE Laryngotrachéal ORIGISerigne Sohibou GayePas encore d'évaluation
- DST2 2012cDocument11 pagesDST2 2012cyouness hidaPas encore d'évaluation
- CegidDocument1 pageCegidMohamed Ou MallaPas encore d'évaluation
- Catalogue Oliban 2010Document13 pagesCatalogue Oliban 2010OlibanettePas encore d'évaluation