Vous aimerez peut-être aussi
- ST374EDocument22 pagesST374ERobertBostanPas encore d'évaluation
- 001Document13 pages001Azize RazamPas encore d'évaluation
- ST192ADocument14 pagesST192ARiyad BENZIANPas encore d'évaluation
- A48M Equivalent PDFDocument19 pagesA48M Equivalent PDFdneprmt1Pas encore d'évaluation
- ST012 SDocument19 pagesST012 Shammouche_soufianePas encore d'évaluation
- ST 448 GDocument18 pagesST 448 GmekkaouiPas encore d'évaluation
- Revetement Par Galvanisation A Chaud Sur Produits Finis FerreuxDocument13 pagesRevetement Par Galvanisation A Chaud Sur Produits Finis FerreuxabdennacerPas encore d'évaluation
- Calcul Théorique Des Raideurs Sismiques Et Court TermeDocument42 pagesCalcul Théorique Des Raideurs Sismiques Et Court Termetarekhocine100% (1)
- DM02NSF0213M00 Notice Maintenance CLCU19-CLCU30Document131 pagesDM02NSF0213M00 Notice Maintenance CLCU19-CLCU30Yassine SargaliPas encore d'évaluation
- ST590BDocument65 pagesST590BDa Moh100% (5)
- CCTPFDocument56 pagesCCTPFgPas encore d'évaluation
- Guide Integration Ref - 3HFAxxx-DDocument78 pagesGuide Integration Ref - 3HFAxxx-Dfranck.nzonzitenwhil.comPas encore d'évaluation
- Relais de Distance de Ligne D60Document488 pagesRelais de Distance de Ligne D60schumacher144Pas encore d'évaluation
- NOTICE TECHNIQUE PRODUIT Et de MISE EN OEUVRE ... - DEFDocument124 pagesNOTICE TECHNIQUE PRODUIT Et de MISE EN OEUVRE ... - DEFalouanirtPas encore d'évaluation
- Composants Préfabriqués en Béton Cellulaire Autoclavé Armé PDFDocument207 pagesComposants Préfabriqués en Béton Cellulaire Autoclavé Armé PDFananasPas encore d'évaluation
- NF en 1090-3Document120 pagesNF en 1090-3Youssef EL MIRPas encore d'évaluation
- SP8855-Volume 4 - V1.8 - Signaletique Du PliDocument22 pagesSP8855-Volume 4 - V1.8 - Signaletique Du PliService Presse Nouvelle Imprimerie ModernePas encore d'évaluation
- Guide Integration PROMIA 4.0-DDocument91 pagesGuide Integration PROMIA 4.0-DLeçons GuitarPas encore d'évaluation
- Pług 6 Sk. Obr. Łamany 733004 PLDocument116 pagesPług 6 Sk. Obr. Łamany 733004 PLMariusz MurawskiPas encore d'évaluation
- Coffret D'injectionDocument17 pagesCoffret D'injectionBaptiste LarchetPas encore d'évaluation
- Ci 300-021 - Edition 01Document13 pagesCi 300-021 - Edition 01football goalPas encore d'évaluation
- Produits Préfabriqués en Béton - Eléments de Planchers Nervurés - Partie 2: SpécificationsDocument23 pagesProduits Préfabriqués en Béton - Eléments de Planchers Nervurés - Partie 2: SpécificationsEunice NGANTEPas encore d'évaluation
- Guide AQUAP de Classification Des Modifications Ou Prépation Des Équipements Sous Pression Soumis À La Réglementation FrancaiseDocument15 pagesGuide AQUAP de Classification Des Modifications Ou Prépation Des Équipements Sous Pression Soumis À La Réglementation Francaisenaoufel1706100% (1)
- 27-629 Fra Mu PCD3M9 PDFDocument30 pages27-629 Fra Mu PCD3M9 PDFAdnen GuedriaPas encore d'évaluation
- A52 10Document50 pagesA52 10DiegoPas encore d'évaluation
- Moteur Monophase EDS EAS ECSDocument10 pagesMoteur Monophase EDS EAS ECSHakim Abdelhakim NabilPas encore d'évaluation
- Ossature Bois Et Isolation Thermique Des Bardages RapportésDocument41 pagesOssature Bois Et Isolation Thermique Des Bardages RapportéstotoPas encore d'évaluation
- Revêtment Electrolétique de Zinc PDFDocument10 pagesRevêtment Electrolétique de Zinc PDFAksel SofianePas encore d'évaluation
- Temps de CoupeDocument29 pagesTemps de CoupeELMustaphaELMoukhtari100% (1)
- D60manfr f1 PDFDocument466 pagesD60manfr f1 PDFLaloui TayebPas encore d'évaluation
