Vous aimerez peut-être aussi
- CM1 L9 Ranger Des Fractions Simples 2020Document3 pagesCM1 L9 Ranger Des Fractions Simples 2020koss koss100% (1)
- SKILLS M02F - Assemblages de Continuite Par Platines D - About - Partie 1 PDFDocument90 pagesSKILLS M02F - Assemblages de Continuite Par Platines D - About - Partie 1 PDFsaraPas encore d'évaluation
- Entretien Et Depannage PDFDocument157 pagesEntretien Et Depannage PDFMãl ÎkPas encore d'évaluation
- Calcul de LigneDocument18 pagesCalcul de LigneHamza ToumiPas encore d'évaluation
- Cotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsDocument81 pagesCotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsomatrPas encore d'évaluation
- Grimoire Magie Terre BLANCDocument38 pagesGrimoire Magie Terre BLANCflorent34150100% (2)
- Cours Phonolgie 2LMD - 3Document15 pagesCours Phonolgie 2LMD - 3Ouassila DjekidaPas encore d'évaluation
- Correctiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891 PDFDocument2 pagesCorrectiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891 PDFOtman OtoPas encore d'évaluation
- Correctiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Document2 pagesCorrectiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Otman OtoPas encore d'évaluation
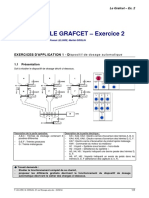
- Grafcet ExerciceDocument2 pagesGrafcet ExerciceKhaled Ouni33% (3)
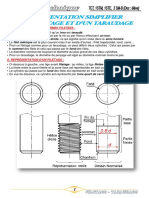
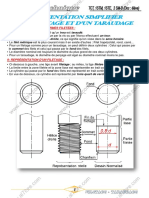
- Filetage Et Taraudage Cours PDFDocument4 pagesFiletage Et Taraudage Cours PDFnosilin100% (2)
- HTTP WWW - Electrostimulateurs-Manuels - FR Fichiers Manuels Globus Elite-S2 Elite-S2-Genesy-S2-Duo-TensDocument40 pagesHTTP WWW - Electrostimulateurs-Manuels - FR Fichiers Manuels Globus Elite-S2 Elite-S2-Genesy-S2-Duo-TensMEDARBEL AbdelkrimPas encore d'évaluation
- Comment La Sociologie Explique-T-Elle Les Comportements Criminels?Document2 pagesComment La Sociologie Explique-T-Elle Les Comportements Criminels?Nicolas Nolivos100% (1)
- Perceuse ColonneDocument13 pagesPerceuse Colonneyouri59490Pas encore d'évaluation
- TP Automatismes 2022-23Document15 pagesTP Automatismes 2022-23Amine MohamedPas encore d'évaluation
- TP 3 RDM-2012Document4 pagesTP 3 RDM-2012hichamPas encore d'évaluation
- Exercice de Sti Automatisme Bac Blanc2Document11 pagesExercice de Sti Automatisme Bac Blanc2papinou sarr100% (1)
- Poste Automatique de Peinture de Paraboles1Document5 pagesPoste Automatique de Peinture de Paraboles1Badreddine KraiemPas encore d'évaluation
- Tp6: Blocs Analogiques À Transistor: Licence EEA Semestre 5 - Circuits Electroniques - Travaux PratiquesDocument6 pagesTp6: Blocs Analogiques À Transistor: Licence EEA Semestre 5 - Circuits Electroniques - Travaux PratiquesAmine AmiPas encore d'évaluation
- Demarrage DirectDocument7 pagesDemarrage Directlamiakihal78Pas encore d'évaluation
- Corrigé TP26Document4 pagesCorrigé TP26Bouabdellaoui saif ennasrPas encore d'évaluation
- FDocument12 pagesFBigaoula0% (1)
- Grundfosliterature 3279168Document17 pagesGrundfosliterature 3279168ASDOPas encore d'évaluation
- Exercice de Sti Automatisme Bac BlancDocument12 pagesExercice de Sti Automatisme Bac Blancpapinou sarrPas encore d'évaluation
- Devoir de Contrôle N°1 - Génie Mécanique Butée Reglable - 3ème Technique (2010-2011) MR BEN AMAR PDFDocument8 pagesDevoir de Contrôle N°1 - Génie Mécanique Butée Reglable - 3ème Technique (2010-2011) MR BEN AMAR PDFArfaoui Aymen100% (2)
- TFM Pass TH s1 2012 VCDCDocument6 pagesTFM Pass TH s1 2012 VCDCbadr hadriPas encore d'évaluation
- Devoir de Controle N°2Document8 pagesDevoir de Controle N°2yves100% (2)
- TD Construction Mécanique 2Document7 pagesTD Construction Mécanique 2Wendingoundi NikiemaPas encore d'évaluation
