Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- PliageDocument22 pagesPliageLanjar RanimPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- EMBOUTISSAGEDocument25 pagesEMBOUTISSAGEJihen LassouedPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- 5 Le CisaillageDocument5 pages5 Le CisaillageothmanePas encore d'évaluation
- Dossier Tech Cintrage de TubeDocument8 pagesDossier Tech Cintrage de Tubeqaadil100% (2)
- Système Robo YoupiDocument5 pagesSystème Robo YoupiWalid Fattoum100% (2)
- Modèles Des Retours Élastique en PliageDocument6 pagesModèles Des Retours Élastique en PliageAbdelkader Ben Mbarek100% (1)
- Rondelles BellevilleDocument5 pagesRondelles BellevilleMahrez ZaafouriPas encore d'évaluation
- RDM - Potence À TirantDocument2 pagesRDM - Potence À Tirantbhsbhs19Pas encore d'évaluation
- Guide Fraisage - Outils PDFDocument156 pagesGuide Fraisage - Outils PDFMohamed SahilPas encore d'évaluation
- TP10 Meca3D Scie SauteuseDocument3 pagesTP10 Meca3D Scie SauteuseC'est Yana100% (1)
- TP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFDocument6 pagesTP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFKarim Kilani100% (2)
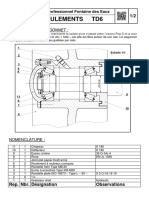
- TD6 RoulementsDocument2 pagesTD6 RoulementsBen Fah100% (1)
- Exercice 4Document2 pagesExercice 4Ahmed DjebbiPas encore d'évaluation
- Production Mecanique: Cours deDocument111 pagesProduction Mecanique: Cours deAhmed KanounPas encore d'évaluation
- Mémoire 2009Document72 pagesMémoire 2009ميكانيك الوادي0% (1)
- TD IsostatismeDocument4 pagesTD IsostatismehoniPas encore d'évaluation
- TD TRAIN EpicycloidalesDocument2 pagesTD TRAIN EpicycloidalesIlyas MhammediPas encore d'évaluation
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- Calculs en PliageDocument26 pagesCalculs en PliageWael MaatougPas encore d'évaluation
- SciesauteusecorrectionDocument3 pagesSciesauteusecorrectionyumiPas encore d'évaluation
- Variateurs de VitesseDocument2 pagesVariateurs de VitesseYekini Zulle DiattaPas encore d'évaluation
- Usinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2Document10 pagesUsinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2ELMustaphaELMoukhtariPas encore d'évaluation
- CH3-Programmation PGP PDFDocument10 pagesCH3-Programmation PGP PDFahla77100% (1)
- TD 30 - Représentation D'une Fonction Logique PDFDocument4 pagesTD 30 - Représentation D'une Fonction Logique PDFbhs channelPas encore d'évaluation
- 03 Exercice Roue Et Vis Sans FinDocument1 page03 Exercice Roue Et Vis Sans FinAhmed NajjarPas encore d'évaluation
- Cintrage Toles ElevebisDocument11 pagesCintrage Toles Elevebishoussem addinePas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Module Techniques D Usinage Mécanique Les Bases PDFDocument9 pagesModule Techniques D Usinage Mécanique Les Bases PDFMohamed SahilPas encore d'évaluation
- Exercices de Filetage - eDocument4 pagesExercices de Filetage - echrisPas encore d'évaluation
- M16 - Chap 01 - Repr Ortho en Tuy-Exercice & CorrectionDocument20 pagesM16 - Chap 01 - Repr Ortho en Tuy-Exercice & CorrectionchaudronnierPas encore d'évaluation
- Modelisation Des Liaisons: MécaniqueDocument15 pagesModelisation Des Liaisons: MécaniqueSimo StitPas encore d'évaluation
- La Coupe Des MetauxDocument9 pagesLa Coupe Des Metauxkoruko basketPas encore d'évaluation
