Vous aimerez peut-être aussi
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- 2021 2022 CoursDistributionDocument90 pages2021 2022 CoursDistributionLamine KonatéPas encore d'évaluation
- Dalle en Béton Armé LCPCDocument83 pagesDalle en Béton Armé LCPCtotololomomo100% (1)
- 2018 2019 MACS2 DistributionsDocument116 pages2018 2019 MACS2 DistributionsIbtissam ElagriPas encore d'évaluation
- Cour MMC ENSTP V1 - 10 - 2023Document96 pagesCour MMC ENSTP V1 - 10 - 2023FOURISSOU ABDELKERIM LONA-WINAMOUPas encore d'évaluation
- Dispositifs de Retenue Des Véhicules 2 - Dispositifs Latéraux Métalliques (Mai 1988)Document124 pagesDispositifs de Retenue Des Véhicules 2 - Dispositifs Latéraux Métalliques (Mai 1988)Takanori YasudaPas encore d'évaluation
- Dis TribDocument137 pagesDis TribAmine FadiliPas encore d'évaluation
- Structure de La Matière CondenséeDocument242 pagesStructure de La Matière CondenséeBilouBB100% (2)
- Analyse Experimentale Et Numerique de La FabricationDocument210 pagesAnalyse Experimentale Et Numerique de La FabricationYoussef TrimechPas encore d'évaluation
- CoursgeodifDocument104 pagesCoursgeodifClearzen Oboy FreezerPas encore d'évaluation
- MMC CoursDocument100 pagesMMC CoursCheikh DjoudiPas encore d'évaluation
- Antonini Et Al. Les Mathematiques Pour L'agregation Lectures, SDocument680 pagesAntonini Et Al. Les Mathematiques Pour L'agregation Lectures, SShea MingPas encore d'évaluation
- SMA S6 Distributions1 ChairaDocument17 pagesSMA S6 Distributions1 ChairaHoussamPas encore d'évaluation
- AssainissementDocument150 pagesAssainissementAbdoulnassirou BassongouPas encore d'évaluation
- Conception D'un Actionneur Prismatique Rétractable: MémoireDocument119 pagesConception D'un Actionneur Prismatique Rétractable: MémoireamalbelhadjPas encore d'évaluation
- Mecanique Milieux ContinusDocument102 pagesMecanique Milieux Continusbrahim100% (5)
- Master Rannou PDFDocument95 pagesMaster Rannou PDFRabii MontaPas encore d'évaluation
- PolyDocument74 pagesPolyKevin guy BrouPas encore d'évaluation
- Evn Et TopologieDocument105 pagesEvn Et TopologieNada IrarizPas encore d'évaluation
- Distributions Et AFdesEDP MAE AMADocument65 pagesDistributions Et AFdesEDP MAE AMAMouhcine KhouyaPas encore d'évaluation
- Formulaire Concernant Les Systèmes MécaniquesDocument64 pagesFormulaire Concernant Les Systèmes Mécaniqueselouan maitrePas encore d'évaluation
- Résume + Cours IPT MPDocument35 pagesRésume + Cours IPT MPYasser El hattabiPas encore d'évaluation
- resume info sup spé MP PSIDocument15 pagesresume info sup spé MP PSIOMVR25Pas encore d'évaluation
- Distributions PDFDocument75 pagesDistributions PDFmimi baissanPas encore d'évaluation
- PDF IntroductionauxProcessusStochastiquesDocument44 pagesPDF IntroductionauxProcessusStochastiquesمدونة المحترفينPas encore d'évaluation
- Transmetteur RégulateurDocument89 pagesTransmetteur Régulateurabdel taibPas encore d'évaluation
- Limite D'atterbergDocument30 pagesLimite D'atterbergEL BOUHADDIOUIPas encore d'évaluation
- MecaSol II 24-09-2019-S PDFDocument10 pagesMecaSol II 24-09-2019-S PDFHoucem TrabelsiPas encore d'évaluation
- Cours de Reseau de PetriDocument54 pagesCours de Reseau de PetriHakim SahourPas encore d'évaluation
- CoursTopAlg17 18Document48 pagesCoursTopAlg17 18JaspertPas encore d'évaluation
