Vous aimerez peut-être aussi
- Cours Métallurgie ExtractiveDocument61 pagesCours Métallurgie ExtractiveReda Sndl100% (1)
- 017-030 NgendaDocument14 pages017-030 NgendanarsonPas encore d'évaluation
- CuivreDocument13 pagesCuivrezakiazakiaPas encore d'évaluation
- Métallurgie Du NickelDocument7 pagesMétallurgie Du NickelJosiasPas encore d'évaluation
- Elaboration Des Métaux Ferreux: I) IntroductionDocument10 pagesElaboration Des Métaux Ferreux: I) IntroductionNeo PacifistaPas encore d'évaluation
- ZincDocument17 pagesZincmohamedouffaPas encore d'évaluation
- Metallurgie Du CuivreDocument9 pagesMetallurgie Du Cuivrekobbiyoussef49Pas encore d'évaluation
- Fabrication de L'acierDocument3 pagesFabrication de L'acierkhaled bouzidi0% (1)
- Aluminium Et Cuivre (1) FINAAAAALDocument14 pagesAluminium Et Cuivre (1) FINAAAAALKhaoula BensghirPas encore d'évaluation
- Science Des Materiaux Tome 2 PDFDocument412 pagesScience Des Materiaux Tome 2 PDFSouadHadjadj100% (1)
- Materiaux ElaborationDocument8 pagesMateriaux ElaborationKhaoula SettaraPas encore d'évaluation
- AluminiumDocument19 pagesAluminiumDhikrane NafaaPas encore d'évaluation
- Metallurgie de LaluminiumDocument9 pagesMetallurgie de LaluminiumKorichiKarimPas encore d'évaluation
- 21-Affinage de La Fonte Des Impuretés DissoutesDocument2 pages21-Affinage de La Fonte Des Impuretés DissoutesPierre MackenziePas encore d'évaluation
- 5-Procédés Indust Fabrication Des CatalyseursDocument111 pages5-Procédés Indust Fabrication Des Catalyseurskarima erradouchPas encore d'évaluation
- Chap 1 Compl MNF Partie 2 2014 2015 AlDocument18 pagesChap 1 Compl MNF Partie 2 2014 2015 Allandrymwana63gmail.comPas encore d'évaluation
- PR Ése Ntation 1Document43 pagesPR Ése Ntation 1alassanediallo983Pas encore d'évaluation
- Leçon 28Document15 pagesLeçon 28modondjinajeanyvesPas encore d'évaluation
- FonteDocument7 pagesFonteAg AbderazakPas encore d'évaluation
- Métallurgie Du CuivreDocument23 pagesMétallurgie Du Cuivresalif mbengue dioufPas encore d'évaluation
- Travail Pratique Du Groupe 1 ELABORATION DES METAUXDocument17 pagesTravail Pratique Du Groupe 1 ELABORATION DES METAUXdominique ayamedaPas encore d'évaluation
- Travail Pratique Du Groupe 1 ELABORATION DES METAUXDocument17 pagesTravail Pratique Du Groupe 1 ELABORATION DES METAUXdominique ayameda100% (1)
- HydrometallurgieDocument35 pagesHydrometallurgieleachloe100% (9)
- TP de ZincDocument6 pagesTP de ZincBOULMAIZ MouadPas encore d'évaluation
- PyrometallurgieDocument6 pagesPyrometallurgieMag ManPas encore d'évaluation
- Mat MetalliquesDocument152 pagesMat MetalliquesDON DEVATTIPas encore d'évaluation
- Métallurgie D AlDocument3 pagesMétallurgie D AlrimePas encore d'évaluation
- Cours S6 CHIMIE INDUSTRIEL 2024Document52 pagesCours S6 CHIMIE INDUSTRIEL 2024heeendkaroumiPas encore d'évaluation
- Document 13Document24 pagesDocument 13Cyrille KossyamPas encore d'évaluation
- 9 - Chap.I.1 - Aluminium Et Ses Alliages - À Revoir VueDocument17 pages9 - Chap.I.1 - Aluminium Et Ses Alliages - À Revoir VuehacenePas encore d'évaluation
- 8 Mtauxetalliagesnonferreux 65 PagesDocument66 pages8 Mtauxetalliagesnonferreux 65 Pagesaalae ElbakkaliPas encore d'évaluation
- AciersDocument19 pagesAciersFAKHEREDDINE LAMALMIPas encore d'évaluation
- Cours de VerresDocument23 pagesCours de VerresSimo298Pas encore d'évaluation
- Informatique MasterDocument26 pagesInformatique Masteribtissamheneche991Pas encore d'évaluation
- Obtention MDocument6 pagesObtention MDalchy MakossoPas encore d'évaluation
- Metallurgie - Du - Cuivre ChristianDocument11 pagesMetallurgie - Du - Cuivre ChristianErrel AlfPas encore d'évaluation
- Presentation MateriauxDocument27 pagesPresentation MateriauxBARNABAS KOUASSIPas encore d'évaluation
- ParachevementDocument33 pagesParachevementghazigmarPas encore d'évaluation
- TP Metallurgie ZincDocument2 pagesTP Metallurgie Zincterbak billelPas encore d'évaluation
- Chap 1 Matériaux MétalliquesDocument40 pagesChap 1 Matériaux MétalliquesNabil Ait BrahimPas encore d'évaluation
- 72 Fonte Fer Et Acier PDFDocument32 pages72 Fonte Fer Et Acier PDFmoummouPas encore d'évaluation
- Métallurgie de ZincDocument2 pagesMétallurgie de ZincrimePas encore d'évaluation
- Cours de Siderurgie G3 Metal 2021 Final1-2Document121 pagesCours de Siderurgie G3 Metal 2021 Final1-2MwabiPas encore d'évaluation
- Cours D'hydrometallurgieDocument17 pagesCours D'hydrometallurgieChahi NezPas encore d'évaluation
- Chapitre VDocument24 pagesChapitre VakhribPas encore d'évaluation
- BayerDocument1 pageBayerRossel LIENDJIPas encore d'évaluation
- Chapitre 1Document7 pagesChapitre 1Mohsen Saidi0% (1)
- Ciment FinalDocument23 pagesCiment Finalnaruto hinataPas encore d'évaluation
- Chap 3 Compl MNF Partie 2 2014 2015 ZNDocument20 pagesChap 3 Compl MNF Partie 2 2014 2015 ZNlandrymwana63gmail.comPas encore d'évaluation
- Élaboration Des MetauxDocument23 pagesÉlaboration Des MetauxdayangPas encore d'évaluation
- Fabrication AcierDocument12 pagesFabrication AcierAnonymous IUfF7E67ir100% (2)
- Elaboration de La Fonte 2020 COURS 1Document29 pagesElaboration de La Fonte 2020 COURS 1leulmi mouhsenPas encore d'évaluation
- Document de Référence Sur Les Meilleures Techniques Disponibles Industrie Des Métaux Non FerreuxDocument815 pagesDocument de Référence Sur Les Meilleures Techniques Disponibles Industrie Des Métaux Non Ferreuxbeey2001Pas encore d'évaluation
- 16Document2 pages16khadijasaadlah74Pas encore d'évaluation
- Elaboration Des Métaux FerreuxDocument56 pagesElaboration Des Métaux FerreuxSanaa Tabit100% (1)
- AlliagesDocument12 pagesAlliagesAbdelhak EL HraichaPas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Diamants (Paris - 2001): Les Fiches Exposition d'UniversalisD'EverandDiamants (Paris - 2001): Les Fiches Exposition d'UniversalisPas encore d'évaluation
- Évolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azoteD'EverandÉvolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azotePas encore d'évaluation
- Exercice Dessin WordDocument8 pagesExercice Dessin WordParako HabouPas encore d'évaluation
- DEVOIRDocument2 pagesDEVOIRParako HabouPas encore d'évaluation
- Dessin AfpiiDocument3 pagesDessin AfpiiParako HabouPas encore d'évaluation
- Application Form Internship UdpatedDocument4 pagesApplication Form Internship UdpatedParako HabouPas encore d'évaluation
- Matériaux en ÉlectrotechniqueDocument27 pagesMatériaux en Électrotechniqueartust100% (3)
- SolubiliteAluminium OrDiagrammeEpCNDocument21 pagesSolubiliteAluminium OrDiagrammeEpCNJalal RamiPas encore d'évaluation
- Modélisation NumériqueDocument144 pagesModélisation NumériqueSMITIPas encore d'évaluation
- T0Iture: - Ref. B T 03 1ADocument27 pagesT0Iture: - Ref. B T 03 1Akakem61Pas encore d'évaluation
- Memoire Talantikite FinaleDocument88 pagesMemoire Talantikite FinaleOUSSAMA BEN OMARPas encore d'évaluation
- Hydrogene PDFDocument18 pagesHydrogene PDFNormandieActu100% (1)
- Geggus Katalog 2015 en de 17sep15Document56 pagesGeggus Katalog 2015 en de 17sep15Cristina BosilcaPas encore d'évaluation
- TD 3 CorrosionDocument1 pageTD 3 CorrosionAmadji YassminPas encore d'évaluation
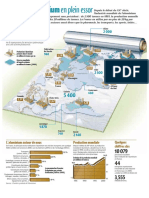
- Infographie Carrefour - L Aluminium en Plein Essor - Mars 2002Document3 pagesInfographie Carrefour - L Aluminium en Plein Essor - Mars 2002JustinePas encore d'évaluation