Vous aimerez peut-être aussi
- Notes sur la journée de huit heures dans les établissements industriels de l'EtatD'EverandNotes sur la journée de huit heures dans les établissements industriels de l'EtatPas encore d'évaluation
- Ordonnancement PDFDocument5 pagesOrdonnancement PDFAhceneHamimesPas encore d'évaluation
- Cours GanttDocument4 pagesCours GanttHamido-allah MidoPas encore d'évaluation
- TD Dalot Temps Unitaires Preparation ChantierDocument17 pagesTD Dalot Temps Unitaires Preparation Chantierpwamamef100% (2)
- 2728 10 Gantt - Exercice 3 - EleveDocument9 pages2728 10 Gantt - Exercice 3 - EleveCHERIFPas encore d'évaluation
- 1935 12 Gantt - Exercice 3 - CorrigeDocument9 pages1935 12 Gantt - Exercice 3 - CorrigeCHERIFPas encore d'évaluation
- Planification Ordonnacement Séance 4Document16 pagesPlanification Ordonnacement Séance 4Brahim Khizrane100% (1)
- TD GANTT Carter + Dameur - CorrectionDocument5 pagesTD GANTT Carter + Dameur - Correctionlucie CrosassoPas encore d'évaluation
- 957 12 Gantt - Exercice 1 - CorrigeDocument4 pages957 12 Gantt - Exercice 1 - Corrigehouda2013100% (1)
- Examen de Fin de Formation TSMFM 2011 TheoriqueDocument12 pagesExamen de Fin de Formation TSMFM 2011 TheoriqueAmi nePas encore d'évaluation
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 pagesChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- Pro 2014Document13 pagesPro 2014Crazy ytPas encore d'évaluation
- ORDONNANCEMENTDocument7 pagesORDONNANCEMENTSawssen GuidaraPas encore d'évaluation
- TD OPT-leanDocument2 pagesTD OPT-leanAhmed Ben MustaphaPas encore d'évaluation
- 0-Cours Planifiction TSGODocument22 pages0-Cours Planifiction TSGONassib Tarik100% (1)
- Thér012011 VCDCDocument13 pagesThér012011 VCDCayoub gannniPas encore d'évaluation
- Examen 2017-2018 - M1GC S1 Organisation de ChantierDocument6 pagesExamen 2017-2018 - M1GC S1 Organisation de ChantiersalahmasllouhiPas encore d'évaluation
- AudiobookDocument10 pagesAudiobookPape Modou FallPas encore d'évaluation
- Leçon 3: Ordonnancement: PlanificationDocument25 pagesLeçon 3: Ordonnancement: Planificationmoustafa officielPas encore d'évaluation
- TSMFM FF Theorique2010 Version CDCDocument11 pagesTSMFM FF Theorique2010 Version CDCHanane TounsiPas encore d'évaluation
- EFM Planification 2018 TSGC PDFDocument2 pagesEFM Planification 2018 TSGC PDFMohamed Chrif100% (2)
- Cours LE TEMPS UNITAIRE Prof PDFDocument6 pagesCours LE TEMPS UNITAIRE Prof PDFIbrahima ThiamPas encore d'évaluation
- Temps Unitaires PDFDocument6 pagesTemps Unitaires PDFFadiga Kalilou80% (20)
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- GPRODocument2 pagesGPROFranck AGBECIPas encore d'évaluation
- PLANIFICATIONDocument9 pagesPLANIFICATIONYassir QarrouPas encore d'évaluation
- User2003-11-27 09-55-07026Document25 pagesUser2003-11-27 09-55-07026Moez AlouiPas encore d'évaluation
- Metre - EDPDocument6 pagesMetre - EDPBTSTP100% (8)
- 01 Etude de Cas Plancher PrefabriqueDocument4 pages01 Etude de Cas Plancher PrefabriqueAbdoul NabiéPas encore d'évaluation
- TD OptDocument2 pagesTD Optnajlae alfathiPas encore d'évaluation
- Lycee Technique Industriel (Examen Blanc) 19-20Document3 pagesLycee Technique Industriel (Examen Blanc) 19-20Oloufadé hafiz100% (1)