- Feuillen10 Pfs PDFDocument4 pagesFeuillen10 Pfs PDFSaad AttarPas encore d'évaluation
- Transmission Et Transformation de Mouvements: 1 Caractéristiques D'un MouvementDocument6 pagesTransmission Et Transformation de Mouvements: 1 Caractéristiques D'un Mouvementbilal chekhabPas encore d'évaluation
- F1 - Système de Liaison Arbres - Moyeux - CorrigéDocument27 pagesF1 - Système de Liaison Arbres - Moyeux - CorrigéGeorges TaradauxPas encore d'évaluation
- RDM CoursDocument10 pagesRDM CoursDABAKH LDEEBOYPas encore d'évaluation
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachPas encore d'évaluation
- APEFDocument29 pagesAPEFAnass MerbouhPas encore d'évaluation
- Engrenage PDFDocument3 pagesEngrenage PDFAyoub El BadriPas encore d'évaluation
- TD FreinDocument5 pagesTD FreinHamami AymenPas encore d'évaluation
- 16 EX9 PerceuseDocument1 page16 EX9 PerceuseChokri Atef100% (1)
- Contrôle Continu - Dessin Technique II - Juin 2020 - BonDocument7 pagesContrôle Continu - Dessin Technique II - Juin 2020 - BonStephane FochePas encore d'évaluation
- Bureau Des Méthodes Gam Capot PliageDocument1 pageBureau Des Méthodes Gam Capot Pliagematrani100% (1)
- EDM-CHAP2 Éléments D'assemblagesDocument19 pagesEDM-CHAP2 Éléments D'assemblagesFa TehPas encore d'évaluation
- CH 01 Introduction Rappels Des AssemblagesDocument7 pagesCH 01 Introduction Rappels Des AssemblagesMohamed Rougab100% (2)
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- Theme 15 Scie SauteuseDocument5 pagesTheme 15 Scie SauteuseCasa Maestro100% (1)
- Fonction AssemblageDocument4 pagesFonction AssemblageElafif Hamdi100% (1)
- Transmettre Avec Modification de La Vitesse Roues de FrictionDocument2 pagesTransmettre Avec Modification de La Vitesse Roues de FrictionMeriem Chiboub100% (1)
- Examen Prep Fabrication IFM 2019Document8 pagesExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانPas encore d'évaluation
- Exercice FAO PDFDocument7 pagesExercice FAO PDFtaher ncirPas encore d'évaluation
- Technique de Déformation Plastique Sur Presse PDFDocument10 pagesTechnique de Déformation Plastique Sur Presse PDFAlexandrePas encore d'évaluation
- Matériaux Pour Outils de CoupeDocument49 pagesMatériaux Pour Outils de CoupeMOHAMEDPas encore d'évaluation
- Exercice - RDM - Cisaillement - Clavette Motorducteur - EnoncDocument4 pagesExercice - RDM - Cisaillement - Clavette Motorducteur - Enoncomar-benka-3821Pas encore d'évaluation
- Act 2 5 Tête Universelle F U 112 118Document7 pagesAct 2 5 Tête Universelle F U 112 118Anonymous 0uVS3n78q100% (1)
- Filetage - Taraudage 1Document5 pagesFiletage - Taraudage 1medelaidPas encore d'évaluation
- Fascicule TP Cao TopsolidDocument25 pagesFascicule TP Cao TopsolidIonel Raveica100% (1)
- Devis N°...Document2 pagesDevis N°...bakkali_bilalPas encore d'évaluation
- Fiche D'appréciation ProjetDocument1 pageFiche D'appréciation Projetbakkali_bilalPas encore d'évaluation
- Compte 10.000Document2 pagesCompte 10.000bakkali_bilalPas encore d'évaluation
- Revue de L'offreDocument1 pageRevue de L'offrebakkali_bilalPas encore d'évaluation
- Feuille de DevisDocument5 pagesFeuille de Devisbakkali_bilalPas encore d'évaluation
- Fiche de SupplémentDocument2 pagesFiche de Supplémentbakkali_bilalPas encore d'évaluation