- Test Final 18 03 2022 Mudlogger ForageDocument7 pagesTest Final 18 03 2022 Mudlogger ForageKarim AkramPas encore d'évaluation
- Pompe Flowserve SIHI Mark 3 ISO Pièces de Rechange MontageDocument54 pagesPompe Flowserve SIHI Mark 3 ISO Pièces de Rechange MontageECO-TECH POMPEPas encore d'évaluation
- Machine Outil A Commande Numerique PDFDocument40 pagesMachine Outil A Commande Numerique PDFsouheil_sou67% (3)
- Polycopié de TopologieDocument117 pagesPolycopié de TopologieLamrani mohamed100% (2)
- Guide TPE2Document36 pagesGuide TPE2Christoffe MariusPas encore d'évaluation
- These LOHOU PDFDocument365 pagesThese LOHOU PDFAzdine IdhmadePas encore d'évaluation
- These Ahmed FrikhaDocument141 pagesThese Ahmed FrikhaAicha BenchekrounPas encore d'évaluation
- Guide PerlDocument129 pagesGuide PerlDiane HappiPas encore d'évaluation
- Ouvrages de Soutènement. Recommandations Pour L'inspection Détaillée, Le Suivi Et Le Diagnostic Des Parois ClouéesDocument69 pagesOuvrages de Soutènement. Recommandations Pour L'inspection Détaillée, Le Suivi Et Le Diagnostic Des Parois ClouéesessmustaphaPas encore d'évaluation
- evncoursNP OnecolumnDocument28 pagesevncoursNP OnecolumnalchamelgoldPas encore d'évaluation
- Distributions Et EDPDocument128 pagesDistributions Et EDPHervé Arsène NikièmaPas encore d'évaluation
- Bouchar PL 20140121Document136 pagesBouchar PL 20140121ahmadove1Pas encore d'évaluation
- Guide Nomadisme Anssi Pa 054 v2Document94 pagesGuide Nomadisme Anssi Pa 054 v2willy.beguePas encore d'évaluation
- AsservNumPIDnum SatieEnsCachanDocument72 pagesAsservNumPIDnum SatieEnsCachanAna ElWedherfiPas encore d'évaluation
- Emf2133ib Profibus-Dp Aif Module v5-0 FRDocument138 pagesEmf2133ib Profibus-Dp Aif Module v5-0 FRPEMBETPas encore d'évaluation
- Poly UnixDocument46 pagesPoly UnixYassine SmbPas encore d'évaluation
- Les RRseaux Neuro FlousDocument48 pagesLes RRseaux Neuro FlousBA MAMADOUPas encore d'évaluation
- Topologie S5 SMA Makki Naciri PDFDocument114 pagesTopologie S5 SMA Makki Naciri PDFYahya Aalaila100% (1)
- FLUOKIT M 24+ Instructions - Genie CivilDocument28 pagesFLUOKIT M 24+ Instructions - Genie Civilyannick.varreauxPas encore d'évaluation
- Poly StatiqueDocument40 pagesPoly StatiqueAbdessalem JerbiPas encore d'évaluation
- Protocoles de La Couche PhysiqueDocument18 pagesProtocoles de La Couche PhysiqueArsene PendaPas encore d'évaluation
- Systemes DynamiquesDocument72 pagesSystemes DynamiquesEmma DjomoPas encore d'évaluation
- 2004 Lafourcade PascalDocument112 pages2004 Lafourcade PascalThanh Hai NguyenPas encore d'évaluation
- Notice T8JDocument76 pagesNotice T8Jarthur.lekarskiPas encore d'évaluation
- (RDM) (CO) Resistance Des MateriauxDocument32 pages(RDM) (CO) Resistance Des MateriauxMaha KarrayPas encore d'évaluation
- 1.2 - Les Outils de L'analyse FonctionnelleDocument16 pages1.2 - Les Outils de L'analyse Fonctionnellesinchicovich100% (1)
- FENODocument211 pagesFENOBeshir KhmekhemPas encore d'évaluation
- Fonction Transmettre Liaisons Pivot CoursDocument8 pagesFonction Transmettre Liaisons Pivot CoursChafik El HadiguiPas encore d'évaluation
- Cours - Matériaux PolymèresDocument82 pagesCours - Matériaux PolymèressoumiabaalouPas encore d'évaluation
- OASNMDocument41 pagesOASNMsoumiabaalouPas encore d'évaluation
- AGROMETALDocument8 pagesAGROMETALhamza elalouaniPas encore d'évaluation