- Seq 3Document9 pagesSeq 3r.scribdPas encore d'évaluation
- Epreuve Electronique-Electrotechnique-AutomatiqueDocument5 pagesEpreuve Electronique-Electrotechnique-AutomatiqueEyongPas encore d'évaluation
- Filetage Et TaraudageDocument4 pagesFiletage Et TaraudageSimoMonkadPas encore d'évaluation
- TD CodeursDocument6 pagesTD CodeursMohamed Lahnine100% (2)
- ITEC Table Médicale DOC REPDocument10 pagesITEC Table Médicale DOC REPtanPas encore d'évaluation
- 7071 U11 2015 Corrige - 2Document10 pages7071 U11 2015 Corrige - 2l3x.mp4Pas encore d'évaluation
- SEANCE2MCC2020comp 1Document32 pagesSEANCE2MCC2020comp 1Mohamed El alaouiPas encore d'évaluation
- Correctiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Document2 pagesCorrectiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Bouraoui Ben AyedPas encore d'évaluation
- 1SA421 - 18 05 01 - TPy3 - 1 - 2BDC m5Document24 pages1SA421 - 18 05 01 - TPy3 - 1 - 2BDC m5SAMO SAMARAPas encore d'évaluation
- TP 1 282Document6 pagesTP 1 282Hamza NahiPas encore d'évaluation
- Altivar 11: Guide D'exploitation User's Manual Bedienungsanleitung Guía de Explotación Guida All'impiegoDocument86 pagesAltivar 11: Guide D'exploitation User's Manual Bedienungsanleitung Guía de Explotación Guida All'impiegogustavo rosasPas encore d'évaluation
- Notice 24 LedDocument48 pagesNotice 24 LedGuillaume BrusseauxPas encore d'évaluation
- TP Store Réel-ThéoriqueDocument5 pagesTP Store Réel-ThéoriquemrhiPas encore d'évaluation
- TP FAO Eficn Fraisage PDFDocument5 pagesTP FAO Eficn Fraisage PDFIlılıl Sï Mö IlılılPas encore d'évaluation
- Batteur Transmission CorrigeDocument7 pagesBatteur Transmission CorrigeHassanbfk BfkPas encore d'évaluation
- Rep Resume Capteurs 2020 2021Document6 pagesRep Resume Capteurs 2020 2021Murat BasPas encore d'évaluation
- Prepa BTS Automatism IndustrielDocument36 pagesPrepa BTS Automatism IndustrielguyngnimbePas encore d'évaluation
- Chapitre 1: Présentation Du Système: Projet de Fin D'études Enset MohammediaDocument20 pagesChapitre 1: Présentation Du Système: Projet de Fin D'études Enset MohammediathekrumpPas encore d'évaluation
- TP 34.3 Conditionneuse de Balles de Ping-PongDocument4 pagesTP 34.3 Conditionneuse de Balles de Ping-PongMohamed Amine ZouhriPas encore d'évaluation
- MACHINE A ECRIRE Résumé de Correction PDFDocument8 pagesMACHINE A ECRIRE Résumé de Correction PDFyassine yazidiPas encore d'évaluation
- Extr G08-20 Assemblages Poteaux PoutresDocument6 pagesExtr G08-20 Assemblages Poteaux PoutresNassim MounirPas encore d'évaluation
- Chaine D ActionDocument47 pagesChaine D ActionkldmntPas encore d'évaluation
- Appareils de MesureDocument11 pagesAppareils de MesureAbdelfetteh FriaaPas encore d'évaluation
- Les Circuits2Document70 pagesLes Circuits2Theo Wan100% (1)
- Grafcet3 Sequence UniqueDocument9 pagesGrafcet3 Sequence UniqueÁł ÃăPas encore d'évaluation
- TP Eficn FraisagesDocument5 pagesTP Eficn Fraisagessalah nissabouriPas encore d'évaluation
- 09 Diodes RedressementMonoDocument24 pages09 Diodes RedressementMonoYouness AmdiazPas encore d'évaluation
- N'est Autorisé Année MR:: Mise MarcheDocument5 pagesN'est Autorisé Année MR:: Mise MarchebejaouiPas encore d'évaluation
- TP Fraisage Embase ESR Phase 10 CUVDocument14 pagesTP Fraisage Embase ESR Phase 10 CUVbep.mpmiPas encore d'évaluation
- Correction Chois VérinDocument3 pagesCorrection Chois VérinAhmed LabidiPas encore d'évaluation
- CPAV-Rep-Ex2 Emb-FreinDocument4 pagesCPAV-Rep-Ex2 Emb-FreinOMAR ENNAJIPas encore d'évaluation
- EVALUATION 02 r俿eauDocument19 pagesEVALUATION 02 r俿eauSm NgPas encore d'évaluation
- 05-Notion de FiletageDocument20 pages05-Notion de FiletagedayangPas encore d'évaluation
