Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Les Systèmes AutomatisésDocument70 pagesLes Systèmes Automatisésl mPas encore d'évaluation
- Le système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoD'EverandLe système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoPas encore d'évaluation
- LE GRAFCET 2014 TrouDocument12 pagesLE GRAFCET 2014 Troukadri aliPas encore d'évaluation
- Théorie et conception des filtres analogiques, 2e édition: Avec MatlabD'EverandThéorie et conception des filtres analogiques, 2e édition: Avec MatlabPas encore d'évaluation
- Grafcet ExempleDocument7 pagesGrafcet ExempleKhaled OuniPas encore d'évaluation
- Exercice de Sti Automatisme Bac BlancDocument12 pagesExercice de Sti Automatisme Bac Blancpapinou sarrPas encore d'évaluation
- 1A Automatisme TS PDocument37 pages1A Automatisme TS Pkra micaelPas encore d'évaluation
- Sadt 2Document12 pagesSadt 2Armand EssPas encore d'évaluation
- 01 - Structure Des Systèmes MicroprogrammésDocument40 pages01 - Structure Des Systèmes Microprogrammésrachid BASSELAMPas encore d'évaluation
- Systèmes EmbarquésDocument34 pagesSystèmes Embarquésjames noobPas encore d'évaluation
- TD4 Auto Grafcet Percage Automatise Eleve PDFDocument11 pagesTD4 Auto Grafcet Percage Automatise Eleve PDFEdmond OuattaraPas encore d'évaluation
- Programmation Assembleur Des PICDocument12 pagesProgrammation Assembleur Des PICEden BenPas encore d'évaluation
- Support IHMDocument167 pagesSupport IHMmahjoubi RabiePas encore d'évaluation
- TP AutomatismeDocument9 pagesTP AutomatismeAbouhari HamdaniPas encore d'évaluation
- Analyse Fonct InterneDocument9 pagesAnalyse Fonct InterneMed Aymen BensalemPas encore d'évaluation
- CH Grafcet PDFDocument41 pagesCH Grafcet PDFNabilBouabanaPas encore d'évaluation
- Poste Automatique de Séchage Et D'évacuation: RoyaumeDocument53 pagesPoste Automatique de Séchage Et D'évacuation: RoyaumeAbdelhakimPas encore d'évaluation
- Ethernet IndustrielDocument7 pagesEthernet IndustrielRXRSPas encore d'évaluation
- Analyser Temporelle Des PhasesDocument3 pagesAnalyser Temporelle Des PhasesBen FahPas encore d'évaluation
- TD1-Informatique Industrielle-2020-2021Document11 pagesTD1-Informatique Industrielle-2020-2021Hassan OuchenPas encore d'évaluation
- Chapitre V - Cours - TEAI - 5Document12 pagesChapitre V - Cours - TEAI - 5Wã Lïd SãådätPas encore d'évaluation
- Chapitre 03 Description Des API Et Les Logiciels STEP7 Et WINCCDocument22 pagesChapitre 03 Description Des API Et Les Logiciels STEP7 Et WINCCMohammed Amdjed DjebliPas encore d'évaluation
- Les TimersDocument6 pagesLes TimersHammadi GharsPas encore d'évaluation
- Grafcet Exercice 1 Et 2 PDFDocument1 pageGrafcet Exercice 1 Et 2 PDFMohamed Elmahdi100% (1)
- Rapport Du Projet: Stm32f4 Avec Accéléromètre Et Afficheur LCDDocument17 pagesRapport Du Projet: Stm32f4 Avec Accéléromètre Et Afficheur LCDkhalil MansouriPas encore d'évaluation
- Marquage Oeufs Séquenceur CorrectionDocument4 pagesMarquage Oeufs Séquenceur Correctionsoumeya100% (1)
- ControleTheoryMecanismesDecember2018 PDFDocument2 pagesControleTheoryMecanismesDecember2018 PDFHfgjj100% (1)
- Série 1 Processus Industriels GRAFCETDocument4 pagesSérie 1 Processus Industriels GRAFCETCherdouh RabahPas encore d'évaluation
- Marquage Oeufs SéquenceurDocument4 pagesMarquage Oeufs SéquenceursoumeyaPas encore d'évaluation
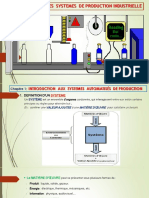
- 01 - CHP 1 - Introduction Aux Systèmes Automatisés de Production (3A-MEM 2023)Document20 pages01 - CHP 1 - Introduction Aux Systèmes Automatisés de Production (3A-MEM 2023)Panel NguessanPas encore d'évaluation
- Bloc Compteur s7 PDFDocument3 pagesBloc Compteur s7 PDFNabilBouabanaPas encore d'évaluation
- Rapport BE - SME - EzzainabiDocument23 pagesRapport BE - SME - EzzainabiHassanZainabiPas encore d'évaluation
- Cira1 - 4) Grafcet PDFDocument11 pagesCira1 - 4) Grafcet PDFLANGO RICHARD BAMBAPas encore d'évaluation
- M204 Controleur Chapitre3 ModifiéDocument32 pagesM204 Controleur Chapitre3 Modifiéahmad ahmadPas encore d'évaluation