- BDO Tax News 05 2022 La Vérification Ponctuelle (1)Document9 pagesBDO Tax News 05 2022 La Vérification Ponctuelle (1)Chema HarizPas encore d'évaluation
- P FontaineDocument22 pagesP Fontaineaisha khPas encore d'évaluation
- TP Et Corrigé MFDVDocument3 pagesTP Et Corrigé MFDVYassin Anziz100% (1)
- Contexte General: Défintion Centre de Cout, Cost Code: Ne Pas Utiliser Un Cost Code Par Hasard !Document9 pagesContexte General: Défintion Centre de Cout, Cost Code: Ne Pas Utiliser Un Cost Code Par Hasard !Ngo Malang Elise AndriennePas encore d'évaluation
- RégionalismeDocument6 pagesRégionalismeapi-3705459Pas encore d'évaluation
- 5592-Article Text-14727-1-10-20230419Document11 pages5592-Article Text-14727-1-10-20230419richessemabsPas encore d'évaluation
- Développement Professionnel Et ÉvaluationDocument10 pagesDéveloppement Professionnel Et ÉvaluationSamuel donartPas encore d'évaluation
- prince2-foundation-french-sample-paper2_answers-bDocument26 pagesprince2-foundation-french-sample-paper2_answers-bakremPas encore d'évaluation
- Comment Acheter Des Crypto-Monnaies ? Guide Du DébutantDocument20 pagesComment Acheter Des Crypto-Monnaies ? Guide Du DébutantgrundybessPas encore d'évaluation
- Examen Mai 2022Document2 pagesExamen Mai 2022saida gtifaPas encore d'évaluation
- F 2019075Document413 pagesF 2019075brachemiPas encore d'évaluation
- Synthèse Management Humain TASKINDocument36 pagesSynthèse Management Humain TASKINPierre HPas encore d'évaluation
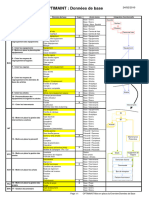
- GMAO OptiMaint - Données de BaseDocument1 pageGMAO OptiMaint - Données de BaseNEUILLY DARIUS CHOUDJA FOTSOPas encore d'évaluation
- Guide de L'étudiant - Cycle Licence ProfessionnelleDocument25 pagesGuide de L'étudiant - Cycle Licence ProfessionnelleZineb NaouaouiPas encore d'évaluation
- Maintenance Série2Document17 pagesMaintenance Série2Zine el abedine MKPas encore d'évaluation
- Demande de Résiliation Anticipée Du Contrat Pour Difficultés FinancièresDocument2 pagesDemande de Résiliation Anticipée Du Contrat Pour Difficultés FinancièresAHMED MOHAMED HAMEDPas encore d'évaluation
- Catalogo Vasar 2021Document143 pagesCatalogo Vasar 2021MAUROPas encore d'évaluation
- Liste Des Codes & NormesDocument4 pagesListe Des Codes & NormesBabel THIAMPas encore d'évaluation
- Parler Normes Couramment Afnor 100309032044 Phpapp01Document24 pagesParler Normes Couramment Afnor 100309032044 Phpapp01Extrême CoperPas encore d'évaluation
- Missa Ifechukwu CredoDocument13 pagesMissa Ifechukwu CredoChinedu Martins OranefoPas encore d'évaluation
- UntitledDocument5 pagesUntitledSami SaidiPas encore d'évaluation
- Iec 60893-3-2-2011 PDFDocument46 pagesIec 60893-3-2-2011 PDFLuis R100% (1)
- MKT Course Outline Labview Core 1Document3 pagesMKT Course Outline Labview Core 1haha chacaPas encore d'évaluation
- Chap 0INTRODocument9 pagesChap 0INTROLudovic THOMINEPas encore d'évaluation
- 7 Gestion Des Quotas PDFDocument18 pages7 Gestion Des Quotas PDFM YacinePas encore d'évaluation
- CV AlternanceDocument1 pageCV Alternanceapi-633205395Pas encore d'évaluation
- Finance - Fiscalité Approfondie - 2019-2020Document85 pagesFinance - Fiscalité Approfondie - 2019-2020Saliou DoumbiaPas encore d'évaluation
- Equipcat FRDocument136 pagesEquipcat FRChiheb KaanichePas encore d'évaluation
- Beckerich PAG PE 2020-10-30Document24 pagesBeckerich PAG PE 2020-10-30Commune de BECKERICHPas encore d'évaluation