- Conditions CommercialesDocument5 pagesConditions Commercialesbakkali_bilalPas encore d'évaluation
- Fiche D'analyse Des Risques ProjetDocument1 pageFiche D'analyse Des Risques Projetbakkali_bilalPas encore d'évaluation
- Feuille Attachement MensuelDocument2 pagesFeuille Attachement Mensuelbakkali_bilalPas encore d'évaluation
- Incendi Silot Agro PDFDocument195 pagesIncendi Silot Agro PDFbakkali_bilalPas encore d'évaluation
- Invest Is Semen TDocument2 pagesInvest Is Semen Tbakkali_bilalPas encore d'évaluation
- Application Pour Cacul PiedsDocument8 pagesApplication Pour Cacul Piedsbakkali_bilal100% (1)
- Correction D'imputationDocument1 pageCorrection D'imputationbakkali_bilalPas encore d'évaluation
- Produit MT Et PTDocument16 pagesProduit MT Et PTbakkali_bilalPas encore d'évaluation
- SADEF SolarCatalogDocument52 pagesSADEF SolarCatalogbakkali_bilalPas encore d'évaluation
- NDE Personnel RecordDocument1 pageNDE Personnel Recordbakkali_bilalPas encore d'évaluation
- Appareil A UltrasonsDocument12 pagesAppareil A Ultrasonsbakkali_bilal100% (1)
- Pince Magnetique PMG-002Document3 pagesPince Magnetique PMG-002bakkali_bilalPas encore d'évaluation
- Cat14 Levac Part 2-2Document82 pagesCat14 Levac Part 2-2bakkali_bilalPas encore d'évaluation
- DensitometreDocument5 pagesDensitometrebakkali_bilalPas encore d'évaluation
- Pince Magnetique PMG-001Document3 pagesPince Magnetique PMG-001bakkali_bilalPas encore d'évaluation
- Ekinoxe NewDocument2 pagesEkinoxe Newbakkali_bilalPas encore d'évaluation
- Thermometre IR007Document5 pagesThermometre IR007bakkali_bilalPas encore d'évaluation
- De Pliant So LaireDocument6 pagesDe Pliant So Lairebakkali_bilalPas encore d'évaluation
- 11 Bardage HorizDocument40 pages11 Bardage Horizbakkali_bilalPas encore d'évaluation
- Liametho Toles Pour Le BatimentDocument8 pagesLiametho Toles Pour Le Batimentbakkali_bilalPas encore d'évaluation
- Arval - PX Sand Couvertures - Fev 2011Document28 pagesArval - PX Sand Couvertures - Fev 2011bakkali_bilalPas encore d'évaluation
- Cat14 Levac Part 1-2Document82 pagesCat14 Levac Part 1-2bakkali_bilalPas encore d'évaluation
- CatalogueDocument80 pagesCataloguebakkali_bilalPas encore d'évaluation
- Lu2me004 Chap1Document24 pagesLu2me004 Chap1NoemPas encore d'évaluation
- Aide Mémoire AEPDocument78 pagesAide Mémoire AEPanasrachid100% (2)
- 1522250000wpdm - b320-25d-V Pap Inserer LugDocument12 pages1522250000wpdm - b320-25d-V Pap Inserer LugimedPas encore d'évaluation
- Banc de FreinageDocument12 pagesBanc de FreinageFati Hamouda100% (1)
- Analyse FonctionnelleDocument12 pagesAnalyse FonctionnelleAsmae AsseraouPas encore d'évaluation
- Corrigée - Dexamen - 2022 ENGDocument2 pagesCorrigée - Dexamen - 2022 ENGMohamed DjaiPas encore d'évaluation
- Manuel D'entretien - Moto - Ge - Ne - Rique-MinDocument32 pagesManuel D'entretien - Moto - Ge - Ne - Rique-MinОлексій КоростецькийPas encore d'évaluation
- Guide D'utilisation Des Joints D'étanchéitéDocument44 pagesGuide D'utilisation Des Joints D'étanchéitéyoussefezePas encore d'évaluation
- 11837.03.06 Eviscerator 210Document106 pages11837.03.06 Eviscerator 210sami ben chikhaPas encore d'évaluation
- EUROMAST Fire Pumps Brochure UrgenceDocument20 pagesEUROMAST Fire Pumps Brochure UrgenceAndrea FilottoPas encore d'évaluation
