Vous aimerez peut-être aussi
- TDDocument36 pagesTDYassine EdahbiPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Polycope Mesure InstrumentationDocument43 pagesPolycope Mesure InstrumentationRanim JouiniPas encore d'évaluation
- A propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireD'EverandA propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- CHAP1 MesureDocument24 pagesCHAP1 MesureAymen MaghbounePas encore d'évaluation
- Chap IDocument23 pagesChap IHoucinePas encore d'évaluation
- TSEI Capteurs PDFDocument154 pagesTSEI Capteurs PDFYoussef EL KhayatyPas encore d'évaluation
- I MétrologieDocument12 pagesI Métrologieluckfi binadsPas encore d'évaluation
- Metrologie Doc1Document12 pagesMetrologie Doc1sanam puriPas encore d'évaluation
- I MétrologieDocument10 pagesI MétrologieÆm InēPas encore d'évaluation
- CoursDocument61 pagesCoursyasminezerigui31Pas encore d'évaluation
- CH 1 Notions Fondamentales PDFDocument13 pagesCH 1 Notions Fondamentales PDFKouakou Khan100% (1)
- Fondamentaux de L'electricité Générale PDFDocument13 pagesFondamentaux de L'electricité Générale PDFKouakou Khan100% (2)
- Chap01 IMI M1 Inst 21 22Document37 pagesChap01 IMI M1 Inst 21 22kalimiraPas encore d'évaluation
- Cours de Chimie Minérale IAODocument173 pagesCours de Chimie Minérale IAOBenoitPas encore d'évaluation
- Unités Et Mesures FicheDocument3 pagesUnités Et Mesures FicheVenuti AnnalisaPas encore d'évaluation
- Chapitre IDocument32 pagesChapitre ILina alikhPas encore d'évaluation
- Chapitre 1-Unités Du Système InternationalDocument6 pagesChapitre 1-Unités Du Système Internationalness chhPas encore d'évaluation
- Cours Capteur Et Chaine D'acquisitionDocument58 pagesCours Capteur Et Chaine D'acquisitionamin.mourabit03Pas encore d'évaluation
- Cours Chap 1 Grandeurs électriquesDocument8 pagesCours Chap 1 Grandeurs électriquesaida mbodjiPas encore d'évaluation
- 1 - MétrologieDocument14 pages1 - MétrologiemountsoPas encore d'évaluation
- Cours Chapitre IDocument8 pagesCours Chapitre IHoussem Eddine SassiPas encore d'évaluation
- Cours Instrumentation FinDocument24 pagesCours Instrumentation FinTaim KhouriPas encore d'évaluation
- CapteursDocument12 pagesCapteursMôhãmêd BèñPas encore d'évaluation
- CM Capteurs KL+Document35 pagesCM Capteurs KL+juniorkoffikouame7Pas encore d'évaluation
- CH 1 - Mesures, Grandeurs Et IncertitudesDocument11 pagesCH 1 - Mesures, Grandeurs Et IncertitudesYoucef Aissa100% (1)
- Chap IDocument12 pagesChap IMr HaitemPas encore d'évaluation
- Chapitre IIIDocument8 pagesChapitre IIITahabaccayPas encore d'évaluation
- Mesure Électrique Et ÉlectroniqueDocument13 pagesMesure Électrique Et ÉlectroniqueSefah MedPas encore d'évaluation
- Travaux Dirigs-1Document5 pagesTravaux Dirigs-1Azzeddine EL-OhnPas encore d'évaluation
- 1 Er Chapitre MétrologieDocument9 pages1 Er Chapitre MétrologieBenrabah IkhlasPas encore d'évaluation
- Chapitre 1. Mesures, Grandeurs Et IncertitudesDocument22 pagesChapitre 1. Mesures, Grandeurs Et IncertitudesToufik TrbPas encore d'évaluation
- Les Unites BonDocument9 pagesLes Unites BonJosaphat KawayaPas encore d'évaluation
- Chapitre I-Partie 1 PDFDocument6 pagesChapitre I-Partie 1 PDFAnonymous ps5eMmU8Pas encore d'évaluation
- Chapitre 1 Generalites Sur La Mesure - 2020 - 1Document5 pagesChapitre 1 Generalites Sur La Mesure - 2020 - 1Honore MunenePas encore d'évaluation
- MetrologieDocument67 pagesMetrologieNadji RouagPas encore d'évaluation
- COURS M9 - InstrumentationDocument64 pagesCOURS M9 - Instrumentationfarid regraguiPas encore d'évaluation
- Capteur Et Instrum Gim2Document69 pagesCapteur Et Instrum Gim2Guency Alven Rhocky KOMBILAPas encore d'évaluation
- 1 Généralités Sur Les Mesures Et EssaisDocument4 pages1 Généralités Sur Les Mesures Et EssaisHOUDJAGO Koffi ApélétéPas encore d'évaluation
- Devoir LP2 UM6SS Capteurs - InstrumentationDocument3 pagesDevoir LP2 UM6SS Capteurs - InstrumentationNawfal Fathi El IdrissiPas encore d'évaluation
- Mesure Unités Symboles C146Document6 pagesMesure Unités Symboles C146zakariaPas encore d'évaluation
- UnitesDocument6 pagesUnitessmg494Pas encore d'évaluation
