Académique Documents
Professionnel Documents
Culture Documents
APS Plastiques
Transféré par
doctissimoTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
APS Plastiques
Transféré par
doctissimoDroits d'auteur :
Formats disponibles
e.
venture Ltd Tous droits réservés Document strictement confidentiel
AVANT PROJET SOMMAIRE
RÉALISATION D'UNE LIGNE DE PRODUCTION DE MATÉRIAUX
COMPOSITES PAR RECYCLAGE DE DÉCHETS PLASTIQUES
MÉLANGÉS AVEC DES CHARGES MINÉRALES
RÉALISÉ PAR
EN COLLABORATION AVEC
GILLES DOUBLIER ET ROBERT MÉNARD
AVRIL 2010
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 1 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Table des matières
1 Introduction.......................................................................................................................4
1.1 Le projet et ses initiateurs.....................................................................................4
1.2 Volet technologique, concevoir un outil de production .......................................5
1.3 Volet social, franchiser le mode de production ....................................................5
1.4 Déroulement du projet..........................................................................................6
1.4.1 Objectifs........................................................................................................6
1.4.2 Phasage.........................................................................................................7
1.4.3 L'Avant Projet Sommaire (APS)...................................................................7
1.5 La valorisation des partenariats............................................................................8
2 Préfaisabilité.....................................................................................................................9
2.1 Principes fonctionnels...............................................................................................9
2.1.1 Une technologie portable.......................................................................................9
2.1.2 Les points clefs du procédé..................................................................................10
2.2 L'approvisionnement..............................................................................................11
2.2.1 Généralités............................................................................................................11
2.3 L'approvisionnement en plastiques.........................................................................13
2.3.1 Prise en compte des différences entre les plastiques............................................14
2.3.2 Une collecte sélective ciblée................................................................................15
2.3.3 Le tri à réception .................................................................................................16
2.3.4 Sur tri, séchage, lavage et indésirables.................................................................17
2.4 L'approvisionnement en fines minérales.................................................................18
2.5 La préparation des intrants......................................................................................19
2.5.1 Le broyage des plastiques....................................................................................19
2.5.2 Le stockage...........................................................................................................20
2.6 Le procédé de production .......................................................................................20
2.7 Le moulage..............................................................................................................22
2.8 Les produits envisagés ...........................................................................................24
2.9 Modéliser une entreprise équitable ........................................................................25
2.9.1 Une organisation en centre de profits...................................................................25
2.9.2 Les différentes forces de travail...........................................................................26
2.9.3 L'investissement technologique configure un fonctionnement en « banalité »....28
3 Le pilote à Maurice.........................................................................................................29
3.1 Résumé du projet................................................................................................29
3.2 Le contexte Mauricien .......................................................................................30
3.3 Deux points d'appui privilégiés..........................................................................31
3.4 Disponibilité du gisement...................................................................................31
3.5 Le partenaire industriel ......................................................................................32
3.6 Le partenaire en ingénierie.................................................................................33
3.6.1 Le partenariat social........................................................................................33
3.6.2 L'organisation du groupement de moyens.......................................................33
3.6.3 La recherche d'un partenaire international .....................................................34
4 Approche critique du projet............................................................................................35
4.1 Stratégie économique et sociale.........................................................................35
4.2 Faisabilité du projet final....................................................................................35
4.3 Financement du budget au stade du pilote.........................................................35
5 Le budget du projet.........................................................................................................36
5.1 Le budget de l'étude de faisabilité................................................................................36
5.2 Le budget du pilote.............................................................................................37
5.2.1 Les investissements.........................................................................................37
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 2 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
5.2.2 Les coûts d'exploitation prévisionnels.............................................................41
5.2.3 Les revenus......................................................................................................43
5.2.4 Le compte de résultat prévisionnel sommaire.................................................44
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 3 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
1 Introduction
1.1 Le projet et ses initiateurs
Ce projet est fondamentalement porté par la demande de nombreux opérateurs de gestion
des déchets qui en Afrique, à Haïti, en France ou ailleurs se sont mobilisés pour trouver une
solution viable au problème des déchets plastiques.
Il ne se passe pas une semaine sans qu'un de ces opérateurs ne nous joigne pour nous
demander si une « machine » est disponible à l'achat, ou comment la fabriquer ou encore
comment être formé à la production des pavés plastiques.
Face à cette demande constante et souvent pressante, Gilles Doublier qui est ingénieur et
consultant dans le secteur des déchets et fut le premier à produire ces pavés plastiques en
1998, a mobilisé un certain nombre de partenaires, centres universitaires, ONG, sociétés
privées sur ce procédé pour finir par conclure qu'il fallait à cette filière du recyclage des
plastiques un support formel solide et autonome. C'est fort de ce constat que Gilles Doublier
est revenu vers e.venture Ltd, et a conçu avec jean-luc Sallustro le projet de monter une
opération structurée pour faire aboutir le « projet plastiques ».
e.venture Ltd est un bureau d'étude international spécialisé depuis plus de 15 ans dans la
gestion des déchets et s'est implantée à Maurice pour mieux assumer l'interface entre les
pays du Sud et les pays riches. L'équipe d'ingénieurs de e.venture est fortement investie
dans le développement de procédés de traitement des déchets, notamment dans le domaine
de l'innovation technologique liée au compostage et à la biodigestion.
La rencontre avec Robert Ménard, fondateur de « Reporters sans frontières », qui parcourt le
monde depuis plus de 20 ans pour soutenir ses collègues et acter d'une presse libre et d'une
information sans entraves, a été un catalyseur pour le projet. Robert Ménard, écœuré comme
beaucoup d'entre nous du spectacle de ces sacs plastiques qui se répandent comme une
lèpre partout dans le monde a choisi d'orienter son combat à nos côtés en nous faisant
profiter de ses relations et de ses compétences de communicateur.
C'est aussi grâce à Robert Ménard qui a joué souvent le rôle ingrat de « candide » à nos
côtés, que le projet plastiques a pris une tournure à la fois sobre et solide et que notre travail
a pris une allure plus pragmatique. De cette collaboration est née le dossier d'APS que vous
avez entre les mains soit finalisé avec le co-financement de Jacques Maillot fondateur de
Nouvelles Frontières, et animateur de Feu Vert pour le Développement que nous remercions
en passant d'avoir bien voulu poser la première pierre.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 4 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
1.2 Volet technologique, concevoir un outil de production
Chaque jour quand 100 kg de déchets sont produits dans un pays riche ils comprendront
environ 15 kg de déchets plastiques en tous genres, de l'emballage aux carcasses de
produits électroménagers en passant par certains composants des véhicules.
Dans les pays émergents ou en développement les taux ne sont guère moins élevés
puisqu'ils avoisinent souvent 10%.
Or les déchets plastiques ne sont globalement recyclés qu'à hauteur de 20% et ils
proviennent donc presque exclusivement du raffinage de produits pétroliers dont ils prélèvent
5% du gisement annuel.
Hormis ces incohérences et ce gaspillage de ressources, pour un produit riche d'une gamme
de plus de 5 000 formulations différentes et promis à de multiples usages dont beaucoup
restent à inventer, les déchets plastiques sont des polluants majeurs.
• Ils dénaturent de nombreux paysages, ravagent les sols et les littoraux
• Ils ont formé dans le pacifique, comme dans d'autres océans, un vortex géant estimé
à plus de 600 000 km2 et plusieurs millions de tonnes
• Leur incinération et leur brûlage sont un des principaux facteurs de production de
dioxine.
Un projet comme le notre s'inscrit donc avant tout dans une démarche environnementale et
vise à encourager économiquement le recyclage du plastique en rajoutant un élément dans
la chaîne de la valorisation matière qui peine à traiter ce gisement considérable.
Cet élément est technologique, il repose initialement sur l'expérience de Gilles Doublier
(procédé Cervald) qui a inventé et mis en œuvre sur plusieurs sites une méthode et une
procédure simple pour transformer les déchets plastiques mêlés à des fines minérales, en
pavés, blocs ou autres objets d'usage courant.
Notre projet est donc centré sur la conception d'un outil de transformation des déchets
plastiques mélangés à des fines minérales sous la forme d'un four cyclonique qui optimise
l'expérience acquise avec Cervald.
1.3 Volet social, franchiser le mode de production
Après avoir fréquenté de nombreux terrains en Europe, en Afrique ou ailleurs nous sommes
convaincus qu'il faut compléter le volet technologique avec un projet économique et social.
La fracture Nord Sud est particulièrement frappante quand on observe ce qui se passe au
niveau de la collecte des déchets recyclables à partir de tri à la source.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 5 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
• Les pays riches, Europe et États Unis en particulier, ont créé un marché extrêmement
rémunérateur pour les entreprises de collecte des déchets qui leur permet de
générer des profits conséquents, d'utiliser des gammes de conteneurisation en apport
volontaire de plus en plus sophistiquées, des méthodes de transport séparatif de plus
en plus spécialisées qui malgré leur haute technologie et la réduction des effectifs
humains n'ont rien fait pour franchir la limite des 40% de recyclage matière.
• Dans les pays pauvres ou en voie de développement et dans certains pays
émergents, ce sont des populations vivant souvent sous le seuil de pauvreté qui
s'attèlent spontanément à la collecte des déchets plastiques, papiers et cartons et
« petits » métaux pour en tirer une subsistance minimaliste. Les équipements sont
inexistants ou presque, mais ces brigades informelles arrivent sur certains sites à des
taux de collecte impressionnants qui avoisinent les 70% de capture du déchet
recyclable.
Ce constat qui force à peine le contraste met aussi en lumière l'absence de solutions
intermédiaires. Il n'en est pas moins vrai que souvent les deux systèmes coexistent, comme
pour la collecte des boitages aluminium dans les grandes métropoles américaines ou l'essor
des brigades associatives du genre de celles d'Emmaüs en France.
Pour ne pas aggraver dans les pays du Sud la grande misère de ceux qui sont amenés à
collecter les déchets plastiques, une collecte efficace étant le préalable essentiel de notre
projet de production, nous avons prévu d'intervenir pour créer un modèle de centre de profits
au niveau de l'approvisionnement et de la transformation.
Ce que nous visons ainsi c'est d'aider à faire émerger des entreprises où les richesses seront
équitablement réparties et où la pénibilité du travail sera correctement rémunérée car lutter
contre la pauvreté c'est le premier acte de protection durable des ressources naturelles.
1.4 Déroulement du projet
1.4.1 Objectifs
En premier lieu il s'agit de développer une technologie de production portable qui
permette la transformation des déchets plastiques en produits durables.
En second lieu nous voulons définir un modèle d'organisation économique et sociale, de
la collecte des déchets jusqu'à la vente des produits finis, sous la forme d'une entreprise
équitable.
La projective finale est de disséminer le procédé, l'outil de production et le modèle
d'entreprise sous la forme d'une franchise
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 6 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
1.4.2 Phasage
En termes de phasage nous prévoyons de fonctionner en 8 étapes:
1.4.3 L'Avant Projet Sommaire (APS)
Le dossier d'APS est la première étape de notre démarche de projet.
Il est d'autant plus important qu'il a pour ambition de prévoir la teneur et la séquence des
étapes suivantes.