- Chapitre 1: Les Actionneurs Électriques: Licence Sciences Et Techniques. Génie Mécanique R. HabachiDocument55 pagesChapitre 1: Les Actionneurs Électriques: Licence Sciences Et Techniques. Génie Mécanique R. Habachiyoussef 122Pas encore d'évaluation
- 1-Circuit Intégré: 74XX83:: Document Constructeur Des Circuits Intégrés Utilisés Dans Carte de CommandeDocument3 pages1-Circuit Intégré: 74XX83:: Document Constructeur Des Circuits Intégrés Utilisés Dans Carte de CommandeHakim SaidiPas encore d'évaluation
- Diapo Sylvain BalumeDocument25 pagesDiapo Sylvain Balumesylvain.balumebaderhaPas encore d'évaluation
- Grafcet 2 ASDocument6 pagesGrafcet 2 ASAhmed NajjarPas encore d'évaluation
- Machine de Perçage Et Découpage Automatisée: I. Cahier de ChargeDocument3 pagesMachine de Perçage Et Découpage Automatisée: I. Cahier de ChargeSyrine MzoughiPas encore d'évaluation
- PDF Volume1 Asservissements Lineaires ClassiquesDocument178 pagesPDF Volume1 Asservissements Lineaires ClassiquesRom-2 BotchackPas encore d'évaluation
- ExamenDocument9 pagesExamenHamza HAMMADIPas encore d'évaluation
- Commande NumériqueDocument17 pagesCommande NumériqueDayang Dayang100% (1)
- 1-Principe de Programmation LadderDocument13 pages1-Principe de Programmation LadderElmokh LassaadPas encore d'évaluation
- Structur Sys TechDocument13 pagesStructur Sys TechWalid FattoumPas encore d'évaluation
- Correction Manuel D'activité 20-39Document20 pagesCorrection Manuel D'activité 20-39Oula F'zPas encore d'évaluation
- Mecatronique Et EnergieDocument2 pagesMecatronique Et EnergieMohamed Yassine LahianiPas encore d'évaluation
- Tarif Public - FRISQUET 2022 PDFDocument40 pagesTarif Public - FRISQUET 2022 PDFKEVINPas encore d'évaluation
- ATC ExercicesDocument42 pagesATC ExerciceskhamissbenzPas encore d'évaluation
- Devoir Surveillé Autom2 2022Document8 pagesDevoir Surveillé Autom2 2022Aftaab H. RaheemanPas encore d'évaluation
- Devoir de Controle N1-2as-2022Document4 pagesDevoir de Controle N1-2as-2022Abdelhak GhodhbeniPas encore d'évaluation
- C - Présentation - Correction - PDF Microcontroleur (2020 - 8 - 10)Document8 pagesC - Présentation - Correction - PDF Microcontroleur (2020 - 8 - 10)WaSsIM100% (1)
- TD PiaDocument1 pageTD PiaMed MarocainPas encore d'évaluation
- Cor7 7Document4 pagesCor7 7Semlali ZakariaPas encore d'évaluation
- Cours GrafcetDocument16 pagesCours GrafcetSalah DaPas encore d'évaluation
- Multisim: Pr. E.M. Skouri 1Document2 pagesMultisim: Pr. E.M. Skouri 1Mohamed ZnbPas encore d'évaluation
- Chapitre1 Evolution Des OrdinateursDocument45 pagesChapitre1 Evolution Des OrdinateursidemPas encore d'évaluation
- Sequenceur Application 1Document6 pagesSequenceur Application 1bourabah100% (1)
- DOCPROF GrafcetDocument5 pagesDOCPROF GrafcetBob MinkaPas encore d'évaluation
- Le Grafcet 1Document54 pagesLe Grafcet 1angelico josephPas encore d'évaluation
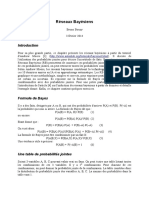
- Réseaux BayésiensDocument13 pagesRéseaux BayésiensT.MPas encore d'évaluation
- 312 Concours Magister 2012 2013Document5 pages312 Concours Magister 2012 2013Zakaria KhechPas encore d'évaluation
- Corriges Des Exercices Algorithme TOUS LES NIVEAUXDocument57 pagesCorriges Des Exercices Algorithme TOUS LES NIVEAUXAyoub Moustaouli79% (29)
- Cours Couche ApplicationDocument34 pagesCours Couche ApplicationSaraEAPas encore d'évaluation
- 5 Exemples Faciles Pour Comprendre Les Principes SOLIDDocument10 pages5 Exemples Faciles Pour Comprendre Les Principes SOLIDseddik moniaPas encore d'évaluation
- PDFDocument6 pagesPDFtanyastr20080% (2)
- Comment Pirater Hacker Un Wifi Gratuitement - Pirateur de WifiDocument5 pagesComment Pirater Hacker Un Wifi Gratuitement - Pirateur de WifiMAMAMiya1213100% (3)
- Dossier de Conception FonctionnelleDocument19 pagesDossier de Conception FonctionnellegogomaoliPas encore d'évaluation
- Maitre Uqac 0862D 10350Document394 pagesMaitre Uqac 0862D 10350nonoPas encore d'évaluation
- These de Doctorat Forum VirtuelsDocument426 pagesThese de Doctorat Forum Virtuelsivan_segPas encore d'évaluation