- CR Chap2 Systèmes D'unitésDocument6 pagesCR Chap2 Systèmes D'unitésTandjaoui Naceur Tandjaoui NaceurPas encore d'évaluation
- Fiche Pédagogique TCS 230411 062553Document47 pagesFiche Pédagogique TCS 230411 062553Sino SimoPas encore d'évaluation
- Prise en Main de OneDriveDocument12 pagesPrise en Main de OneDriveNaila halilouPas encore d'évaluation
- CM Denat 2010 IR PDFDocument13 pagesCM Denat 2010 IR PDFYõůsřà LõlaPas encore d'évaluation
- Phys 1 Chapitre1Document23 pagesPhys 1 Chapitre1mohamedPas encore d'évaluation
- Chapitre 1 Notions Bases MetrologieDocument7 pagesChapitre 1 Notions Bases MetrologiemounaPas encore d'évaluation
- Docuemnt MetrologieDocument3 pagesDocuemnt Metrologieyounes adamPas encore d'évaluation
- Cours de 2bac BIOF de Semestre 1, ChrikiDocument105 pagesCours de 2bac BIOF de Semestre 1, ChrikiACHRAF DOUKARNE100% (1)
- II Grandeurs SIDocument4 pagesII Grandeurs SIpalary18Pas encore d'évaluation
- Mesures ÉlectriqueDocument12 pagesMesures ÉlectriqueSoufi MohamedPas encore d'évaluation
- Formation ElectroniqueDocument13 pagesFormation Electroniquezeinabbalde1999Pas encore d'évaluation
- UnitesDocument4 pagesUnitessaida aliouaPas encore d'évaluation
- Cours1 Capteur MétrologieDocument10 pagesCours1 Capteur MétrologieAlou Ben AmaraPas encore d'évaluation
- k1010 Contantedes Pectre IRDocument19 pagesk1010 Contantedes Pectre IRsalimPas encore d'évaluation
- COURS InstrumentationDocument60 pagesCOURS InstrumentationJàmàlAkhiàtPas encore d'évaluation
- Mesures OtdrDocument76 pagesMesures OtdrGhali FatimaPas encore d'évaluation
- Chapitre 1: Généralités Sur La MesureDocument13 pagesChapitre 1: Généralités Sur La MesureAchref HamedPas encore d'évaluation
- Examen L2Document2 pagesExamen L2Rafika HammoumiPas encore d'évaluation
- CorrRattrap L2Document2 pagesCorrRattrap L2Rafika HammoumiPas encore d'évaluation
- Examenl21 2020Document2 pagesExamenl21 2020Rafika HammoumiPas encore d'évaluation
- L2 CorrigeExam2020Document8 pagesL2 CorrigeExam2020Rafika HammoumiPas encore d'évaluation
- Doctorat BelhouchetDocument184 pagesDoctorat Belhouchetfootball goalPas encore d'évaluation
- KD455.50 Préconisations Montage Démontage - FRDocument7 pagesKD455.50 Préconisations Montage Démontage - FReric pineauPas encore d'évaluation
- Le But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleueDocument4 pagesLe But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleuePrescillia DieziaPas encore d'évaluation
- Maths 4-TD2Document3 pagesMaths 4-TD2bmessaad1970Pas encore d'évaluation
- Concours General Mathematiques 2002 SujetDocument5 pagesConcours General Mathematiques 2002 SujetkkstanPas encore d'évaluation
- Détection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFDocument27 pagesDétection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFminiya1703Pas encore d'évaluation
- 06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Document1 page06.0165 - Chambre D'essai Sous Vide (Avec Vaccuometre) - 2Ghilles PoloPas encore d'évaluation
- Exercice 1Document2 pagesExercice 1Nour elhoudaPas encore d'évaluation
- MedafDocument42 pagesMedafYesmine JasminePas encore d'évaluation
- Cours Infographie 1Document129 pagesCours Infographie 1Saf BesPas encore d'évaluation
- Cours - Pic 16f628a PDFDocument11 pagesCours - Pic 16f628a PDFridofoxPas encore d'évaluation
- Serie MichelsonDocument8 pagesSerie MichelsonMD HM BCPas encore d'évaluation
- Tp1 BI-PythonDocument3 pagesTp1 BI-PythonHiba AmaraPas encore d'évaluation
- Ficha 7.0702 31 Honda Civic TypeR GroupeA FN2Document20 pagesFicha 7.0702 31 Honda Civic TypeR GroupeA FN2HugoPas encore d'évaluation
- TD RefrigerateurDocument4 pagesTD RefrigerateurAmine BenjamiaPas encore d'évaluation
- TP Api IiDocument11 pagesTP Api IiAdem AounPas encore d'évaluation
- cryptographie ٠٩٤٠٤٦Document67 pagescryptographie ٠٩٤٠٤٦Amina BenhassinePas encore d'évaluation
- Ece 19 SVT 01 V1Document2 pagesEce 19 SVT 01 V1AlexPas encore d'évaluation
- Centrale, 2011, MP, Math Ematiques 1Document9 pagesCentrale, 2011, MP, Math Ematiques 1Max tekouPas encore d'évaluation
- Fiche JavascriptDocument5 pagesFiche JavascriptA'ch RéfPas encore d'évaluation
- Ex Ef PotenceDocument10 pagesEx Ef PotenceChafik BouguezourPas encore d'évaluation
- Brochure Tech 2017 Techn Info Tournai 24pDocument28 pagesBrochure Tech 2017 Techn Info Tournai 24pDayang DayangPas encore d'évaluation
- l3 tm1 Chapitre1 Lecon 01Document10 pagesl3 tm1 Chapitre1 Lecon 01Fatima LagnaouiPas encore d'évaluation
- Capteurs/actuateurs Auto PDFDocument23 pagesCapteurs/actuateurs Auto PDFyassine89% (9)
- Bimetre Sage Attic PDFDocument8 pagesBimetre Sage Attic PDFsarraPas encore d'évaluation
- Sunbeam Bread Maker 5891Document44 pagesSunbeam Bread Maker 5891fwoomPas encore d'évaluation
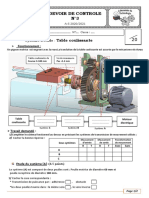
- Devoir de Controle N°3: Table CoulissanteDocument2 pagesDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- TP SemaphoresDocument2 pagesTP Semaphoresعضوش محمدPas encore d'évaluation
- TP6 Complx 2018-2019Document2 pagesTP6 Complx 2018-2019Hadjer KaddourPas encore d'évaluation
- PP2 Cor MathDocument69 pagesPP2 Cor MathtotoPas encore d'évaluation
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Les 10 Secrets pour une Vie Plus Heureuse avec la Maladie de ParkinsonD'EverandLes 10 Secrets pour une Vie Plus Heureuse avec la Maladie de ParkinsonPas encore d'évaluation
- Le fa, entre croyances et science: Pour une epistemologie des savoirs africainsD'EverandLe fa, entre croyances et science: Pour une epistemologie des savoirs africainsÉvaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Cosmologie Égyptienne, L’Univers Animé, Troisième ÉditionD'EverandCosmologie Égyptienne, L’Univers Animé, Troisième ÉditionPas encore d'évaluation
- Neuropsychologie: Les bases théoriques et pratiques du domaine d'étude (psychologie pour tous)D'EverandNeuropsychologie: Les bases théoriques et pratiques du domaine d'étude (psychologie pour tous)Pas encore d'évaluation
- Comment développer l’autodiscipline: Résiste aux tentations et atteins tes objectifs à long termeD'EverandComment développer l’autodiscipline: Résiste aux tentations et atteins tes objectifs à long termeÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Les defis du developpement local au SenegalD'EverandLes defis du developpement local au SenegalÉvaluation : 2 sur 5 étoiles2/5 (1)
- Cabot-Caboche de Daniel Pennac: Questionnaire de lectureD'EverandCabot-Caboche de Daniel Pennac: Questionnaire de lecturePas encore d'évaluation
- Un régime quantiqueD'EverandUn régime quantiqueÉvaluation : 5 sur 5 étoiles5/5 (1)
- Histoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsD'EverandHistoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsPas encore d'évaluation
- Mathématiques et Mathématiciens Pensées et CuriositésD'EverandMathématiques et Mathématiciens Pensées et CuriositésÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- le Phoenix de nos âmes: Les lois énergétiques de la lumière divineD'Everandle Phoenix de nos âmes: Les lois énergétiques de la lumière divinePas encore d'évaluation
- L'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.D'EverandL'univers est intelligent. L'âme existe. Mystères quantiques, multivers, intrication, synchronicité. Au-delà de la matérialité, pour une vision spirituelle du cosmos.Pas encore d'évaluation
- Encyclopédie de la thérapie par ventouses : Une nouvelle éditionD'EverandEncyclopédie de la thérapie par ventouses : Une nouvelle éditionPas encore d'évaluation
- Voyager à Travers les Mondes Parallèles pour Atteindre vos RêvesD'EverandVoyager à Travers les Mondes Parallèles pour Atteindre vos RêvesÉvaluation : 4 sur 5 étoiles4/5 (11)
- Les Arts Divinatoires: Graphologie - Chiromancie - Physiognomonie - Influences astralesD'EverandLes Arts Divinatoires: Graphologie - Chiromancie - Physiognomonie - Influences astralesPas encore d'évaluation
- Maison Intelligente: Conception et réalisation d'une maison intelligenteD'EverandMaison Intelligente: Conception et réalisation d'une maison intelligenteÉvaluation : 4 sur 5 étoiles4/5 (5)
- Les personnalités les plus productives de l'HistoireD'EverandLes personnalités les plus productives de l'HistoireÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)