Il constitue aussi la base sur laquelle la préfaisabilité du projet est restituée, et il s'appuie
donc sur une synthèse des expériences acquises par les porteurs de projet et sur:
• La définition conceptuelle sommaire de l'outil de production
• La définition organisationnelle de l'entreprise équitable et du mode de franchise
• Sur une approche markéting étayée par des contacts directs
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 7 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Le dossier d'APS est mis à la disposition des groupes et institutions qui sont susceptibles de
devenir partenaires du projet.
Si la distribution de cet APS porte les fruits que nous espérons, notamment en termes de
partenariats financiers et techniques, nous formaliserons notre groupement de compétence
sous la forme d'une société de droit privé.
1.5 La valorisation des partenariats
Un partenaire de notre projet pourra intervenir à différents niveaux:
• Au plan financier en apportant des fonds, des garanties …
• Au plan technique en contribuant aux études de faisabilité et / ou d'optimisation
technologique ou économique
• Au plan commercial en apportant un support pour le développement du réseau
franchisé
Dans tous les cas nous proposons que les apports soient pondérés, évalués financièrement
et qu'ils donnent droit à une rémunération au prorata des aides consenties.
Cette rémunération sera établie sur la base de l'allocation de parts dans le capital de la
société que nous projetons de créer à l'issue de l'APS et si celui ci donne les résultats
escomptés.
Il s'agit donc pour les partenaires de participer au projet et à la prise de risque qu'il comporte
mais avec la certitude d'un droit de regard et d'une rémunération en cas de succès.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 8 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
2 Préfaisabilité
2.1 Principes fonctionnels
2.1.1 Une technologie portable
De la petite installation artisanale, manuelle et à très faible investissement (quelques
centaines d'Euros), dont la qualité des productions et le rendement sont directement fonction
de la compétence des opérateurs, à une unité de production semi automatique il y a un pas
important à franchir.
Ce pas doit être mesuré si comme nous le voulons il s'agit de mettre cette technologie à la
portée des petites ou moyennes entreprises.
De la collaboration technique que nous avons pu avoir en interne, mais aussi avec plusieurs
groupes de recherche appliquée, nous avons finalement décliné un concept de procédé
fiable et portable.
Fiable car il assure la conservation de nos deux principes de base :
• Mélanger les plastiques à des fines minérales dans une proportion d'environ 1 part de
liant plastique pour environ 5 parts de fines (avec ou sans fibres)
• Obtenir une « lave » à température et fluidité critique permettant un moulage par
extrusion et compression
Portable car la technologie est simple et maîtrisable sans ingénierie particulière, au fil de 5
étapes et en flux semi continu :
• Les matières plastiques réduites en flocons par déchiquetage ne sont pas chauffées
directement mais par le contact avec les fines minérales portées à la température
requise
• Le chauffage des fines, mais aussi leur séchage est opéré dans un four cyclonique
• la « collision agglomérante» des fines portées à température critique et des flocons
se fait dans une chambre à lit fluidisé
• La pré-fusion des plastiques, résultant de l'agglomération des fines et du plastique,
est opérée en fin de cycle dans une trémie qui est drainée par une vis sans fin.
• La vis est à pas variable et se meut dans un tube fermé ce qui autorise à la fois la
sortie d'un flux continu de matière et, du fait de la compression, le maintien en
température, donc en fluidité de la « lave »
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 9 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
C'est ensuite seulement qu'une chaîne de moulage séquentielle ou semi continue opère soit
la compression d'une dose du mélange des fines et du plastique à l'état de « lave » dans un
fond de moule, soit la mise en forme de la « lave» dans une chaîne de moulage de type
laminoir à flux semi continu.
La chaîne de moulage sera donc constituée d'un système de convoyeur en « anneau » ou
« carrousel » qui transportera les moules en continu et les fera passer par 5 étapes;
• Remplissage,
• Pressage (presse verticale ou rouleau)
• Refroidissement par jets d'eau dans un tunnel permettant le recyclage et le
refroidissement de l'eau,
• Démoulage (le moule refroidi est alors "tête en bas"), avec éventuellement une action
de pression ou un choc pneumatique
• Nettoyage et éventuellement lubrification
Avec ce système, le moule n'a pas de couvercle et la température à l'extrusion doit être très
proche du point de solidification.
2.1.2 Les points clefs du procédé
A l'évidence ce n'est pas la chaîne de moulage, fort classique, qui constitue l'élément clef de
notre outil de production mais bien le « four » en amont.
Par contre, sur la base du principe qui consiste à obtenir une « lave critique » due au
mélange de fines portées à une température supérieure à celle requise pour la fusion des
plastiques avec un « nuage ou train particulaire » de flocons de déchets plastiques triés, il
faut considérer en aval du four la nécessité de préparer l'approvisionnement.
En effet, d'une part tous les plastiques ne conviennent pas à cette opération et d'autre part
les plastiques compatibles doivent être amenés à une granulométrie donnée selon leur
densité.
Il est aussi question de taille critique, c'est à dire du seuil de production à partir duquel le
retour sur investissement est possible, il s 'agit donc aussi de s'assurer d'un
approvisionnement continu et stable en quantité.
Notre unité de production doit donc nécessairement être alimentée sur des bases
quantitatives et qualitatives précises et la préparation des différents matériaux doit être
assurée en amont de la transformation.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 10 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Enfin nous n'avons pas conçu ce projet sans envisager plusieurs « lignes » de produits »,
certaines sont orientées sur des segments de marché de grande envergure, comme les
produits routiers et assimilés, d'autres sont orientées sur des niches plus confidentielles mais
qui conviennent bien aux caractéristiques de la production.
Les paragraphes suivants ont pour objectif de présenter tous ces paramètres de
préfaisabilité.
2.2 L'approvisionnement
2.2.1 Généralités
Rappelons que les « plastiques » sont des composés macromoléculaires organiques obtenus
par polymérisation, polycondensation, polyaddition ou autre procédé similaire à partir de
molécules de poids moléculaire inférieur ou par modification chimique de macromolécules
naturelles .
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 11 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
C'est leur structure moléculaire qui les distingue les uns des autres et qui leur confère des
propriétés particulières, en termes de comportement dans un environnement donné (UV,
solvants, chaleur, traction, flexion …).
Pour dire les choses plus simplement:
• La grande majorité des plastiques, et en fait la totalité de ceux que nous collectons en
tant que déchets, proviennent uniquement de la transformation de produits pétroliers.
L'industrie des plastiques consomme en effet plus de 5% de la totalité du gisement de
matières pétrolières pour fabriquer plus de 5 000 sortes de plastiques.
• Les plastiques se répartissent en deux grandes familles; les thermodurcissables et
les thermoplastiques. Ces derniers qui représentent 80 % de la production
industrielle de matières plastiques ont comme caractéristique majeure de « fondre »
sous l'action de la chaleur, puis de reprendre leur rigidité en refroidissant.
• C'est cette propriété qui autorise leur recyclage sous forme de matière première.
• Il en existe différents types dont 5 familles seulement sont particulièrement utilisées
dans la fabrication des emballages et des divers objets qui constituent nos déchets
ménagers et assimilés (DMA)
Le tableau suivant fournit une représentation sommaire de la part de ces 5 grandes familles
dans la production mondiale (2004)
Nom Acronyme Part de la production
polyéthylène (PE) 32,00%
polypropylène (PP) 20,00%
poly chlorure de vinyle (PVC) 16,50%
polystyrène (PS, PSE) 8,00%
polyéthylène téréphtalate (PET) 6,50%
Total de la production mondiale (2004) 83,00%
Le schéma suivant fournit une illustration des corrélations entre les 5 grandes familles de
thermoplastiques et les produits les plus courants que nous retrouvons à la consommation
puis en tant que déchets
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 12 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
2.3 L'approvisionnement en plastiques
Nous consommons trois types d'intrants, des déchets et rebuts plastiques, des fines
minérales, des adjuvants poudreux pour la coloration ou la structuration.
Si la chaîne d'alimentation en fines est simple, de même que celle des adjuvants poudreux,
celle des plastiques est relativement complexe
Cependant les caractéristiques des thermoplastiques qui constituent l'essentiel de notre
approvisionnement sont bien connues:
• Les thermoplastiques sont notamment caractérisés par une densité variable mais
faible qui est souvent aussi fonction de leur taux de cristallisation
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 13 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
• Leur stabilité thermique est limitée :
• stabilité < 200°C
• énergie de dissociation ≈ 300- 350 kJ.mol-1
Au delà de ces généralités, le tableau suivant indique trois caractéristiques majeures de ces
cinq familles
Température de Température de fusion
Familles de Plastiques Acronyme Densité transition vitreuse ou température de
(C°) ramollissement (C°)
Polyéthylène Haute Densité PE bd 0,95 -110 124 à 135
Polyéthylène Basse Densité PE hd 0,92 -110 100 à 125
polypropylène PP 0,91 -10 165
poly chlorure de vinyle rigide PVC r 1,38 80 100 à 120
polystyrène cristal PS c 1,05 80 à 100 100
polyéthylène téréphtalate amorphe PET a 1,3 65 à 80 255
polyéthylène téréphtalate critallin PET c 1,5 65 à 80 260
On voit clairement les différences marquées entre les différents types de plastiques
notamment pour ce qui nous intéresse au premier chef à savoir:
• Leur température de ramollissement (Tr) pour les plastiques amorphes,
• Leur température de fusion (Tf) pour les plastiques polycristallins,
• Leur température de transition vitreuse (Tg) qui représente l'intervalle de température
à travers lequel la matière passe d'un état caoutchouteux à un état vitreux, solide.
2.3.1 Prise en compte des différences entre les
plastiques
A l'évidence, étant donné l'écart entre ces différents matériaux, particulièrement pour ce qui
est de Tf et Tr, nous avons pris en compte d'une part le besoin d'un tri à l'approvisionnement
et d'autre part la nécessité de différencier la granulométrie et les paramètres de process dans
le four pour chaque famille de plastiques.
La différenciation au cours de l'approvisionnement va donc s'effectuer :
• Dans le ciblage des sources de production, c'est à dire des producteurs de déchets
visés par la collecte
• Après la collecte au travers du protocole de tri à l'arrivée des déchets sur le centre de
production
L'objectif est de répartir les déchets en 3 familles caractérisées par la proximité de leur point
de fusion ou de ramollissement:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 14 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Température de fusion
Familles de Plastiques Acronyme ou température de Densité
ramollissement (C°)
polystyrène cristal PS c 100 1,05
poly chlorure de vinyle rigide PVC r 100 à 120 1,38
Polyéthylène Basse Densité PE bd 100 à 125 0,92
Polyéthylène Haute Densité PE hd 124 à 135 0,95
polypropylène PP 165 0,91
polyéthylène téréphtalate amorphe PET a 255 1,3
polyéthylène téréphtalate cristallin PET c 260 1,5
En termes pratiques l'intérêt de ce classement en trois familles est de permettre une
introduction et un temps de séjour spécifiques dans le circuit de chauffe du « four », comme
on le verra plus loin.
2.3.2 Une collecte sélective ciblée
La première contrainte de sélection des matières premières, c'est à dire des déchets et
rebuts plastiques, s'applique au stade de la collecte.
Il est bien connu aujourd'hui que les 5 familles de plastiques que nous avons retenues parce
qu'elles représentent plus 80% de la production mondiale, constituent aussi plus de 90% de
la matière plastique dont sont faits les déchets ménagers et assimilés (DMA).