- NetBackup Troubleshoot GuideDocument356 pagesNetBackup Troubleshoot Guideysf.rootPas encore d'évaluation
- Calcul CM1 FichesDocument30 pagesCalcul CM1 Fichesheiran94100% (2)
- Memento MysqlDocument1 pageMemento Mysqlmicrobotica126Pas encore d'évaluation
- SNMPDocument28 pagesSNMPNawal BohiPas encore d'évaluation
- Cerfa 13971Document3 pagesCerfa 13971dayatchPas encore d'évaluation
- Tutorial TP Tournage CatiaDocument40 pagesTutorial TP Tournage CatiaImèn JndoubiPas encore d'évaluation
- Tableau PDFDocument31 pagesTableau PDFDorgelès N'ZiPas encore d'évaluation
- Les Obstacles Latéraux - Piste Pour Un Traitement EfficaceDocument38 pagesLes Obstacles Latéraux - Piste Pour Un Traitement EfficaceBoubakerBaazizPas encore d'évaluation
- 5100-Mat265 A2013Document7 pages5100-Mat265 A2013Mass BgayethPas encore d'évaluation
- Idees BusinessDocument71 pagesIdees BusinessTaTa TashaPas encore d'évaluation
- Trasaction BDDocument58 pagesTrasaction BDAli BPas encore d'évaluation
- 2002 Thèse Franck BulingeDocument462 pages2002 Thèse Franck BulingeMichel.servinPas encore d'évaluation
- PWC Crée Une Offre de Dématérialisation Factures Basée Sur La Solution SaaS YoozDocument2 pagesPWC Crée Une Offre de Dématérialisation Factures Basée Sur La Solution SaaS YoozYoozPas encore d'évaluation
- Mercure de France - Série (... ) Bpt6k105539jDocument159 pagesMercure de France - Série (... ) Bpt6k105539jAlexandra DragomirescuPas encore d'évaluation
- TP DfsDocument15 pagesTP DfsAdil AbouelhassanPas encore d'évaluation
- CV WAHBI HajarDocument2 pagesCV WAHBI HajarHajar WahbiPas encore d'évaluation
- Note SSD Proces VerbalDocument4 pagesNote SSD Proces VerbalnangaayissiPas encore d'évaluation
- Fiche 1Document2 pagesFiche 1Anis SouissiPas encore d'évaluation
- Mobiscript 3Document77 pagesMobiscript 3wukzPas encore d'évaluation
- Plainte Contre l'OFCOM - CommunicationDocument1 pagePlainte Contre l'OFCOM - CommunicationSG - Publication 2009100% (1)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Création d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileD'EverandCréation d'une start-up à succès de A à Z: Réussir votre Start-up 2.0 Web et MobileÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Explication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumD'EverandExplication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumPas encore d'évaluation
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- NFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueD'EverandNFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueÉvaluation : 5 sur 5 étoiles5/5 (5)
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Marketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxD'EverandMarketing: Guide Pour Gagner De L'argent En Ligne Avec Les Réseaux SociauxPas encore d'évaluation
- Kali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.D'EverandKali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.Évaluation : 5 sur 5 étoiles5/5 (1)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Blockchain: Applications et compréhension du monde réel: Comment appliquer la Blockchain dans votre mondeD'EverandBlockchain: Applications et compréhension du monde réel: Comment appliquer la Blockchain dans votre mondePas encore d'évaluation
- Créer Son Propre Site Internet Et Son Blog GratuitementD'EverandCréer Son Propre Site Internet Et Son Blog GratuitementÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation
- 101 idées pour travailler à domicile: Plus tous les conseils pour bien démarrerD'Everand101 idées pour travailler à domicile: Plus tous les conseils pour bien démarrerÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Forex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.D'EverandForex Trading facile à apprendre: Le guide d'introduction au marché des changes et aux stratégies de négociation les plus efficaces dans l'industrie des devises.Évaluation : 4 sur 5 étoiles4/5 (1)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation