Vous aimerez peut-être aussi
- SodapdfDocument1 pageSodapdfImad NassiriPas encore d'évaluation
- Les Études R&R - Méthode Des ÉtenduesDocument3 pagesLes Études R&R - Méthode Des ÉtenduesKhalil AOUADPas encore d'évaluation
- Annex02 Feuille de Calcul PG.15 PS08A 20 FE02Document7 pagesAnnex02 Feuille de Calcul PG.15 PS08A 20 FE02Azeddine LAPas encore d'évaluation
- Série 3 Corrigé de 1 À 6Document2 pagesSérie 3 Corrigé de 1 À 6rihabPas encore d'évaluation
- Corrigés - Traitement Du SignalDocument3 pagesCorrigés - Traitement Du SignalINISSIRE FHDPas encore d'évaluation
- TP UsigeDocument7 pagesTP UsigenarimPas encore d'évaluation
- Tpelectech 2Document13 pagesTpelectech 2Kouokam mbobda pascalPas encore d'évaluation
- Corrigé ExamenDocument3 pagesCorrigé ExamenSoulaimaPas encore d'évaluation
- Fascicule - TP - Chaine D'acquisition Et Commande - 2013 - La II A2Document23 pagesFascicule - TP - Chaine D'acquisition Et Commande - 2013 - La II A2Habib HAMDI100% (2)
- Travail A Rendre Statistique 2Document9 pagesTravail A Rendre Statistique 2Reda elalyaniPas encore d'évaluation
- Pitot Et Ventiri2Document10 pagesPitot Et Ventiri2Youssef BouzianePas encore d'évaluation
- Etude R&RDocument15 pagesEtude R&Rmedane_saad67070% (2)
- FXDGMCM LABORATOIREDocument4 pagesFXDGMCM LABORATOIRErouleauyuanPas encore d'évaluation
- Poly TD Ci450 AqDocument19 pagesPoly TD Ci450 Aqcyriejhhvhjvlle19Pas encore d'évaluation
- Exercices CM 3 EconometrieDocument3 pagesExercices CM 3 EconometrieZenaty ZenatyPas encore d'évaluation
- TP3 BalanceDocument12 pagesTP3 BalanceAsma HosniPas encore d'évaluation
- 8.loi Racine Normale Djelfa Final 17x24Document7 pages8.loi Racine Normale Djelfa Final 17x24sidiabdelli_83761508Pas encore d'évaluation
- CR TPDocument4 pagesCR TPanass anasPas encore d'évaluation
- Rapport TP RDM Groupe 11Document68 pagesRapport TP RDM Groupe 11hokPas encore d'évaluation
- Cours5 SADocument27 pagesCours5 SAEL MEHDI HAMMOUDI100% (2)
- Solution TD de Genetique QuantitativeDocument4 pagesSolution TD de Genetique QuantitativePekoJhames08gmail.comPas encore d'évaluation
- Corrigé DS 2017Document5 pagesCorrigé DS 2017thouraya hadj hassenPas encore d'évaluation
- Compte Rendu: TP Opération UnitaireDocument8 pagesCompte Rendu: TP Opération UnitaireCamelia BensmaiaPas encore d'évaluation
- Concepts Statistiques Des Méta-AnalysesDocument97 pagesConcepts Statistiques Des Méta-AnalysesMichel CucheratPas encore d'évaluation
- 11.loi - Pearson III - Chouly - 17x24Document10 pages11.loi - Pearson III - Chouly - 17x24sidiabdelli_83761508Pas encore d'évaluation
- TP Du Turbomachines-PompesDocument12 pagesTP Du Turbomachines-PompesISMAIL EL KHADDARPas encore d'évaluation
- TP2 - Métrologie - v3Document7 pagesTP2 - Métrologie - v3saidounsofiane0Pas encore d'évaluation
- Reacteurs Reels: Travaux PratiqueDocument15 pagesReacteurs Reels: Travaux PratiqueBrahim ABAGHOUGHPas encore d'évaluation
- TP N°2 Ex°2Document6 pagesTP N°2 Ex°2Ayak OubPas encore d'évaluation
- L'Intervalle de ConfianceDocument6 pagesL'Intervalle de Confiancegaetan.filyPas encore d'évaluation
- Optique ENSA2022 Séance 10Document13 pagesOptique ENSA2022 Séance 10Houda OuisraniPas encore d'évaluation
- Exo 7Document6 pagesExo 7alalPas encore d'évaluation
- TP N3 Vib WiamDocument8 pagesTP N3 Vib WiamRania ChaabiPas encore d'évaluation
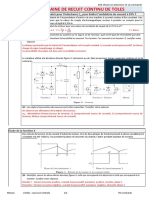
- dm14 - dc04 - Chaine de Recuit Suite-CorDocument6 pagesdm14 - dc04 - Chaine de Recuit Suite-CorPenda NiassPas encore d'évaluation
- TD CQDocument18 pagesTD CQSeïf ElişlamPas encore d'évaluation
- CI 450 Formulaire 2020Document7 pagesCI 450 Formulaire 2020cyriejhhvhjvlle19Pas encore d'évaluation
- Exemples Fiablité Système-Série - 2022Document8 pagesExemples Fiablité Système-Série - 2022Youness Tmh100% (1)
- Cours de ChimiométrieDocument93 pagesCours de ChimiométrieKeith Kelewou67% (3)
- DiodeDocument6 pagesDiodeFranky DonfackPas encore d'évaluation
- TD MsaDocument1 pageTD MsaTECH NEWSPas encore d'évaluation
- TP MSD Mo (2Document21 pagesTP MSD Mo (2basmaPas encore d'évaluation
- CR TP1 Métrologie Enregistré Automatiquement Pour FusionDocument14 pagesCR TP1 Métrologie Enregistré Automatiquement Pour FusionAsma HosniPas encore d'évaluation
- 4-Cours Anova Ing 1Document28 pages4-Cours Anova Ing 1Bnnejdi FethiPas encore d'évaluation
- Exercices D'économitrieDocument18 pagesExercices D'économitrieAchraf Lh100% (1)
- Azote SolubleDocument10 pagesAzote SolubleImene SemmarPas encore d'évaluation
- tp2 FluideDocument9 pagestp2 FluideRANIA SALEMPas encore d'évaluation
- Correction TD 4Document4 pagesCorrection TD 4ham MacuisinePas encore d'évaluation
- Correction de La Série de TDDocument9 pagesCorrection de La Série de TDluluPas encore d'évaluation
- TP Opu Seray - TeguarDocument6 pagesTP Opu Seray - TeguarBouchra BenabdallahPas encore d'évaluation
- Maziane MTDocument3 pagesMaziane MTMeziane YkhlefPas encore d'évaluation
- TD QualitéDocument4 pagesTD QualitéAhmed DaouasPas encore d'évaluation
- DGFDBFDB L'D 4Document7 pagesDGFDBFDB L'D 4walid messafriPas encore d'évaluation
- Corrigé Examen BlancDocument4 pagesCorrigé Examen BlancDeniz AsliPas encore d'évaluation
- Analyse InferentiellesDocument8 pagesAnalyse InferentiellesNomena RazafiarisonPas encore d'évaluation
- Modèle GR4JDocument678 pagesModèle GR4JLAMINE DEMBELEPas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2Pas encore d'évaluation
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Pas encore d'évaluation
- 4873 Stateflow SommaireDocument6 pages4873 Stateflow Sommairelenovoi711gPas encore d'évaluation
- StateFlow ChronoDocument16 pagesStateFlow Chronolenovoi711gPas encore d'évaluation
- StateFlow ChronoDocument16 pagesStateFlow Chronolenovoi711gPas encore d'évaluation
- Acquisition MatlabArduinoDocument18 pagesAcquisition MatlabArduinolenovoi711gPas encore d'évaluation
- 5a-Tp MCC Avec Helice MatlabDocument7 pages5a-Tp MCC Avec Helice Matlablenovoi711gPas encore d'évaluation
- 5a-Tp MCC Avec Helice MatlabDocument7 pages5a-Tp MCC Avec Helice Matlablenovoi711gPas encore d'évaluation
- Ajustement Graphique D Une Loi Normale La Droite de HenryDocument12 pagesAjustement Graphique D Une Loi Normale La Droite de Henrylenovoi711gPas encore d'évaluation
- Les Études R&R - Méthode Des ÉtenduesDocument3 pagesLes Études R&R - Méthode Des Étendueslenovoi711gPas encore d'évaluation
- Cours Topographie ErreurDocument19 pagesCours Topographie ErreurIsmail DendanePas encore d'évaluation
- Corniche Kennedy - Doc ProfDocument1 pageCorniche Kennedy - Doc ProfYayah OmarPas encore d'évaluation
- Presentation-PowerPoint Com Modele 16Document18 pagesPresentation-PowerPoint Com Modele 16Caroline GuiriecPas encore d'évaluation
- Diffusion of NaOH and HCLDocument5 pagesDiffusion of NaOH and HCLtpqnd90gmailcomPas encore d'évaluation
- Impacts D'une Démarche Stratégique D'enseignement de La LittératureDocument8 pagesImpacts D'une Démarche Stratégique D'enseignement de La LittératureJacques LecavalierPas encore d'évaluation
- Corporate Culture Question NementDocument4 pagesCorporate Culture Question NementMiguel DiranePas encore d'évaluation
- Emmanuel Lévinas - Quelques Réflexions Sur La Philsophie de L'hitlérisme (1934)Document33 pagesEmmanuel Lévinas - Quelques Réflexions Sur La Philsophie de L'hitlérisme (1934)gillesduteauPas encore d'évaluation
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Document9 pagesGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtariPas encore d'évaluation
- Chap 1 Composants D'un Réseau Informatiques 2019Document39 pagesChap 1 Composants D'un Réseau Informatiques 2019Lachi.RPas encore d'évaluation
- Guide de Management EcoleDocument34 pagesGuide de Management EcolekaardosterPas encore d'évaluation
- Dictée PaireDocument8 pagesDictée PaireFifi BrindacierPas encore d'évaluation
- Méthode RUP - Phase de ConceptionDocument47 pagesMéthode RUP - Phase de ConceptionzhadraouiPas encore d'évaluation
- Michel Berçot - Coeur Et ÉnergétiqueDocument396 pagesMichel Berçot - Coeur Et ÉnergétiqueSheepo Dé la Vega100% (3)
- ClottyDocument2 pagesClottyapi-30960494Pas encore d'évaluation
- Đáp Án - 26.11Document5 pagesĐáp Án - 26.11doquochung8aPas encore d'évaluation
- Exercice Optique G4-05Document1 pageExercice Optique G4-05Oussama ZnPas encore d'évaluation
- C02 TP Refraction CorrDocument2 pagesC02 TP Refraction Corrc_landelPas encore d'évaluation
- Chapitre 1. Cours Gestion BudgetaireDocument3 pagesChapitre 1. Cours Gestion BudgetaireCricri AduPas encore d'évaluation
- Pierre TEILHARD de CHARDIN (1881 - 1955) Le Phénomène HumainDocument219 pagesPierre TEILHARD de CHARDIN (1881 - 1955) Le Phénomène HumainMarie- Joseph-Pierre Teilhard de Chardin100% (12)
- ANTHROPOLOGIE - Frazer, James - Mythes Sur L'Origine Du FeuDocument182 pagesANTHROPOLOGIE - Frazer, James - Mythes Sur L'Origine Du FeuGeorgian IonPas encore d'évaluation
- 3am DC1Document10 pages3am DC1Ahmed benabdelkaderPas encore d'évaluation
- Communication de Crise (Cas D'afriquia Gaz)Document18 pagesCommunication de Crise (Cas D'afriquia Gaz)jam67% (3)
- Horarios Saenz Gonzalez Catan Marcos Paz Marineros Del Crucero Gral BelgranoDocument6 pagesHorarios Saenz Gonzalez Catan Marcos Paz Marineros Del Crucero Gral BelgranoFede MillamanPas encore d'évaluation
- Techno ThrillersDocument42 pagesTechno ThrillersNorbert Spehner100% (1)
- Communication en EntrepriseDocument36 pagesCommunication en EntrepriseloicbockformationPas encore d'évaluation
- DL 6Document2 pagesDL 6All ClearPas encore d'évaluation
- L'expérience Malienne en Matière D'inventaire Et de Conservation Du Patrimoine Culturel ImmatérielDocument26 pagesL'expérience Malienne en Matière D'inventaire Et de Conservation Du Patrimoine Culturel Immatérielkensa261Pas encore d'évaluation
- Ceremonie D'investiture Juddo 2018Document7 pagesCeremonie D'investiture Juddo 2018cabeaureyPas encore d'évaluation
- Le Morcellement Politique de L'afrique de L'ouest - 4e - SunudaaraDocument3 pagesLe Morcellement Politique de L'afrique de L'ouest - 4e - SunudaaraAhmadou Gueule SallPas encore d'évaluation
- Le Congo en Bref Livre Fa2okDocument29 pagesLe Congo en Bref Livre Fa2okfs7964nxzxPas encore d'évaluation