Certes, les déchets techniques, comme ceux issus des Déchets d'Équipements Électriques
et Électroniques (DEEE), du démantelage des Véhicules Hors d'Usage ( VHU) ou encore des
rebuts et refus de certaines industries spécialisées (Flaconnage ou emballage
pharmaceutique, production de textiles, de bateaux etc …) contiennent des quantités non
négligeables de matières plastiques « spéciales » mais qui restent faciles à isoler et à
qualifier.
En fait les DMA sont à la fois une source de pollution de grande ampleur, quantitativement
parlant, mais aussi une pollution diffuse quand la collecte n'est pas faite et que les lignes de
traitement final du déchets sont imparfaites ou absentes.
A l'opposé les matières plastiques issues des déchets techniques sont de faible ampleur,
relativement au gisement des DMA, et leur provenance se réduit à quelques producteurs
facilement identifiables.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 15 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Enfin il est bien plus facile de rémunérer la collecte et le traitement des déchets techniques
que ceux des des DMA.
Pour toutes ces raisons nous avons privilégié une méthodologie de collecte séparative des
matières plastiques issues des DMA sans pour autant négliger la possibilité de « capturer » à
la source les déchets et rebuts formés de plastiques techniques.
La collecte séparative ou sélective est une entreprise en soi, elle peut selon les terrains et les
populations prendre des configuration bien distinctes. Nous joignons en annexe une fiche
technique qui traite sommairement de ce vaste sujet et fait état de nos expériences et des
modalités pratiques que nous sommes à même de mettre en œuvre selon les situations.
Retenons aussi que nous privilégions et encourageons une stratégie de collecte sélective
avec tri à la source des déchets plastiques uniquement quand il n'y a pas de séparation de la
Fraction Fermentescible des Ordures Ménagères (FFOM).
En effet quand cette séparation à lieu à la source il est relativement simple et facile de
recevoir le déchet brut résiduel, qui n'est plus souillé par les matières organiques et se prête
donc à un protocole de tri en centre multi-déchets, mais à condition que d'autres filières de
recyclage soient prévues pour valoriser les autres matières telles que papiers et cartons,
tissus et « petits métaux »
Pour autant nous n'écartons pas la possibilité de collecteurs de proximité qui constitueraient
la première ligne de capture des plastiques au niveau des ménages avec convergence vers
des points de regroupement puis transfert vers le centre de tri et transformation.
Enfin dans certains cas, le système des apports volontaires en déchetterie, micro déchetterie,
points de regroupement ou bornes est suffisamment fonctionnel pour étayer une stratégie de
collecte sélective de second niveau.
Notre expérience nous amène à considérer que dans la majorité des situations c'est le
mélange et l'organisation de ces trois grands modèles qui permet d'obtenir le taux de capture
le plus élevé et le coût de collecte le plus bas.
2.3.3 Le tri à réception
Comme l'illustre le tableau 2, il n'y a pas de corrélation entre les T f et Tr et la densité des
matières, le tri densitométrique est donc impossible ou avec un degré de précision qui le rend
économiquement non faisable.
De plus, il n'existe pas d'autres paramètres discriminants simples à mettre en œuvre dans un
processus de tri automatisé (réactivité chimique à des solvants par exemple ou réaction à un
faisceau laser). Il est donc nécessaire de prévoir un tri manuel et cela implique que les
opérateurs soient à même de distinguer les 3 groupes de thermoplastes parmi les déchets et
objets qu'ils reçoivent.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 16 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
L'expérience acquise sur le terrain nous prouve que cette acquisition de connaissance est
possible et opérationnelle, qu'elle peut s'étendre à une classification en plus de 6 familles ou
types (incluant par exemple les ABS ou polycarbonates), et que la mise en œuvre d'un
protocole de tri sur tapis est tout à fait réalisable, avec des investissements et des coûts
d'exploitation raisonnables.
En fait le seul facteur limitant est le débit de matières à trier qui détermine la possibilité et la
faisabilité de l'emploi de brigades de tri plus ou moins nombreuses.
2.3.4 Sur tri, séchage, lavage et indésirables
D'une manière générale nous ne réalisons pas de sur tri des plastiques, mais il est
nécessaire que chaque opérateur sur la ligne de tri sache écarter les déchets ou rebuts qui
présentent une indésirabilité forte comme par exemple:
• Emballage souillé par des matières suspectes ou non identifiables (peintures,
poudres, graisses et huiles brunes)
• Plastiques techniques ou complexes (ABS, polystyrène expansé, polycarbonates,
plastiques multi couches, ou contenant des PBB, PBBE et PBBO…)
• Objets dangereux (seringues, contenants étiquettes avec un risque biologique)
Cette mise à l'écart ne signifie pas que les déchets ainsi extraits ne seront pas traités mais
plutôt qu'il pourront l'être sur la base d'un lot ayant atteint la taille critique permettant sa
manipulation avec les précautions voulues.
Le séchage des déchets triés est parfois nécessaire du fait des conditions climatiques ou
parce que leur provenance, leur mode de production induit qu'ils sont humides ou retiennent
des liquides (solutions aqueuses, jus organiques).
En effet le mode de production inclut une phase de séchage « flash » mais qui requiert un
taux d'humidité relative (Hr) relativement bas.
Pour produire un séchage efficace et à faible consommation d'énergie il est de loin préférable
de sécher des flocons de matière plutôt que les objets ou déchets bruts, c'est donc avec un
procédé de type « trommel à air chaud » que nous procédons au séchage critique des
flocons.
Dans le cas de matières particulièrement humides le séchage est réalisé dans une trommel
où circule un flux d'air chaud mu par un ventilateur surpresseur qui s'alimente sur un
échangeur thermique dont la source est constituée de certaines parois du four, dans la
majorité des cas le séchage est fait dans les colonnes de stockage où un flux d'air
déshumidifié est mis en circulation.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 17 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
2.4 L'approvisionnement en fines minérales
Les fines minérales constituent en masse les quatre cinquièmes de notre approvisionnement,
elles sont le « lest » ou la « charge » que les plastiques lient.
Ces fines sont produites par les installations de broyage de roches (granulats) ou directement
en carrière lors de l'extraction des roches, elles sont cristallines de diverses origines, dureté
et pulvérulence.
La part la plus importante de notre approvisionnement proviendra des installations de
broyage.
Pour ce qui concerne ce type d'installation, il faut savoir qu'une proportion importante des
fines ou ultra fines (particules < 120 μ) sont piégées dans l'eau, soit en cours de broyage soit
en phase de lavage, car leur impact environnemental est avéré et ces installations classées
sont strictement réglementées.
Ainsi la majorité des productions de fines se réalise sous la forme de boues de lavage, et
sont le résultat de la décantation (deux phases) des flux d'eau utilisés pour:
• Générer le « brouillard » de capture des ultra fines sèches émises en milieu aérien
• Laver les granulats sur tapis ou en trommel de manière à les débarrasser des fines
« collantes ou accrétives » sachant qu'à ce stade on collecte aussi un faible
pourcentage d'argiles
En France chaque année, les industriels de ce secteur produisent plus de 6 millions de
tonnes (évaluée en matière sèche) de fines sous forme de boues plus ou moins denses
(turbidité variant de 250 g/l à 600 g/l dans le meilleur des cas).
Il existe très peu de filières de valorisation viables pour ces boues, du fait de leur caractère
semi colloïdal, compliqué par la présence d'argiles (5%) et surtout parce qu'elle restent à
l'état de boues.
Si les industriels visent une valorisation partielle de ce matériau, la première étape qu'ils ont
à franchir est d'assécher les boues au maximum pour obtenir des gâteaux feuilletés avec une
humidité relative (Hr) de l'ordre de 25%.
Au vue de ce tableau général, l'enjeu est clair tant pour les producteurs de granulats que
pour nous, qui nous proposons en recycleurs, car il s'agit de soutenir un projet de valorisation
massif de ces déchets à hauteur d'une fraction significative du total. En effet, c'est à ce prix
que les industriels producteurs investirons dans des systèmes de déhydratation plus poussés
(lagunage optimisé, finition en déhydratation par électro osmose)
A ce jour, la question reste posée de savoir si notre activité bénéficiera d'un
approvisionnement payé ou payant, et la réponse dépendra de notre capacité à créer une
offre massive et à compléter l'assèchement des boues sur notre site de production.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 18 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Disons pour conclure que sur le site du projet pilote, les fines sont livrées gratuitement avec
une siccité suffisante pour un séchage rapide et peu couteux en trommel et que de plus le
producteur sera amené à participer à l'investissement sur l'outil de production installé en
proximité immédiate de son unité de broyage.
A l'évidence l'une des questions majeures conséquentes des difficultés de cet
approvisionnement en fines est celui du transport et nous envisageons qu'à l'optimum nos
outils de production soient contigus de celui des producteurs de fines.
2.5 La préparation des intrants
2.5.1 Le broyage des plastiques
Nous sommes guidés à ce stade par le souci d'homogénéiser la granulométrie des matières
reçues et triées en 3 groupes de telle sorte que le stockage, l'introduction dans le circuit de
fonte (four) et le processus de fonte lui même soient optimisés.
Sans rentrer dans le détail disons que le broyage des déchets est effectué avec deux types
d'outils:
• Des broyeurs à couteaux (déchiquetage / découpage) pour les matières solides et
rigides ou souples épaisses
• Des broyeurs à écrasement et dilacération (pression / déchirement) pour les sacs
plastiques
Dans les deux cas le réglage de granulométrie est du non seulement à la forme des engins
de coupe (couteaux, griffes etc), à la vitesse de rotation des rotors porte outils et au filtre
passant de la grille.
La granulométrie est déterminée, à l'intérieur d'un des trois groupes, par la recherche d'un
rapport constant entre la masse d'un flocon de matière et sa « portance » dans le flux
aéraulique qui anime le four cyclone.
La portance elle même est déterminée non seulement par la forme du flocon (concave /
convexe, bords droits / déchiquetés, configuration plane / linéaire / nodale) mais aussi par la
masse spécifique de la matière.
Néanmoins étant donné la brièveté du transit aéraulique et la possibilité de surdimensionner
la pression du flux d'air chaud et de limiter les débords de trajectoire des particules de
portance différentes dans un conduit, c'est finalement la densité qui est le facteur
discriminant.
Sur cette base, chaque famille typique du groupe est traitée distinctement dans la phase de
broyage car c'est à cette condition que le « train » de flocons mis en contact des fines sera
amené à une température homogène et atteindra sans se « disloquer » le Tf ou Tr recherché.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 19 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Par exemple dans le premier groupe (PS r, PVC r, PE BD) le PVC r devra être d'une
granulométrie plus fine que les deux autres de même que le PS c par rapport au PE BD.
2.5.2 Le stockage
Le stockage est une opération qui revient cher car non content d'immobiliser de la matière,
ce qui a un coût surtout pour des produits volumiques à faible valeur ajoutée, il faut assurer
des ruptures et des reprises de charge, autre coût souvent significatif.