- MH 10120 LT - Manuel de Réparation Boite de TransfertDocument54 pagesMH 10120 LT - Manuel de Réparation Boite de TransfertKOUABLE ROLAND FABRICE N'DOUAPas encore d'évaluation
- qb11 01 Document Technique 11 1 Colles A Carrelage Rev01 140322Document22 pagesqb11 01 Document Technique 11 1 Colles A Carrelage Rev01 140322r HariPas encore d'évaluation
- CCTP Remplacement CTA Bat G CNRS VILLEJUIFDocument34 pagesCCTP Remplacement CTA Bat G CNRS VILLEJUIFMohammed Amine ChafikiPas encore d'évaluation
- STG 8300018-2 FR CDocument54 pagesSTG 8300018-2 FR Ckabil boualiPas encore d'évaluation
- B1 AIGF Extension Grimaldi Forum CCTPDocument137 pagesB1 AIGF Extension Grimaldi Forum CCTPAnas Fayz100% (1)
- Serrages Em34go807 - F - FRDocument13 pagesSerrages Em34go807 - F - FRLuis JavierPas encore d'évaluation
- Dtu 40.35Document121 pagesDtu 40.35Ucef El Mir100% (1)
- Denso CatalogDocument840 pagesDenso CatalogAntonio Jose Delgado RodriguezPas encore d'évaluation
- Eota TR045Document17 pagesEota TR045Sofian30Pas encore d'évaluation
- 3316 v2 Ossature Bois Et Isolation Thermique Des Bardages RapportésDocument40 pages3316 v2 Ossature Bois Et Isolation Thermique Des Bardages RapportésdescobPas encore d'évaluation
- Vue Eclatee v265102m (T)Document2 pagesVue Eclatee v265102m (T)gaecdugrandvillagePas encore d'évaluation
- CCTPGDocument55 pagesCCTPGgPas encore d'évaluation
- Abd9001344585e 0Document29 pagesAbd9001344585e 0Farid InglabPas encore d'évaluation
- Designation AcierDocument26 pagesDesignation Aciermichael.tujague14Pas encore d'évaluation
- Documentation Technnique Renault PDFDocument29 pagesDocumentation Technnique Renault PDFEmmanuelPas encore d'évaluation
- Microrek K4.1 AVRDocument69 pagesMicrorek K4.1 AVRVenkateswarlu Kolluru100% (1)
- Annexe 1 Dossier Technique Aide MemoireDocument19 pagesAnnexe 1 Dossier Technique Aide MemoireAnonymous FBFoaVMuPas encore d'évaluation
- r201 Nervesco 4 25 1070 B d12 219Document2 pagesr201 Nervesco 4 25 1070 B d12 219FaresHmzPas encore d'évaluation
- Renforcement Béton ArméDocument16 pagesRenforcement Béton ArmésaidwajdiPas encore d'évaluation
- Nit 217 PDFDocument106 pagesNit 217 PDFAlexandre ZeimetPas encore d'évaluation
- Cahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesDocument8 pagesCahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesJohn PalichPas encore d'évaluation
- KvernelandLD100 PDFDocument143 pagesKvernelandLD100 PDFAlx100% (2)
- CCTP 04 - Pro - Menuiseries Exterieures Alu VitrerieDocument60 pagesCCTP 04 - Pro - Menuiseries Exterieures Alu VitreriePatrick Vivian NGOAMBEPas encore d'évaluation
- 1a18frvis, Goujons Et Écrous Normaux PDFDocument10 pages1a18frvis, Goujons Et Écrous Normaux PDFMehdi SalahPas encore d'évaluation
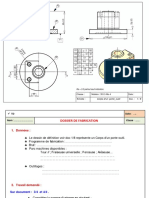
- TP 3 Corps Dun Porte - OutiDocument5 pagesTP 3 Corps Dun Porte - Outiayman zianiPas encore d'évaluation
- Fiat Sofim MR Moteur 8140.27 V1Document93 pagesFiat Sofim MR Moteur 8140.27 V1john100% (3)
- Cahier Des Prescriptions Techniques CPTDocument23 pagesCahier Des Prescriptions Techniques CPTLassadPas encore d'évaluation
- REPARATION U35-3a3 KX101-3a3 RY921-2130-0 - WSM - PDocument126 pagesREPARATION U35-3a3 KX101-3a3 RY921-2130-0 - WSM - PJean-michel HuetPas encore d'évaluation
- Preparation Entretien OifDocument6 pagesPreparation Entretien OifMarc Justin NgassamPas encore d'évaluation
- Gestion Des Crises Et Droits de L'eau en MésopotamieDocument33 pagesGestion Des Crises Et Droits de L'eau en MésopotamieJulienmasriPas encore d'évaluation
- Lettre de Motivation Demande de Bourse Talents: Pour Nous Encourager, Partagez Notre Site Sur Vos Réseaux SociauxDocument2 pagesLettre de Motivation Demande de Bourse Talents: Pour Nous Encourager, Partagez Notre Site Sur Vos Réseaux SociauxLilya OuarabPas encore d'évaluation
- PFFACE Definition Et NotionDocument72 pagesPFFACE Definition Et Notionouedraogorahimcom373Pas encore d'évaluation
- 2012 Belrose Nathalie Les Colonies Françaises de CubaDocument289 pages2012 Belrose Nathalie Les Colonies Françaises de CubaAime MontresorPas encore d'évaluation
- Concept Six SigmaDocument13 pagesConcept Six SigmaMed Ali MassoudiPas encore d'évaluation
- Délégations 2020Document2 pagesDélégations 2020Vincent LacourPas encore d'évaluation
- Cours de RIDocument229 pagesCours de RIAmin BhluliPas encore d'évaluation
- Courant AlternatifDocument12 pagesCourant AlternatifBen Saber Rahiim100% (1)
- Praxematique 2771Document22 pagesPraxematique 2771Jaime Abad MontesinosPas encore d'évaluation
- Cours Capteurs Intelligents Chapitre1Document32 pagesCours Capteurs Intelligents Chapitre1Oussema Gharssallah100% (1)
- Correction Du DS 2013-2014Document5 pagesCorrection Du DS 2013-2014jihenkPas encore d'évaluation
- Rev2 Sa V10 13072022Document26 pagesRev2 Sa V10 13072022xx-marie-xxPas encore d'évaluation
- Dictionnaire LAROUSSE Collège 6e-3e 11-15 Ans Chez Scoleo Livres Et Cahiers de VacancesDocument1 pageDictionnaire LAROUSSE Collège 6e-3e 11-15 Ans Chez Scoleo Livres Et Cahiers de Vacancesskvj88tww6Pas encore d'évaluation
- Le Chef D'oeuvre 2023 2024Document8 pagesLe Chef D'oeuvre 2023 2024Adrien MiloudiPas encore d'évaluation
- Biomedical EngDocument185 pagesBiomedical EngVan Jordan OthaPas encore d'évaluation
- Cours Mathématiques IV-Chap.3Document12 pagesCours Mathématiques IV-Chap.3El-Kaber HachemPas encore d'évaluation
- Chapitre 3Document6 pagesChapitre 3NoureddineLahouelPas encore d'évaluation
- Inpl T 2002 Chavez Montes B eDocument203 pagesInpl T 2002 Chavez Montes B eMarvin PathPas encore d'évaluation
- 2023 11 13 JERB10 PROGRAMME 16 17 Noiembrie 2023Document16 pages2023 11 13 JERB10 PROGRAMME 16 17 Noiembrie 2023Cristina Alice TomaPas encore d'évaluation
- Espions DocenseignantsDocument64 pagesEspions DocenseignantsJose FernandezPas encore d'évaluation
- 01 Régimes TransitoiresDocument64 pages01 Régimes Transitoiresoussama zairPas encore d'évaluation
- Cryoscopie AlmemaDocument9 pagesCryoscopie AlmemaCheikh Ismaïla BA0% (1)
- Les Aires Urbaines, Une Nouvelle Géogra... Sée - 3e - Cours Géographie - KartableDocument8 pagesLes Aires Urbaines, Une Nouvelle Géogra... Sée - 3e - Cours Géographie - KartableInfinityPas encore d'évaluation
- 2.intérêts ComposésDocument14 pages2.intérêts Composésmabisleona5Pas encore d'évaluation
- DémarcheDocument2 pagesDémarcheHillary ValidePas encore d'évaluation
- Memoire de Fin D'Etudes: ThèmeDocument84 pagesMemoire de Fin D'Etudes: ThèmeSaad ElfalahPas encore d'évaluation
- Almaden Morocco FRDocument20 pagesAlmaden Morocco FRMakrani BrahimPas encore d'évaluation
- 3ème 20 F1 Exercices + Correction Les Liens de Parenté Entre Les Êtres Vivants Et l' Évolution 3 PDFDocument1 page3ème 20 F1 Exercices + Correction Les Liens de Parenté Entre Les Êtres Vivants Et l' Évolution 3 PDFromydrai09Pas encore d'évaluation
- Du Pouvoir Histoire Naturelle de Sa Croissance by Bertrand de JouvenelDocument305 pagesDu Pouvoir Histoire Naturelle de Sa Croissance by Bertrand de JouvenelbooksPas encore d'évaluation