- Examen FF 2017 V2 CorrigéDocument9 pagesExamen FF 2017 V2 CorrigéYassin Belkacem67% (3)
- DS1 2021-DTDocument6 pagesDS1 2021-DTramziPas encore d'évaluation
- 4Document11 pages4Youcef MimouniPas encore d'évaluation
- Compte Rendu FonderieDocument9 pagesCompte Rendu FonderiedmedmahdiPas encore d'évaluation
- Cours de MR Cailler Épistémologie de La Communication Des OrganisationsDocument30 pagesCours de MR Cailler Épistémologie de La Communication Des OrganisationsNicolasAPas encore d'évaluation
- CE WOURI EXAM BLANC PROB IH AVRIL 2024Document2 pagesCE WOURI EXAM BLANC PROB IH AVRIL 2024Valere DJOHPas encore d'évaluation
- Formations Qshe PDFDocument4 pagesFormations Qshe PDFfieti zlatanPas encore d'évaluation
- Les Éléments Chimiques Dans L'univers - 1ère - Cours Enseignement Scientifique - KartableDocument2 pagesLes Éléments Chimiques Dans L'univers - 1ère - Cours Enseignement Scientifique - KartableHello HelloPas encore d'évaluation
- Routiers: Prévention D'effondrement Liés Souterraines Solution Renforcement RemblaisDocument12 pagesRoutiers: Prévention D'effondrement Liés Souterraines Solution Renforcement RemblaisPaul Zephyrin AwonaPas encore d'évaluation
- Referentiel Construction Universitaire-1Document18 pagesReferentiel Construction Universitaire-1BCPas encore d'évaluation
- Sujet TravailDocument2 pagesSujet TravaillotfiPas encore d'évaluation
- Ia 09 AnnDocument17 pagesIa 09 AnnSarra HamzaPas encore d'évaluation
- Projet de Thèse - Mamadou COULIBALYDocument5 pagesProjet de Thèse - Mamadou COULIBALYMamadou CoulibalyPas encore d'évaluation
- Dissertation Natygane de Jaegher VFDocument17 pagesDissertation Natygane de Jaegher VFNatygane De JaegherPas encore d'évaluation
- Devoir de Contrôle N°1 - Algorithmique - Bac Informatique (2012-2013) Mme Mediha Sfar PDFDocument2 pagesDevoir de Contrôle N°1 - Algorithmique - Bac Informatique (2012-2013) Mme Mediha Sfar PDFAyoub AbidPas encore d'évaluation
- Epistémologie Des Sciences HumainesDocument2 pagesEpistémologie Des Sciences HumainesmeldimanchePas encore d'évaluation
- 1 - Contrôle Et ManagementDocument23 pages1 - Contrôle Et ManagementlolaPas encore d'évaluation
- Devoir de Contrôle N°3 - Math - 3ème Math (2017-2018) MR Meddeb TarekDocument2 pagesDevoir de Contrôle N°3 - Math - 3ème Math (2017-2018) MR Meddeb TarekChaker Ben MahmoudPas encore d'évaluation
- Mhe Strategie de Developpement Rural 2003Document66 pagesMhe Strategie de Developpement Rural 2003OUSMANPas encore d'évaluation
- Beer-Lambert Smartphone Cuso4: 1 Utilisation de 2 Smartphones Pour Analyser La Composition D'Une So-Lution - MpsDocument7 pagesBeer-Lambert Smartphone Cuso4: 1 Utilisation de 2 Smartphones Pour Analyser La Composition D'Une So-Lution - MpsJean-Serein MbendePas encore d'évaluation
- Kitchen Xtone 2023Document89 pagesKitchen Xtone 2023Murat KanberoğluPas encore d'évaluation
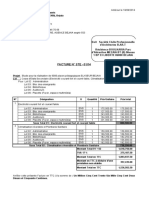
- Factures Etudes 2014Document14 pagesFactures Etudes 2014Achour SiderPas encore d'évaluation
- Document - Unique - Evaluation - Risques - Professionnels ZMDocument11 pagesDocument - Unique - Evaluation - Risques - Professionnels ZMMariano OKEPas encore d'évaluation
- Poutre Hyperstatique Encastrée Et Uniformément Chargée: Iset KelibiaDocument7 pagesPoutre Hyperstatique Encastrée Et Uniformément Chargée: Iset KelibiaRayen ElloumiPas encore d'évaluation
- Vibration SystemsDocument24 pagesVibration SystemsaliPas encore d'évaluation
- Compact NSX PDFDocument50 pagesCompact NSX PDFMouna BoujelbenPas encore d'évaluation
- Fiche D'inventaire ATEX: Informations Générales Appontement EnvironnementDocument2 pagesFiche D'inventaire ATEX: Informations Générales Appontement EnvironnementMohammed DjelailiPas encore d'évaluation