Nous avons donc voulu privilégier un processus en flux tendus qui se décrit brièvement
comme suit, sachant qu'à l'optimum ces 3 opérations sont effectuées le jour même:
• Acquisition des déchets collectés
• Tri par familles et constitution de 5 dépôts à la sortie du tri plus les 2 ou 3 stocks de
produits spéciaux
• Constitution des 3 dépôts (3 groupes à partir des 5 familles)
Le lendemain deux opérations suivent:
• Broyage, séchage et convoyage pneumatique des flocons dans un silo de stockage
(3 groupes = 3 silos, chacun pour un stock égal à une semaine de collecte)
• Production
Le seul stockage est celui des flocons secs de produits triés et il est réalisé dans des silos qui
alimentent directement la ligne de production assurant ainsi un minimum de rupture de
charge.
2.6 Le procédé de production
Rappelons que les thermoplastes sont constitués de macromolécules linéaires, que les
polymères de ce type sont en principe solubles et fusibles (susceptible de fondre).
• On peut donc les fondre, puis les former à l’état fondu,
• Ils gardent leur forme après refroidissement et peuvent être fondus à nouveau, pour
recevoir une nouvelle forme.
• A basse température les macromolécules linéaires sont enchevêtrées, le produit est
dur, tenace (résiste à la rupture), non élastique, parfois cassant (mais moins que le
verre).
A une température plus élevée (souvent voisine de 100°), l’agitation moléculaire croissante
provoque la rupture d’un nombre grandissant de liaisons, les chaînes acquièrent une certaine
liberté leur permettant de se tendre et de se détendre, sous l’action de forces extérieures, le
produit devient alors élastique, caoutchouteux.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 20 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Cet état convient pour certains formages.
Si on élève encore la température, il n’y a presque plus de liaisons, les molécules peuvent
glisser les unes sur les autres, le produit passe progressivement à l’état liquide et c'est
généralement dans cet état que le thermoplaste peut être mis en forme.
Dans notre cas, les deux possibilités existent, à savoir que l'on cherche à obtenir à la sortie
du « four » une pâte molle mais non liquide qui est reçue dans le dispositif d'extrusion où les
pressions exercées augmentent la température, donc permettent de fluidifier la pâte pour en
faire une « lave » de fluidité telle qu'elle soit apte au formage.
Notre dispositif de production (le four) se compose donc des éléments suivants:
Un convoyeur à bande pour l'alimentation du silo de stockage / séchage des fines
Stockage
Un silo contenant les fines minérales sèches
3 silos contenant les flocons des 3 groupes de matières
Deux à trois silos pour les colorants et adjuvants en poudre
Pour chaque silo, une trémie avec vis doseuse qui extrait les matériaux et assure le dosage
Une émotteuse qui homogénéise la granulation particulaire et le mélange des fines minérales et des adjuvants à la sortie de
la vis doseuse
Centrale hydraulique pour vis d'extrusion, vis doseuses, émotteuse et ailerons aubettes du mélangeur
Alimentation
Une trémie qui permet l'admission des fines minérales et des adjuvants par venturi dans un mélangeur statique tubulaire à
aubettes
Un venturi pour l'admission des fines et adjuvants dans le mélangeur statique
Trois venturi placés à intervalles précis sur la chambre de mélange de manière à introduire les flocons issus de chacun des
trois silos
Mélangeur statique à aubette (section fines et adjuvants)
Un générateur (gaz ou biométhane) couplé à un ventilateur surpresseur (8500 pa) qui produit le flux d'air chaud (300° C à
450°C) qui est injecté dans le mélangeur statique en circuit fermé avec un cyclone de dépoussiérage
Fusion extrusion
Chambre de mélange en lit fluidifié (Φ 140 mm)
Une « cornue » qui accumule à l'extrémité de la chambre de mélange l'accrétion des fines (avec adjuvants) et des flocons
amenés à la température de fusion ou de ramollissement.
Une vis hélicoïdale à pas variable et pales mixtes (avancement et mélange) enserrée dans un tube tronconique (Φ 100 à Φ
75) , qui reprend le mélange d'accrétion en fonds de cornue et l'amène à la chaîne de moulage.
Contrôle et commande
Capteurs de débit sur les vis d'alimentation
Capteurs de température sur la ligne d'accrétion et extrusion
Capteur de débit et de vélocité du flux sur le mélangeur statique et le venturi plastiques
Poste de traitement des signaux, de suivi et de commande
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 21 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Schématiquement le processus de production peut se représenter ainsi:
2.7 Le moulage
Sans anticiper sur la présentation des produits notons que les deux gammes que nous
prévoyons de décliner, dans le secteur des matériaux routiers et du génie civil, seront
constituées de produits « massifs » ou « longs ».
Pour cette raison nous prévoyons de mettre en place deux lignes de moulage:
• Un carrousel pour les produits massifs
• Une ligne de laminage pour les produits longs
Dans les deux cas il s'agira d'alimenter par extrusion des moules non clos, c'est à dire
constitué d'un fond et de bords de forme. Avec cette technique la lave dosée, grâce à la vis,
pour le volume d'un moule y est forcée en remplissage sous l'action d'une presse qui se
substitue au couvercle du moule.
L'action de la presse est verticale quand il s'agit d'un carrousel et tangentielle dans la
configuration laminoir. Carrousel et laminoir ne fonctionnent pas à l'identique; le premier
s'organise comme une chaîne sans fin affectant la forme d'un anneau alors que le second est
constitué de l'assemblage de deux fonds de forme superposés qui se déplacent en
translation et pivotent sur leur axe longitudinal.
Les schémas qui suivent en fournissent une représentation sommaire:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 22 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
L'intérêt de ces deux technologies réside d'abord dans la simplicité et la robustesse tant à la
fabrication qu'à l'emploi, ensuite il faut souligner le fait qu'il s'agit de modes de moulage à
forme partielle, c'est à dire que les moules sont des « fonds de forme » ce qui convient
parfaitement aux types d'objets que nous voulons produire.
Le moulage en « fonds de forme » impose un pressage ou un laminage mais présente
plusieurs avantages:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 23 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
• Il ne nécessite pas que la pression soit forte à l'extrusion mais requiert un réglage
précis de la dose de produit à déposer dans le moule
• Le risque de compression de gaz explosifs dans le moule est pratiquement éliminé
• Le démoulage est beaucoup plus facile à opérer et les moules sont plus simples et
moins coûteux à réaliser
Notons que le laminage est une technologie plus complexe que le pressage et nous
l'employons pour la gamme des produits longs et fibrés qui sont d'épaisseur relativement plus
faible que les produits massifs obtenus par pressage.
Dans les deux cas, chaque opération de moulage génère des chutes et des ébarbures qui
sont le résultat du travail de finition de pièces et de nettoyage des moules. Ces matières sont
bien entendu récupérées, broyés et et recyclées dans le circuit de production.
Enfin rappelons que ces deux procédés requièrent une alimentation discontinue en « lave »
plastique, laquelle est directement fonction de la taille de la cornue d'accrétion et de la
variabilité de la vitesse de la vis.
2.8 Les produits envisagés
Nous sommes résolument orientés sur deux gammes de produits qui s'insèrent dans les
marchés de l'équipement routier et du bâtiment / génie civil.
Pour ce qui est du marché de l'équipement routier nous prévoyons de concevoir et de
produire deux équipements très ciblés:
• Des géogrilles massives
• Des glissières d'autoroutes ou dispositifs d'Interruption de Terre Plein Central (ITPC)
Dans le secteur du Bâtiment et Génie Civil nous prévoyons une gamme plus large mais qui
débutera avec deux produits:
• Des éléments de façade végétalisée en hydroponie
• Des pavés autobloquants drainants
Pour ces deux marchés il s'agit de proposer des produits innovants et à forte plus value
environnementale et technique, avec en premier lieu le souci de ne produire que des objets
qui bénéficient pleinement de la singularité qu'offre l'alliance d'un liant plastique avec une
charge minérale massive.
En quelques mots, les caractéristiques que nous voulons promouvoir pour chacun de ces
produits peuvent être résumées ainsi:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 24 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
• Les géogrilles massives ouvrent des perspectives nouvelles et porteuses dans le
secteur de la construction de routes, pistes, trottoirs, parking sans produits
bitumineux ou cimentiers avec une capacité de percolation non destructrice qui
draine verticalement les précipitations pluviales ce qui contribue significativement à la
prévention des inondations.
• Les glissières seront des produits fibrés (bambous, chanvre) et chargés en fines mais
avec une forte dose de liant plastique, elles visent à accroitre certaines
caractéristiques des produits métalliques dont notamment
• une plus grande élasticité et donc un meilleur amortissement au chocs avec
des déchirements non dommageables aux véhicules et aux usagers
• Une meilleure résistance aux intempéries sans l'impact environnemental du à
l'emploi d'alliage ou de revêtements polluants
• Les éléments de façade végétalisées hydroponiques cumulent plusieurs fonctions:
• Accueillir une ou plusieurs plantes dans un conteneur doté d'une grille de
fixation racinaire et d'un bac de rétention des fluides nutritifs, avec la
possibilité de connecter les éléments d'une façade en plusieurs réseaux.
• Apporter aux murs en béton, bois ou aglos une protection durable contre les
agressions pluviales et l'humidité mais aussi une protection acoustique et
thermique.
• Les pavés autobloquants et drainants constituent la base du fonds de commerce de
notre projet, s'il n'est plus besoin de faire la preuve de leur efficacité et de leur
succès, il restait à concevoir un mode de production qui les mettent à la hauteur de la
concurrence des produits issus de béton.
2.9 Modéliser une entreprise équitable
2.9.1 Une organisation en centre de profits
Un atelier de production de produits massifs ou longs à partir de ce matériau mixte, constitué
d'un liant plastique, de fines minérales et / ou de fibres, nécessite une organisation structurée
sur quatre métiers bien distincts.
Nous recherchons donc à établir et à pondérer des « rapports clients / fournisseurs » entre
les quatre métiers qui interagissent pour atteindre l'objectif de production.
Le schéma suivant propose une approche linéaire et thématique de cette organisation:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 25 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Une entreprise équitable est d'abord une entreprise rentable, viable économiquement, c'est
un centre de profit où la répartition des revenus se fait équitablement.
4 brigades et une cellule de gestion assurent la bonne marche de l'entreprise, chacune de
ces entités étant parfaitement indispensable aux autres tout en assurant une responsabilité
spécifique.
Le principe fonctionnel que nous souhaitons promouvoir est de distribuer les tâches et donc
les revenus dans un schéma de sous traitance contractuelle dans lequel le travail est
rémunéré au résultat et non pas au temps passé.
Par ailleurs dans ce schéma le résultat est évalué sur une base quantitative et qualitative et
un tarif de rémunération est fixé contractuellement
2.9.2 Les différentes forces de travail
La brigade de collecte a le rôle essentiel d'assurer l'approvisionnement en plastiques sur un
gisement ciblé (DMA et DIBA), c'est elle qui demande le plus de main d'œuvre, certes non
qualifiée mais au contact du client (le producteur de déchets)
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 26 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
La brigade de collecte est soumise à des contraintes lourdes puisqu'elle doit:
• Couvrir un territoire étendu pas toujours praticable même à pied ou avec un véhicule
léger
• Assurer un ramassage régulier de telle sorte que le producteur n'accumule pas de
stock chez lui
• Transférer et comptabiliser ses collectes primaires vers des points de regroupement.
• Assurer des collectes spécialisées (DIBA) et des transferts vers le centre de
production
La brigade de préparation est la seconde en envergure, elle doit être formée de personnels
qui tournent entre des postes de collecte et des postes de préparation, les tâches spécifiques
à la préparation ne requièrent pas plus de spécialisation que celles liées à la collecte, où des
connaissances communes aux deux tâches, mais les cadences de travail et les gestes y sont
plus contraints, les rendements plus organisés.
La brigade de production est au cœur du processus, peu de personnels y sont affectés mais
ils doivent être qualifiés. Leurs tâches sont techniques et requièrent une précision assez
élevée:
• Lecture des signaux de suivi du four et du moulage
• Commande des dosages d'approvisionnements en intrants
• Réglage des apports énergétiques
• Réglage des cadences d'extrusion et de moulage
• Maintenance et entretien des équipements
La brigade de vente vient en aval pour assurer la commercialisation et la distribution des
produits, en amont elle est responsable de la trésorerie de l'entreprise et de sa capacité à
opérer en flux tendus. Elle doit donc comprendre des personnels capables d'apprécier la
portance des marchés, de mobiliser les acheteurs, d'arrêter des commandes fermes,
d'organiser les livraisons et les paiements.
La cellule de gestion est au service des quatre brigades, elle assure la transcription des
efforts et des résultats de chaque brigade, valide avec elles la conformité des résultats avec
les objectifs quantitatifs et qualitatifs, applique le tarif de rémunération émets les paiements
des factures de sous-traitance. C'est elle aussi qui gère les frais fixes et les coûts
d'exploitation du centre de production et des outils mis en commun (véhicules, équipements
individuels etc).
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 27 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
2.9.3 L'investissement technologique configure un
fonctionnement en « banalité »
En fin de compte l'outil de production et les équipements mis en commun constituent un
investissement que nous souhaitons mettre à disposition de ces quatre brigades afin qu'elles
s'articulent autour de lui comme les paysans et les boulangers s'organisaient avec le meunier
autour d'un moulin banal.
Les modalités du retour sur investissement que nous attendons seront définie à l'avance et
les facilités que nous proposerons conditionneront la mise en œuvre et la durabilité du
système de sous-traitance, du barème tarifaire et donc d'une répartition équitable des
revenus pour chaque opérateur quelque que soit sa brigade et son rôle.
En fait nous nous écartons d'un schéma qui enferme un salarié dans un rôle figé avec des
revenus faibles même si relativement stables, nous souhaitons promouvoir la poly-activité, la
responsabilité des individus et des forces de travail au sein d'un schéma fonctionnant au
mérite mais pas sur la base d'une appropriation capitalistique au bénéfice des seuls
détenteurs de moyens financiers
Ainsi la cession de propriété progressive de l'outil de production, des équipements communs
et du droit d'exploiter le procédé se fera sur la base d'une répartition équitable de parts
sociales pour chaque brigade et à l'intérieur des brigades pour chaque personnel en fonction
de son implication dans le rythme et la qualité de production.
Pour assurer le bon déroulement des projets d'entreprise nous resterons donc directement
impliqués dans la constitution et la formation de la cellule de gestion, et nous serons donc en
permanence capables de maintenir ou de retirer la franchise que nous aurons mis en place.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 28 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
3 Le pilote à Maurice
3.1 Résumé du projet
Valider la technologie et sa mise en œuvre en grandeur réelle dans
le cadre d'un projet pilote, sur un territoire significatif et dans le respect
de l'objectif général du projet notamment celui d'une répartition équitable
des responsabilités et des ressources entre le secteur privé industriel et
Objectifs le secteur informel.
Valider un modèle applicable dans d'autres territoires par diffusion
de la technique et du savoir-faire en créant la première entreprise
équitable
Localisation A définir
Durée 24 mois
Groupes cibles Les populations et le secteur informel voisins du site de production
Il s'agit avant tout de valider un processus de fabrication respectueux
Description de
des règles de l'art et d'assurer une commercialisation profitable pour des
l'action
produits à plus value technique et environnementale élevée
Recycler en un an 20 000 T de fines issues du concassage de basaltes
et 5 000 T de déchets plastiques
Les chiffres La production moyenne par jour est positionnée à 70 T soit sur un
rendement horaire de 5 T sur une base de 2 x 8 H / J
Le niveau de rejet qualité est escompté à 30% de la production
Production de
7 000 T / an soit 70 000 m2
pavés
Production de
5 250T / An soit 420 000 m2
géogrilles
Production de
5 250 T / An soit 189 000 m2 ou 420 000 ml
glissières
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 29 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
3.2 Le contexte Mauricien
L'île Maurice, avec une population multiculturelle d'environ 1,3 M d'habitants sur un territoire
de 1 865 km2, connait une densité de population parmi les plus élevée au monde.
Le territoire national y est de plus en plus marqué par l'urbanisation en contraste avec le
paysage agricole et rural, essentiellement occupé par la culture de canne à sucre.
L'économie mauricienne fait de cette île de l'Océan Indien un modèle de développement
parmi les pays de la région et l'amène nettement dans le rang des pays émergents si ce n'est
développés pour certains de ses secteurs d'activité comme l'agro-industrie, le tourisme et les
services bancaires.
Chaque année l'île Maurice doit gérer 400 000 T de déchets qui sont issus de services de
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 30 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
collectes qui couvrent environ 90 % du gisement réel. La totalité de ces déchets est enfouie
à Mare Chicose, Centre d'Enfouissement Technique aux normes internationales, et très peu
de déchets font l'objet de collecte sélectives et de recyclage en amont du traitement final.
L'essor du recyclage et des collectes sélectives est lent mais réel, c'est un sujet d'actualité
qui s'oppose au projet d'incinération largement combattu par divers mouvements populaires
réunis en un collectif.
Pour conclure disons que l'île Maurice présente l'avantage unique dans la région d'être
particulièrement bien positionnée à l'interface des pays en développement africains, de
l'Europe, de l'Inde et dans une moindre mesure de la Chine, pays avec lesquels qui elle
entretient des rapports économiques et culturels très actifs. Enfin à Maurice l'initiative
entrepreneuriale est soutenue par une gestion gouvernementale libérale et fiscalement
favorable mais aussi par la dynamique culturelle et la stabilité politique qui caractérise ce
pays.
3.3 Deux points d'appui privilégiés
Le projet « Maurice Ile Durable (MID) (initié par Joël de ROSNAY, conseiller spécial du
Premier Ministre) a pour objet de promouvoir Maurice comme une destination écologique et à
amener l'île à l'autonomie énergétique par le biais d'un mixte énergétique à réaliser d'ici
2028.
D'autre part la loi de finance 2009 impose désormais aux entreprises bénéficiaires de
consacrer 2% de leur profit à un fond de financement d'activités socialement responsables.
Elles pourront également reverser ce pourcentage au gouvernement pour lutter contre la
pauvreté.
3.4 Disponibilité du gisement
En ce qui concerne le gisement des déchets plastiques à Maurice il faut savoir qu'avec
10% de sa masse de déchets constituée de plastiques l'île Maurice produit donc chaque jour
environ 95 T de ce déchet dont les recycleurs actuellement en place ne gèrent directement
que 10 T/J à 12 T /J.
Il reste donc de la place pour un projet de recyclage dont le potentiel, s'il est calculé sur la
base de 100 000 T de fines minérales à recycler pourrait accepter un approvisionnement de
65 T/J à 70 T/J soit environ 70 % du gisement non recyclé.
La bonne marche du projet pilote implique un approvisionnement suffisant et régulier de la
matière première, constituée de déchets de plastique, et la nécessité d'établir des accords de
partenariat avec le secteur informel des trieurs et collecteurs de rue et les associations qui
les soutiennent.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 31 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Dans le cadre du pilote notre objectif est relativement sobre puisque limité à une production
d'environ 66 T / J ce qui représente environ 20 000 t de fines minérales et 4 000 t de déchets
plastiques (soit 5 000 T collectées en comptant les refus)
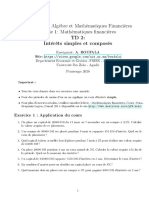
Le schéma suivant propose une représentation schématique du gisement de déchets
plastiques évalués sur la base d'un gisement total collecté d'environ 400 000 T
Représentation schématique du potentiel de recyclage des déchets plastiques à Maurice (Par An)
40000
Gisement total de déchets
35000 plastiques (T)
estimation de la fraction
30000 des déchets plastiques
collectés et recyclés (T)
Fraction réaliste du gi-
25000
sement de déchets plas-
tiques collectable (T)
20000 Quantité de déchets plas-
tiques à collecter pour le
15000 projet pilote
10000
5000
3.5 Le partenaire industriel
Dans ce contexte la logique de la recherche partenariale est de s'adresser à un groupe
local fortement impliqué dans une activité de production d'agrégats et de matériaux de
construction.
Ce choix stratégique nous permettra de crée une double interface avec notre projet:
• Les fines minérales constituent pour les producteurs d'agrégats un problème
croissant en termes de recyclage et de traitement, or notre procédé utilise 4 parts de
fines pour une part de plastiques recyclés, nous avons donc un potentiel important à
offrir.
• Les producteurs d'agrégats sont souvent investis aussi dans la production et la
commercialisation de nombreux types de matériaux de construction, du bloc en
aggloméré de béton au pavé en passant par des produits plus complexes et notre
projet vise la fabrication de plusieurs produits qui s'insèrent parfaitement dans cette
gamme
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 32 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Notons aussi que de nombreuses entreprises mauriciennes sont amenées à faire face à la
nouvelle donne socioéconomique portée par la levée de ce fond de solidarité sociale et
pourraient contribuer à soutenir la structure qui gèrera en amont le tri à la source, la collecte
sélective, le sur tri et la préparation technique des plastiques nécessaires au projet.
3.6 Le partenaire en ingénierie
Le développement technologique du procédé est confiée au bureau d'études international
e.venture Ltd. Installé à Maurice en 2004 et spécialisé depuis plus de 15 ans en ingénierie du
traitement des déchets.
e.venture Ltd qui a une forte expérience en R&D dans son domaine, propose une technologie
innovante pour cette fabrication comme pour la production de l'énergie nécessaire à son
fonctionnement. e.venture Ltd aura donc la charge de développer une unité pilote de taille
réelle qui combine plusieurs innovations techniques alliées à une grande simplicité
conceptuelle.
e.venture Ltd va aussi investir en parallèle sur la mise en œuvre d'un biodigesteur de petite
taille destiné au traitement de déchets avicoles et qui sera positionné sur le site de
production.
Le recours à la bio méthanisation, en tant que procédé de valorisation biologique et
énergétique des déchets organiques s'insère dans le projet «Maurice Ile Durable» (MID) et
permettra d'approvisionner l'unité de production en énergie thermique et en électricité. Le
principe fonctionnel de l'unité de production, qui donnera lieu à un au plusieurs dépôts de
brevets, n'est pas développé ici pour des raisons évidentes de confidentialité.
3.6.1 Le partenariat social
« Mission Verte » une ONG mauricienne spécialisée dans la gestion des déchets a été
pressentie pour assurer l'interface souhaitée et pour soutenir les brigades de collecte.
D'un autre côté l'ONG IDS, qui a une grande expérience dans le domaine de l'appui au
secteur informel sera susceptible d'intervenir pour fournir l'assistance technique nécessaire.
3.6.2 L'organisation du groupement de moyens
Dans tous les cas notre intervention sera organisée dans le cadre d'un groupement de
moyens qui réunira l'ensemble des opérateurs et qui se structurera comme suit en termes de
responsabilités:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 33 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
IDS et
Responsabilité dans
e.venture UBP mission GD RM
le projet verte
Direction générale √ √ √
Structuration de
l'entreprise équitable √ √ √ √
Appui aux opérations
de collecte √ √ √ √
Conception et mise en
place du prototype √ √
Organisation et suivi
de la production √ √ √
Marketing et ventes √ √ √ √
Suivi qualité et
franchise √
Communication √ √
Financement √ √
3.6.3 La recherche d'un partenaire international
Réaliser une étude de faisabilité puis monter et exploiter un projet pilote est une opération
nécessaire mais pas suffisante pour assurer la pérennité du projet.
Il faut que ce pilote porte la possibilité de duplications dans d'autres pays, et s'adapte à
d'autres productions.
Nous recherchons donc aussi, en plus de notre partenaire local, un partenaire industriel
implanté à l'international notamment dans le secteur des travaux routiers.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 34 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
4 Approche critique du projet
Plusieurs points critiques sont apparus que nous devrons traiter en priorité, ces seuils de
risque peuvent être résumés en trois questions principales:
4.1 Stratégie économique et sociale
La profitabilité du projet dicte ses règles de construction et de fonctionnement mais comment
concilier l'approche « centre de profit » avec un souci légitime de répartition équitable des
revenus ?
C'est dans le cadre du pilote que la démonstration sera faite de la viabilité du schéma
d'entreprise équitable qui est censé répondre à cette question
Il faudra aussi tenir compte des différences culturelles, sociales et économiques qui séparent
les PMA des pays riches du Nord
4.2 Faisabilité du projet final
La faisabilité de ce projet doit être étudiée après validation de l'APS, les conclusions de
l'étude de faisabilité devront permettre de démontrer dans le cadre du pilote:
• Que la typologie des produits à fabriquer correspond bien à une demande
économiquement viable
• Que le processus de production est fonctionnel et acceptera des optimisations qui ne
remettent pas en cause le principe tout en améliorant les rendements, la sécurité et la
stabilité qualitative
• Que le système d'organisation des collectes sélectives est fonctionnel et qu'il
permettra de passer du seuil pilote à une vitesse et envergure de croisière ciblée
4.3 Financement du budget au stade du pilote
Prenant pour acquis que l'étude de faisabilité qui suit l'APS doit être financée en amont du
pilote il faut néanmoins considérer que le financement du pilote est un point critique, car il
comprends plusieurs éléments constitutifs du risque général du projet
• Le pilote finance l'investissement sur le prototype
• Le pilote finance les investissements des équipements pour les brigades de collecte
et de préparation
• Les revenus du pilote ne sont pas assurés autant que pour une production éprouvée
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 35 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
5 Le budget du projet
L'APS délivré ici a généré plus de 11 500 € de dépenses directes et il a été financé à hauteur
de 5 000 € par la fondation de Jacques Maillot.
Passé ce stade, nous recherchons deux budgets, le premier pour l'étude de faisabilité et le
second pour le montage et l'opération du projet Pilote.
Pour ce qui est du pilote, le partenaire industriel s'est engagé à contribué financièrement et
en nature et nous ne recherchons qu'un budget complémentaire
Au delà du pilote le projet devient une entreprise à part entière et devra fonder ses propres
financements sur des bases plus classiques.
Note importante
Les investissements sont quantifiés en Euros, dans la mesure où la majorité des dépenses
seront faites dans cette devise alors qu'à l'inverse dles coûts d'exploitation sont quantifiés en
roupies mauriciennes.
5.1 Le budget de l'étude de faisabilité
Ce budget comprend 6 postes principaux dont le budget prévisionnel se détaille comme suit:
Coût temps
Temps homme Sous traitance et Coût prévisionnel
Étude de faisabilité (J équipe )
homme
autres coûts (€) (€)
(€)
Modélisation des approvisionnements 22 12 650 3 000 15 650
Conception détaillée de l'entreprise équitable 10 5 750 3 001 8 751
Conception détaillée de deux à trois produits tests 30 17 250 8 000 25 250
Conception du prototype, plans d'exécution 45 25 875 10 000 35 875
Analyse prévisionnelle du marché pour les deux produits tests 20 11 500 2 500 14 000
Chiffrage et organisation détaillée du pilote 12 6 900 0 6 900
Total faisabilité 139 79 925 26 501 106 426
Prise en charge par e.venture Ltd 31 928
Budget à rechercher 74 498
Comme le montre ce prévisionnel sommaire les principaux coût sont ceux engagés
directement par e.venture Ltd qui devrait consacrer environ 80 000 € en temps homme sur
cette opération.
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 36 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Ce volume financier ne correspond qu'au manque à gagner du à la mobilisation d'environ 140
jours de temps équipe. e.venture ltd va investir à hauteur de 30% sur ce budget interne soit
32 000 € il restera donc à financer environ 48 000 €.
En ce qui concerne les dépenses liées à la sous-traitance, qui comprennent notamment la
participation de l'Institut Jean Lamour1 de Nancy elles sont établies sur la base de devis
négociés et constituent donc des investissements nets qu'il faut financer en totalité.
Notre recherche de financement pour l'étude de faisabilité se monte donc environ à 74 500 €
5.2 Le budget du pilote
5.2.1 Les investissements
A ce stade et en termes d'investissements il s'agit avant tout de passer des conclusions de
l'étude de faisabilité à une réalisation fonctionnelle, ce qui revient principalement à atteindre
deux objectifs:
• Transformer les plans et spécifications techniques de l'outil de production en un
prototype opérationnel.
• Constituer les 4 brigades et les organiser sur la base du schéma d'entreprise
équitable le plus approprié au contexte
En ce qui concerne les coûts d'exploitation il s'agira uniquement de garantir la disponibilité de
la trésorerie nécessaire car le pilote, bien qu'il se fonde sur un prototype, doit trouver son
équilibre financier voire générer de la marge.
C'est à l'issue de l'étude de faisabilité que le budget prévisionnel du Pilote sera proposé dans
sa version définitive mais il est d'ores est déjà possible d'en proposer ici une version
estimative sommaire.
Le budget à l'investissement comporte trois postes principaux qui sont présentés dans les
tableaux qui suivent:
• Construction et équipement de la chaîne de préparation
• Construction et équipement de la chaîne de fusion extrusion
• Construction et équipement de la chaîne de moulage
• Assemblage, montage et mise en route.
1
Le Laboratoire de physique des matériaux (LPM), le Laboratoire de science et génie des matériaux et de
métallurgie (LSG2M) et le Laboratoire de science et génie des surfaces (LSGS),
ainsi que le Laboratoire de chimie du solide minéral (LCSM) et Laboratoire de physique des milieux
ionisés et applications (LPMIA) et ont fusionné en une seule unité
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 37 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
L'investissement relais à prévoir pour les équipements de collecte primaire tels que les
bornes d'apport volontaire n'est pas estimé dans ce budget.
Ces postes d'investissement ont été évalués sur la base de l'étude de préfaisabilité et de
demande de devis estimatifs proposés par nos fournisseurs habituels.
L'étude de faisabilité seule pourra affiner ces valeurs sur la base des plans d'exécution et des
paramétrages techniques précis que nous pourrons alors produire.
En l'état nous considérons néanmoins que cette approche est réaliste même si probablement
pessimiste.
Notons aussi que nous n'avons inclus les travaux de bâtiment et Génie Civil faute de
connaître précisément encore le site d'implantation du projet
Coût
Investissements Chaîne de préparation et Coût
Notes Unité Quantité prévisionnel
stockage Unitaire
(€)
Table de tri et conteneurs de reprise 8 ml 4 000 1 4 000
Un dilacérateur et
Broyeurs deux Pièces 6 500 3 19 500
déchiqueteurs
Transporteur pneumatique pour le stockage des
Trois lignes Pièces 14 500 1 14 500
flocons plastiques
Trommel de séchage des plastiques 20 Pièces 11 500 1 11 500
Un convoyeur à bande pour l'alimentation du silo
20 m 10 000 1 10 000
de stockage / séchage des fines
Un silo contenant les fines minérales sèches 7,5 m3 2 679 1 2 679
3 silos contenant les flocons des 3 groupes de
10 m3 2 143 3 6 429
matières
Deux à trois silos pour les colorants et adjuvants
3 m3 1 071 2 2 143
en poudre
Pour chaque silo, une trémie avec vis doseuse
1 m3 214 1 214
qui extrait les matériaux et assure le dosage
Total chaîne de fusion extrusion 70 964
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 38 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Coût
Coût
Investissements (Chaîne de fusion extrusion) Notes Unité Quantité prévisionnel
Unitaire
(€)
Une émotteuse pour le mélange des fines
double rotor Pièce 4 500 1 4 500
minérales et des adjuvants
Centrale hydraulique pour vis d'extrusion, vis
doseuses, émotteuse et ailerons aubettes du 38 KW Pièce 6 000 1 6 000
mélangeur
Une trémie d'admission des fines minérales et
des adjuvants par venturi dans le mélangeur Tôle carénée Pièce 857 1 857
statique
Un venturi pour l'admission des fines et adjuvants
0,8 m 850 1 850
dans le mélangeur statique
Trois venturi sur la chambre de mélange pour
3 m 2 295 1 2 295
l'alimentation des flocons plastiques
Mélangeur statique à aubette (section fines et
1,8 m 4 620 1 4 620
adjuvants)
Un générateur thermique (8500 pa, 300° C à
20 m3 /H 29 650 1 29 650
450°C) avec cyclone de dépoussiérage
Chambre de mélange en lit fluidifié (Φ 140 mm) 4 m 4 500 1 4 500
Une « cornue » d'accrétion des fines et des
0,8 m3 4 000 1 4 000
flocons
Une vis d'extrusion hélicoïdale à pas variable et
1,2 m 21 000 1 21 000
pales mixtes (Φ 100 à Φ 75)
Analogique
Capteurs de débit sur les vis d'alimentation comptage de Pièce 180 5 900
tours
Capteurs de température sur la ligne d'accrétion Restitution
Pièce 660 4 2 640
et extrusion numérique et IF
Capteur de débit et de vélocité du flux sur le Volumétrique et
Pièce 500 2 1 000
mélangeur statique et le venturi plastiques Pitot
PC avec
Poste de traitement des signaux, de suivi et de
acquisition de Pièce 1 200 1 1 200
commande
données
Total chaîne de fusion extrusion 84 012
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 39 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Coût
Coût
Investissements (montage et mise en route) Notes Unité Quantité prévisionnel
Unitaire
(€)
Montage de la ligne de stockage des fines et des
BIOMADE J/H 800 10 8 000
plastiques
Montage de la ligne thermique (générateur,
BIOMADE J/H 800 8 6 400
séchage, etc)
Montage du mélangeur statique BIOMADE J/H 800 4 3 200
Montage de la ligne charges: émotteuse, trémie,
BIOMADE J/H 800 15 12 000
venturi pour les charges minérales et adjuvants
Montage de la ligne plastiques: venturi, cornue
BIOMADE J/H 800 12 9 600
d'accrétion, vis d'extrusion
Montage du carrousel de moulage « produits
BIOMADE J/H 800 12 9 600
massifs »
Montage de la ligne de moulage « produits
BIOMADE J/H 800 12 9 600
longs »
Réglages et mise en route e.venture Ltd J/H 575 14 8 050
Calibrage de la station de suivi et commande
e.venture Ltd J/H 575 30 17 250
(optimisation)
Total montage et assemblage 83 700
Le budget estimatif complet des investissements du pilote (hors bâtiment et génie civil) se
résume comme suit:
Coût
Investissements pour le pilote
prévisionnel (€)
Chaîne de préparation 70 964
Chaîne de fusion extrusion 84 012
Chaîne de moulage 52 790
Montage mise en route 83 700
Équipements collecte et préparation 25 000
Total investissements 316 466
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 40 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
5.2.2 Les coûts d'exploitation prévisionnels
A ce stade du projet l'APS ne peut que délivrer des coûts estimés qui seront affinés à l'issu
de l'étude de faisabilité
Nous avons distingué deux types de coûts, les frais fixes et les coûts variables qui sont
ventilés selon l'organisation en brigades précisée au paragraphe 2.9.
Au premier rang des charges fixes viennent les coûts salariaux car la collecte en amont des
points de regroupement a été évaluée sur la base de 66 opérateurs par points de
regroupement et nous comptons implanter 5 de ces points sur la zone d'implantation du
projet..
Chefs
Ouvriers Cadres (30 Totaux Totaux
Masse salariale S / Total d'équipes S / Total S / Total
(7000 Rs) (14 000 rs)
000 Rs) mensuels annuels
Brigade de Collecte 334 2 338 000 12 168 000 3 90 000 2 596 000 31 152 000
Brigade de Préparation 21 147 000 4 56 000 2 60 000 263 000 3 156 000
Brigade de Production 4 28 000 2 28 000 1 30 000 86 000 1 032 000
Brigade de Vente 6 42 000 3 42 000 1 30 000 114 000 1 368 000
Cellule de gestion 2 14 000 4 56 000 1 30 000 100 000 1 200 000
Total masse salariale 2 569 000 350 000 240 000 3 159 000 37 908 000
Les autres charges fixes sont moins lourdes dans le budget et s'estiment comme suit:
Totaux Totaux
Autres charges fixes
mensuels annuels
Remboursement capital investi (60 mois à 10,25%) 284 045 3 408 537
Assurances 21 000 252 000
Loyer site de production 25 000 300 000
Télécommunication 12 000 144 000
Fournitures de bureau et consommables 10 000 120 000
Provision pour assistance technique production 300 000 3 600 000
Provision pour assistance technique management 100 000 1 200 000
Provision pour assistance technique collecte 273 000 3 276 000
Total autres charges fixes 1 025 045 12 300 537
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 41 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Nous avons pris comme hypothèse que le capital investi était remboursé sur la base d'un
prêt à 10,25 % sur 5 ans, ce qui ne correspondant pas forcément à la réalité de ce qui sera
mis en œuvre mais permet de valider le prévisionnel sur une base comptable.
Les charges variables sont estimées sur la base des coûts opérationnels de chaque brigade,
seule la cellule de gestion est comptée en charges fixes
Coûts Coût Totaux
Charges variables Quantité
unitaires mensuel annuels
Collecte 593 704 7 124 444
Gestion et entretien des points de
3 000 5 15 000 180 000
regroupement (PR)
Transferts des PR vers centre de
115 741 5 578 704 6 944 444
production
Préparation 104 167 1 250 000
Tri 1,50 23 148 34 722 416 667
Broyage 3,00 23 148 69 444 833 333
Production 576 667 6 920 000
Énergie 5,00 73 500 367 500 4 410 000
Adjuvants 2,00 417 833 10 000
Fibres 500,00 417 208 333 2 500 000
Vente 20 833 250 000
Stockage distribution 8,00 2 083 16 667 200 000
Suivi et prospection 2,00 2 083 4 167 50 000
Total charges variables 1 295 370 15 544 444
Dans ce tableau les coûts unitaires sont fonction soit du volume soit de la masse traités, sauf
pour la consommation en énergie qui est calculée en termes de kWh sur une journée de
production de 14 H.
Les valeurs nominales sont bien entendu estimatives mais réalistes. La répartition des
différentes charges dans le budget peut être représentée schématiquement comme suit:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 42 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Ventilation des charges dans le budget
24%
Masse salariale
Autres charges
fixes
Charges variables
58%
19%
5.2.3 Les revenus
Nous avons prévu de ne fabriquer que trois produits, sur la base d'une ventilation de masse
qui se présente comme suit:
Production Mensuel Annuel
Total traité en fines 1 667 20 000
Total traité plastiques 417 5 000
% de rebuts et rejets 30,00% 30,00%
Tonnage produits 1 458 17 500
Masse 1 pavé 2 2
% de production pour les pavés 40,00% 40,00%
Q de pavés produits 291 667 3 500 000
Masse 1 géogrille 6 6
% de production pour les géogrilles 30,00% 30,00%
Q de géogrilles produites 72 917 875 000
Masse 1 glissière 25 25
% de production pour les glissières 30,00% 30,00%
Q de glissières produites 17 500 210 000
Notons que nous escomptons que 70% de qualité sur la production ce qui est raisonnable en
phase pilote, sur cette base les revenus sont estimés ainsi:
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 43 / 44
e.venture Ltd Tous droits réservés Document strictement confidentiel
Prix Revenu Revenu
Revenus Quantité
unitaires mensuel annuel
Vente de pavés 2,00 291 667 583 333 7 000 000
Vente de géogrilles 30,00 72 917 2 187 500 26 250 000
Vente de Glissières 300,00 17 500 5 250 000 63 000 000
5.2.4 Le compte de résultat prévisionnel sommaire
Compte de résultat sommaire Mensuel Annuel
Masse salariale 3 159 000 37 908 000
Autres charges fixes 1 025 045 12 300 537
Provision pour assistance technique production 300 000 3 600 000
Provision pour assistance technique
100 000 1 200 000
management
Provision pour assistance technique collecte 273 000 3 276 000
Total charges fixes 4 857 045 58 284 537
Collecte par brigades 593 704 7 124 444
Provision pour collecte Hôtels et DIBA 30 000 360 000
Préparation 104 167 1 250 000
production 576 667 6 920 000
Vente 20 833 250 000
Total charges variables 1 325 370 15 904 444
Total des charges 6 182 415 74 188 982
Vente de pavés 583 333 7 000 000
Vente de géogrilles 2 187 500 26 250 000
Vente de glissières 5 250 000 63 000 000
Total des revenus 8 020 833 96 250 000
Solde 1 838 418 22 061 018
e.venture Ltd, 42, Quartier du Baobab, Labourdonnais, Mapou, Ile Maurice.
Tel (230) 266 9494 fax (230) 266 89 06 email: e.venture@orange.mu Page 44 / 44
Vous aimerez peut-être aussi
- Eco Conception MecanicienDocument51 pagesEco Conception MecanicienTristan DelplacePas encore d'évaluation
- InersDocument84 pagesInershhPas encore d'évaluation
- PE Vers+la+poubelle+intelligenteDocument42 pagesPE Vers+la+poubelle+intelligentedxsszsz0% (3)
- Pro Carton Guide Mai06Document28 pagesPro Carton Guide Mai06Yassine ZaharPas encore d'évaluation
- Recyclage Des TonersDocument26 pagesRecyclage Des Tonerscodef1exbetPas encore d'évaluation
- Le Charbon Vert Espoirs Et Réalités Dune Alternative Énergétique Séduisante1 PDFDocument69 pagesLe Charbon Vert Espoirs Et Réalités Dune Alternative Énergétique Séduisante1 PDFNGANKAMPas encore d'évaluation
- Catalogue FRD FRDocument36 pagesCatalogue FRD FRMcFlyPas encore d'évaluation
- Rapport D'Activite en Mode Projet: AMP - GM.1Document37 pagesRapport D'Activite en Mode Projet: AMP - GM.1safa.benrejebPas encore d'évaluation
- Fabrication de BiogazDocument41 pagesFabrication de BiogazDesigner BrainPas encore d'évaluation
- Rapport Environnemental Ciment 2006 FRDocument28 pagesRapport Environnemental Ciment 2006 FRJalil JalilPas encore d'évaluation
- Diamnadio Sport City EIES DDSC MMT - 20062019 Vol1Document211 pagesDiamnadio Sport City EIES DDSC MMT - 20062019 Vol1Mohamed LamraniPas encore d'évaluation
- Business Plan-1Document24 pagesBusiness Plan-1Dom dom100% (2)
- 43 Eco Circulaire Et Ecologie PortuaireDocument426 pages43 Eco Circulaire Et Ecologie PortuaireSami CharafPas encore d'évaluation
- ADEME Politiques Territoriales Sobriete RapportDocument27 pagesADEME Politiques Territoriales Sobriete Rapportgwenaelle.tudalPas encore d'évaluation
- News 36562 Etude Dechets Plastique PecheDocument136 pagesNews 36562 Etude Dechets Plastique PecheomarPas encore d'évaluation
- Atténuer Les Impacts Des Projets D'énergie Solaire Et Éolienne Sur La BiodiversitéDocument34 pagesAtténuer Les Impacts Des Projets D'énergie Solaire Et Éolienne Sur La BiodiversitéTATO michelPas encore d'évaluation
- Projet Pro MethanisationDocument32 pagesProjet Pro Methanisationimane benssalihPas encore d'évaluation
- Rapport Sénat Gaspillage 1Document174 pagesRapport Sénat Gaspillage 1Raroul MortezPas encore d'évaluation
- Guide Gestion Des Odeurs-2Document96 pagesGuide Gestion Des Odeurs-2Guilherme Nery AtemPas encore d'évaluation
- A9730 Emballage Et Environnement PDFDocument13 pagesA9730 Emballage Et Environnement PDFFarouk KhouPas encore d'évaluation
- 2011 Pei 27Document118 pages2011 Pei 27AbdouPas encore d'évaluation
- Memoiremaster 30430Document31 pagesMemoiremaster 30430Ghislain CAYOPas encore d'évaluation
- Rapport Technique DEEE Sénégal Version Finale Mars 09Document55 pagesRapport Technique DEEE Sénégal Version Finale Mars 09Boujah Wel LimamPas encore d'évaluation
- Mini MémoireDocument17 pagesMini MémoireSarraPas encore d'évaluation
- Etude Impa PDFDocument164 pagesEtude Impa PDFEunockPas encore d'évaluation
- EcoMateriaux ReunionDocument53 pagesEcoMateriaux Reunionqk6jgh7gxpPas encore d'évaluation
- Rapport EnsilfontyDocument58 pagesRapport EnsilfontyazerfazPas encore d'évaluation
- RecupetrecyDocument63 pagesRecupetrecyBEN NAAMA AlaeddinePas encore d'évaluation
- 2021 Mtaeconomy 14 Tfe MathildehombrouckDocument180 pages2021 Mtaeconomy 14 Tfe Mathildehombrouckncho jeanPas encore d'évaluation
- Trame Verte Bleue Plan Parcs Espaces PublicsDocument182 pagesTrame Verte Bleue Plan Parcs Espaces PublicsJoëlle Perron-OddoPas encore d'évaluation
- Mémoire Recyclage Dechets PlastiqueDocument77 pagesMémoire Recyclage Dechets Plastiquebouchrabell734Pas encore d'évaluation
- Filieres Dechets Recyclage PDFDocument169 pagesFilieres Dechets Recyclage PDFMichael RaimPas encore d'évaluation
- Pub 00033100Document43 pagesPub 00033100Sami KarimPas encore d'évaluation
- Groupe Ministere de Justice - TP - de - GeproDocument24 pagesGroupe Ministere de Justice - TP - de - GeproJustin BirimwiragiPas encore d'évaluation
- RemerciementsDocument3 pagesRemerciementssalama2011Pas encore d'évaluation
- COMM - Evaluation D'une Campagne de CommunicationDocument134 pagesCOMM - Evaluation D'une Campagne de CommunicationAba LucíaPas encore d'évaluation
- Kit Pedagogique UVED - Sols PolluesDocument85 pagesKit Pedagogique UVED - Sols PolluesJamel SlimaniPas encore d'évaluation
- Valorisation Des Déchets Inert Jambou - Mael - 2015-01-13Document151 pagesValorisation Des Déchets Inert Jambou - Mael - 2015-01-13Khalid SLIMANIPas encore d'évaluation
- Rapport de Sortie Valorisation de DéchetDocument13 pagesRapport de Sortie Valorisation de DéchetABDELRAHMEN KHORCHANIPas encore d'évaluation
- Rapport Plastiques2008v6 21Document71 pagesRapport Plastiques2008v6 21dvsdbPas encore d'évaluation
- Valorisation Des DéchetsDocument27 pagesValorisation Des DéchetsassasmouradPas encore d'évaluation
- EI Laval Quartier Ferrie Voleta V1bisDocument44 pagesEI Laval Quartier Ferrie Voleta V1bisMonalisa MatPas encore d'évaluation
- Mission Exploratoire Sur Les Métavers - Gouv - 2022Document116 pagesMission Exploratoire Sur Les Métavers - Gouv - 2022Olivier EQUEYPas encore d'évaluation
- Centres de Stockage Des DéchetsDocument11 pagesCentres de Stockage Des DéchetsMePas encore d'évaluation
- 1tog Pops Pesticide Use in Togo FrenchDocument44 pages1tog Pops Pesticide Use in Togo FrenchNathanaël AhouandjinouPas encore d'évaluation
- Guide de L'Etude D'Impact Sur L'Environnement Des Parcs EoliensDocument126 pagesGuide de L'Etude D'Impact Sur L'Environnement Des Parcs Eolienshamza manaf100% (1)
- Matières Recyclées Et Emballages FinaleDocument40 pagesMatières Recyclées Et Emballages FinaleJohn TshipayaPas encore d'évaluation
- Rapport Projet CDIO (2019-2020) Version Correcte PDFDocument60 pagesRapport Projet CDIO (2019-2020) Version Correcte PDFOmar Arfaoui100% (2)
- Manuel Qualité Sécurité Environnement: LES Ateliers DU BocageDocument37 pagesManuel Qualité Sécurité Environnement: LES Ateliers DU BocageLyane OuattaraPas encore d'évaluation
- EIE - Adduction Eau Potable - SONEDE - Tunisie-2008Document75 pagesEIE - Adduction Eau Potable - SONEDE - Tunisie-2008Mohamed TouatiPas encore d'évaluation
- Rapport MecaniqueDocument98 pagesRapport MecaniqueGhassen Jemaa100% (1)
- Etude Fraude EnvironnementaleDocument56 pagesEtude Fraude EnvironnementaleWazaf BelingaPas encore d'évaluation
- Traitement Des Dechets VFDocument39 pagesTraitement Des Dechets VFOmar El Bourkhissi100% (1)
- 20 Recyclage-Plastique PDFDocument20 pages20 Recyclage-Plastique PDFenatt2012100% (3)
- Autonomie Individuelle Et Action Collective.Document371 pagesAutonomie Individuelle Et Action Collective.mc_krisPas encore d'évaluation
- Mopti Dechets 10 - 10 - 02Document135 pagesMopti Dechets 10 - 10 - 02Serge Lenga100% (1)
- Compte Rendu de La Papeterie de Novillars 'Mariyam Chafai'Document25 pagesCompte Rendu de La Papeterie de Novillars 'Mariyam Chafai'Mariyam ChafaiPas encore d'évaluation
- Note de Cadrage Dedq - Finale - 2023.06.10Document52 pagesNote de Cadrage Dedq - Finale - 2023.06.10augustinsampwa3Pas encore d'évaluation
- ADEME, Collectif, Valérie Martin - Le Guide de L'éco-Communication - Pour Une Communication Plus Responsable (2007, Organisation (Editions D') ) PDFDocument217 pagesADEME, Collectif, Valérie Martin - Le Guide de L'éco-Communication - Pour Une Communication Plus Responsable (2007, Organisation (Editions D') ) PDFmatrixleblanc100% (1)
- Services de garde éducatifs et soutien à la parentalitéD'EverandServices de garde éducatifs et soutien à la parentalitéPas encore d'évaluation
- Projet8 PDFDocument3 pagesProjet8 PDFDida FaouziPas encore d'évaluation
- C17 Les Chambres de CommerceDocument6 pagesC17 Les Chambres de CommercedoctissimoPas encore d'évaluation
- D-2007 457 PDFDocument3 pagesD-2007 457 PDFHamdi BCHIRPas encore d'évaluation
- Choisir La Forme Juridique de Mon EntrepriseDocument13 pagesChoisir La Forme Juridique de Mon Entrepriseimène masmoudiPas encore d'évaluation
- Guide Easy ExportDocument22 pagesGuide Easy ExportdoctissimoPas encore d'évaluation
- Certificat de Retenue D'impôt Sur Le Revenu Au Titre Des Traitements, Salaires, Pensions Et Rentes Viagères - 979520-IdaratyDocument1 pageCertificat de Retenue D'impôt Sur Le Revenu Au Titre Des Traitements, Salaires, Pensions Et Rentes Viagères - 979520-IdaratydoctissimoPas encore d'évaluation
- C10 Le Marché DéfinitionDocument3 pagesC10 Le Marché DéfinitiondoctissimoPas encore d'évaluation
- Manuel Des Procédures À LimportationDocument55 pagesManuel Des Procédures À LimportationAmine MEJRIPas encore d'évaluation
- Manuel Procédures Export - TunisieDocument44 pagesManuel Procédures Export - TunisiedoctissimoPas encore d'évaluation
- Guide Contrats Internationaux Enterprise Europe Networkmaj2013Document17 pagesGuide Contrats Internationaux Enterprise Europe Networkmaj2013FranckPas encore d'évaluation
- Compte Rendu BAMDocument2 pagesCompte Rendu BAMsamya elbaroudiPas encore d'évaluation
- Chapitre III BilanDocument25 pagesChapitre III Bilanzraidi ahmedPas encore d'évaluation
- Cour Management de La Qualité - Chapitre 1Document56 pagesCour Management de La Qualité - Chapitre 1Hiba AbarkanePas encore d'évaluation
- 2e Partie MemoireDocument11 pages2e Partie MemoireRosine Mireille BoudePas encore d'évaluation
- Congo Jo 2022 07 SPDocument112 pagesCongo Jo 2022 07 SPclairekadji1Pas encore d'évaluation
- Tribune Impot 06 Oct Nov Dec 2020Document5 pagesTribune Impot 06 Oct Nov Dec 2020K Abraham SOROPas encore d'évaluation
- 6 Habitudes Pour Améliorer Sa ProductivitéDocument22 pages6 Habitudes Pour Améliorer Sa ProductivitéTraining SmarThink LabsPas encore d'évaluation
- RemisesDocumentaires HD 0Document8 pagesRemisesDocumentaires HD 0Ghaya Ben HamadouPas encore d'évaluation
- Rapport 2Document130 pagesRapport 2Cindy BilePas encore d'évaluation
- BDC Et Devis 1492491 Peb Science PoDocument5 pagesBDC Et Devis 1492491 Peb Science PoEmilie VéronePas encore d'évaluation
- Annuaire Entreprenariat FemmeDocument16 pagesAnnuaire Entreprenariat Femmelya lyaPas encore d'évaluation
- Résumé - Intelligence Economique Au MarocDocument3 pagesRésumé - Intelligence Economique Au Marocayoub Maftah100% (3)
- Chapitre 1. Régularisation Compte BanqueDocument5 pagesChapitre 1. Régularisation Compte BanqueOumeî MaPas encore d'évaluation
- Acceptation de Prêt Et Crédit - Emprunt Sur Gage - Crédit Agricole - Martinique - Suspension de Blocus Pour Prêt Sur Gage - Rappel 2Document1 pageAcceptation de Prêt Et Crédit - Emprunt Sur Gage - Crédit Agricole - Martinique - Suspension de Blocus Pour Prêt Sur Gage - Rappel 2HandyPas encore d'évaluation
- TD 2 Intérêts Simples Et ComposésDocument2 pagesTD 2 Intérêts Simples Et Composészineb 121Pas encore d'évaluation
- Rci Droit Penal ohAdA L. 9 Nov. 2017Document8 pagesRci Droit Penal ohAdA L. 9 Nov. 2017MOUSSA DIABATEPas encore d'évaluation
- Performance de L'entrepriseDocument45 pagesPerformance de L'entreprisemuhammedjabri13Pas encore d'évaluation
- Comprendre Les PPPDocument3 pagesComprendre Les PPPJeces Reinold LewaguiPas encore d'évaluation
- Chapitre 2 Etude Du MarchéDocument30 pagesChapitre 2 Etude Du MarchéSara Ell BkPas encore d'évaluation
- Ebook D'investissement 2023 - Michael RavanedaDocument60 pagesEbook D'investissement 2023 - Michael RavanedaLudovic AlexisPas encore d'évaluation
- Travaux Diriges Economie D'entrepriseDocument13 pagesTravaux Diriges Economie D'entrepriseRØL3X 1 RØL3X 1Pas encore d'évaluation
- Le Budget de Caisse Periodique 4 - Chenelie ReeducationDocument6 pagesLe Budget de Caisse Periodique 4 - Chenelie ReeducationGeorges A. K. BANNERMANPas encore d'évaluation
- SQ 5 Gestion Risk de TresorerieDocument13 pagesSQ 5 Gestion Risk de TresorerieJaozafy AJPas encore d'évaluation
- Devoir de Hajjioui AdnaneDocument3 pagesDevoir de Hajjioui AdnaneAdnane hajjiouiPas encore d'évaluation
- Exercices de Comptabilité de Société (1 Et 2 Séances) Version FinalDocument3 pagesExercices de Comptabilité de Société (1 Et 2 Séances) Version Finalfadali aminePas encore d'évaluation
- CM Droit Des Affaires Semestre 4Document26 pagesCM Droit Des Affaires Semestre 4hatice ozcanPas encore d'évaluation
- La Cour Des Comptes Recommande À La Poste D'accélérer Sa TransformationDocument246 pagesLa Cour Des Comptes Recommande À La Poste D'accélérer Sa TransformationAnonymous fqa7PO8oPas encore d'évaluation
- Journal 0482024Document31 pagesJournal 0482024Cherif LiliaPas encore d'évaluation
- Série 4 Gestion Comptables Des Stocks Bac 2022-2023Document5 pagesSérie 4 Gestion Comptables Des Stocks Bac 2022-2023akrem nasriPas encore d'évaluation
- Pull and BearDocument1 pagePull and Bearlola21012000Pas encore d'évaluation