- Lave-Linge Bosch 2014 2Document10 pagesLave-Linge Bosch 2014 2yaaafPas encore d'évaluation
- Epuration - FiN°2Document6 pagesEpuration - FiN°2pc takouachetPas encore d'évaluation
- Whirlpool Ach 807 808-01 (ET)Document7 pagesWhirlpool Ach 807 808-01 (ET)Raluca Georgiana ManolePas encore d'évaluation
- SI STE Sujet Session Normale 2016Document22 pagesSI STE Sujet Session Normale 2016Rida IbrPas encore d'évaluation
- Série 1 $ Mouvement de Rotation D'un Corps Solide Autour D'un Axe FixeDocument1 pageSérie 1 $ Mouvement de Rotation D'un Corps Solide Autour D'un Axe FixeMalak MalakchakdiPas encore d'évaluation
- 279 S - Chaîne Cinématique Des D6N PDFDocument24 pages279 S - Chaîne Cinématique Des D6N PDFwtn201388% (8)
- Mini-Projet Sur RDM Au Niveau de l'ENSTP Du TchadDocument96 pagesMini-Projet Sur RDM Au Niveau de l'ENSTP Du TchadIves GuelmbayePas encore d'évaluation
- Physique TleC Seq3 Lycee Bilingue Dschang 2020 2021Document5 pagesPhysique TleC Seq3 Lycee Bilingue Dschang 2020 2021Ivan FotsoPas encore d'évaluation
- RDM01Document69 pagesRDM01Amadou Traoré100% (1)
- Chapitre 1 Les TreilliesDocument6 pagesChapitre 1 Les TreilliesamiraPas encore d'évaluation
- Aprilia - cn1200 Manuel Utilisateur NewDocument168 pagesAprilia - cn1200 Manuel Utilisateur NewMichel Le DoctePas encore d'évaluation
- Train EpicycloidalDocument13 pagesTrain EpicycloidalKhmira WafaPas encore d'évaluation
- 03 RH-200 Moteur Et Réducteur-1Document36 pages03 RH-200 Moteur Et Réducteur-1medkh0411Pas encore d'évaluation
- RTA 130 Renault B90 B110 Low DefDocument60 pagesRTA 130 Renault B90 B110 Low Defjosé delmote100% (1)
- MemoireDocument60 pagesMemoireSoumana Abdou50% (2)
- Examen FF 2023 V1 CorrigéDocument14 pagesExamen FF 2023 V1 CorrigéBouchta Global0% (1)
- Série Des ExercicesDocument4 pagesSérie Des Exercicesoirsnam1Pas encore d'évaluation
- Chapitre - I (Enregistré Automatiquement)Document9 pagesChapitre - I (Enregistré Automatiquement)houssemPas encore d'évaluation
- Grand Prof 1Document2 pagesGrand Prof 1TamokouePas encore d'évaluation
- EPEREUVE DE PHYSIQUE 1er DDocument3 pagesEPEREUVE DE PHYSIQUE 1er DJoel MoyoPas encore d'évaluation
- Un régime quantiqueD'EverandUn régime quantiqueÉvaluation : 5 sur 5 étoiles5/5 (1)
- L'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.D'EverandL'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.Pas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- La Conscience Et L'Univers Existent Sans Commencement Ni FinD'EverandLa Conscience Et L'Univers Existent Sans Commencement Ni FinPas encore d'évaluation
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- La particule de temps: Une approche quantique du tempsD'EverandLa particule de temps: Une approche quantique du tempsPas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirD'EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirÉvaluation : 3 sur 5 étoiles3/5 (1)
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesD'EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierD'EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierPas encore d'évaluation
- Histoire de la chimie: Les Grands Articles d'UniversalisD'EverandHistoire de la chimie: Les Grands Articles d'UniversalisPas encore d'évaluation