- Efm Planification Du Chantier Tsgo 2021Document4 pagesEfm Planification Du Chantier Tsgo 2021Younes AssissPas encore d'évaluation
- Gestion Des Flux - Choix D'une Taille de LotDocument6 pagesGestion Des Flux - Choix D'une Taille de LotNajahi YoussefPas encore d'évaluation
- Les Déboursés Horaires de La Main D'oeuvre PDFDocument8 pagesLes Déboursés Horaires de La Main D'oeuvre PDFFerhat Outaleb100% (2)
- Préparation de Production en Productique Mécanique - Étude de Fabrication Et Analyse D'usinage (3PM-EFAU)Document3 pagesPréparation de Production en Productique Mécanique - Étude de Fabrication Et Analyse D'usinage (3PM-EFAU)Najahi YoussefPas encore d'évaluation
- Cours Planning de GanttDocument1 pageCours Planning de GanttVictorien DuboisPas encore d'évaluation
- Ex TH TSMFM FF 09Document11 pagesEx TH TSMFM FF 09ŶŐÚŚŚĔŦ ßĔĹМÁĤĨPas encore d'évaluation
- TD - Gestion de PROD-1Document6 pagesTD - Gestion de PROD-1kawkaPas encore d'évaluation
- Composition Des ÉquipesDocument7 pagesComposition Des ÉquipesMohammed ARDOUZPas encore d'évaluation
- Corrige 6Document2 pagesCorrige 6sinchicovich100% (1)
- GDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementDocument29 pagesGDQ 233 - Mise en Oeuvre D'une Demarche D'amelioration Et OrdonancementManfoPas encore d'évaluation
- TSMFM 2 Teorie EnonceDocument10 pagesTSMFM 2 Teorie Enonceayoub gannniPas encore d'évaluation
- Nalyse Micro Économique: Session IIDocument137 pagesNalyse Micro Économique: Session IISimo MnhPas encore d'évaluation
- Examen 2016-2017 - M1GC S2 Organisation de ChantierDocument6 pagesExamen 2016-2017 - M1GC S2 Organisation de ChantiersalahmasllouhiPas encore d'évaluation
- TD4 Gestion Industrielle 20222023 TT Et SALB FacultatifDocument2 pagesTD4 Gestion Industrielle 20222023 TT Et SALB FacultatifBilal DRAOUIPas encore d'évaluation
- ORDONNANCEMENT DE LA PRODUCTION Chapitre PremierDocument75 pagesORDONNANCEMENT DE LA PRODUCTION Chapitre PremierSaadaoui Fakreddine100% (2)
- Exercice DupignonDocument4 pagesExercice DupignonOsman KanthePas encore d'évaluation
- Exercice 1Document1 pageExercice 1CHERIFPas encore d'évaluation
- TD2 AsservissementDocument3 pagesTD2 AsservissementCHERIFPas encore d'évaluation
- Chapitre 4 - Critères D'écoulementDocument28 pagesChapitre 4 - Critères D'écoulementCHERIFPas encore d'évaluation
- TD2 AsservissementDocument3 pagesTD2 AsservissementCHERIFPas encore d'évaluation
- Chacrone Abderrahmane SMZ8611Document175 pagesChacrone Abderrahmane SMZ8611CHERIFPas encore d'évaluation
- L'endommagement Des Matériaux CompositesDocument26 pagesL'endommagement Des Matériaux CompositesCHERIFPas encore d'évaluation
- Chapitre 3 - Relations Cont-DéformDocument16 pagesChapitre 3 - Relations Cont-DéformCHERIFPas encore d'évaluation
- 1°) Expression Du Besoin: Complétez L'outil Bête À CornesDocument3 pages1°) Expression Du Besoin: Complétez L'outil Bête À CornesCHERIFPas encore d'évaluation
- UntitledDocument4 pagesUntitledCHERIFPas encore d'évaluation
- 1°) Expression Du Besoin: Complétez L'outil Bête À CornesDocument3 pages1°) Expression Du Besoin: Complétez L'outil Bête À CornesCHERIF100% (1)
- Elaboration Des Métaux Ferreurs: I. GénéralitésDocument7 pagesElaboration Des Métaux Ferreurs: I. GénéralitésCHERIFPas encore d'évaluation
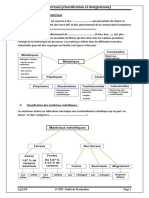
- Les MatériauxDocument4 pagesLes MatériauxCHERIFPas encore d'évaluation
- UntitledDocument7 pagesUntitledCHERIFPas encore d'évaluation
- Uniformation Plandedéveloppementdescompétences Entreprises+11 PDFDocument22 pagesUniformation Plandedéveloppementdescompétences Entreprises+11 PDFKarim GuerbasPas encore d'évaluation
- Turbine A VapeurDocument10 pagesTurbine A VapeurSALAHEDDINE100% (2)
- Une Seconde Chance Robert KiyosakyDocument370 pagesUne Seconde Chance Robert Kiyosakyjosué BIGNOUMBAPas encore d'évaluation
- Le ToyotismeDocument4 pagesLe ToyotismeIkhlass LahmidiPas encore d'évaluation
- شــروط قبــول الدعــوىDocument20 pagesشــروط قبــول الدعــوىtomi zinaPas encore d'évaluation
- Outils 1Document82 pagesOutils 1Adil Loukili100% (2)
- Problematique de Redaction de Memoire 2022Document2 pagesProblematique de Redaction de Memoire 2022balla pierre koivoguiPas encore d'évaluation
- Descriptif Responsable QhseDocument2 pagesDescriptif Responsable QhseHassane AmadouPas encore d'évaluation
- L'Empire de Dette PDFDocument315 pagesL'Empire de Dette PDFkouadio yao Armand100% (1)
- Principales Dispositions Fiscales Du PLF 2024Document35 pagesPrincipales Dispositions Fiscales Du PLF 2024ASAAD MAJIDIPas encore d'évaluation
- ER1 2022 Comptabilité Analytique D'exploitation 1 AM1 CM1 ISDocument2 pagesER1 2022 Comptabilité Analytique D'exploitation 1 AM1 CM1 ISRica RiosPas encore d'évaluation
- Correction Economie Gest2012 PDFDocument114 pagesCorrection Economie Gest2012 PDFIsaknder ChamiPas encore d'évaluation
- Oil & Gas Brochure - 0813 - FRDocument4 pagesOil & Gas Brochure - 0813 - FRfamraah78Pas encore d'évaluation
- Le Credit BailDocument14 pagesLe Credit BailBohaPas encore d'évaluation
- UFX Trading Guide FRDocument20 pagesUFX Trading Guide FRLazarePas encore d'évaluation
- Les Compétences D'un Assistant LogistiqueDocument15 pagesLes Compétences D'un Assistant Logistiquekhadidia.sallPas encore d'évaluation
- Plateforme de Compétences: Octobre 2020Document12 pagesPlateforme de Compétences: Octobre 2020Karchi BadrEddinePas encore d'évaluation
- Planilha Do Holder 13.05.2022Document472 pagesPlanilha Do Holder 13.05.2022Adilson Ferrari AlvesPas encore d'évaluation
- Stainpro User Guide de L Utilisateur 1623 Series 1623Document16 pagesStainpro User Guide de L Utilisateur 1623 Series 1623Michel Guay0% (1)
- p9 Capacite Techniques Financieres Et Presentation Du Petitionnaire v2 Saint Pierre de Lamps LevrouxDocument18 pagesp9 Capacite Techniques Financieres Et Presentation Du Petitionnaire v2 Saint Pierre de Lamps LevrouxAurore DuquennePas encore d'évaluation
- Présentation Du Projet - V20130425Document16 pagesPrésentation Du Projet - V20130425Hassan AfakharPas encore d'évaluation
- Rapport Financier Raja Club AthleticDocument35 pagesRapport Financier Raja Club AthleticYouness Gharib50% (2)
- Rapport Proj FedDocument22 pagesRapport Proj FedAziz MsolliPas encore d'évaluation
- Etude de MarcheDocument3 pagesEtude de MarcheBellegarde WisguerbyPas encore d'évaluation
- Cours Gestion de Projet TM2Document18 pagesCours Gestion de Projet TM2Salay Jean Victort FlodioPas encore d'évaluation
- Leçon 1: Le Système-Monde: Des Espaces Interdépendants : PDFDocument43 pagesLeçon 1: Le Système-Monde: Des Espaces Interdépendants : PDFannadiandy57Pas encore d'évaluation
- Guide Halls Des Sports Version Finale PDFDocument377 pagesGuide Halls Des Sports Version Finale PDFanassPas encore d'évaluation
- Guide Attestataire CapaciteDocument6 pagesGuide Attestataire CapaciteMarco PoloPas encore d'évaluation
- Séance 2-Cours Environnement Économique Des OrganisationsDocument33 pagesSéance 2-Cours Environnement Économique Des OrganisationsSemlali Fatima zahraePas encore d'évaluation
- Lettre de Motivation StageDocument1 pageLettre de Motivation StageNouara BoucheribaPas encore d'évaluation
- Elevate: The Three Disciplines of Advanced Strategic ThinkingD'EverandElevate: The Three Disciplines of Advanced Strategic ThinkingÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Q & As for the PMBOK® Guide Sixth EditionD'EverandQ & As for the PMBOK® Guide Sixth EditionÉvaluation : 4.5 sur 5 étoiles4.5/5 (18)
- Beyond Charity: The Call to Christian Community DevelopmentD'EverandBeyond Charity: The Call to Christian Community DevelopmentÉvaluation : 4 sur 5 étoiles4/5 (14)
- Happy City: Transforming Our Lives Through Urban DesignD'EverandHappy City: Transforming Our Lives Through Urban DesignÉvaluation : 4 sur 5 étoiles4/5 (69)
- Strategy Skills: Techniques to Sharpen the Mind of the StrategistD'EverandStrategy Skills: Techniques to Sharpen the Mind of the StrategistÉvaluation : 4 sur 5 étoiles4/5 (5)
- Making Better Places: Urban Design NowD'EverandMaking Better Places: Urban Design NowÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Reducing Disaster Risk by Managing Urban Land Use: Guidance Notes for PlannersD'EverandReducing Disaster Risk by Managing Urban Land Use: Guidance Notes for PlannersPas encore d'évaluation
- Design for Flooding: Architecture, Landscape, and Urban Design for Resilience to Climate ChangeD'EverandDesign for Flooding: Architecture, Landscape, and Urban Design for Resilience to Climate ChangePas encore d'évaluation
- Walkable City: How Downtown Can Save America, One Step at a TimeD'EverandWalkable City: How Downtown Can Save America, One Step at a TimeÉvaluation : 4 sur 5 étoiles4/5 (83)
- The Kaizen Plan for Decluttering Your To-Do List: Take Control of Your Day 10 Minutes at a TimeD'EverandThe Kaizen Plan for Decluttering Your To-Do List: Take Control of Your Day 10 Minutes at a TimeÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Retrofitting Sprawl: Addressing Seventy Years of Failed Urban FormD'EverandRetrofitting Sprawl: Addressing Seventy Years of Failed Urban FormPas encore d'évaluation
- A Manager's Guide to ISO22301: A practical guide to developing and implementing a business continuity management systemD'EverandA Manager's Guide to ISO22301: A practical guide to developing and implementing a business continuity management systemÉvaluation : 4 sur 5 étoiles4/5 (1)
- Green Infrastructure Planning: Reintegrating Landscape in Urban PlanningD'EverandGreen Infrastructure Planning: Reintegrating Landscape in Urban PlanningPas encore d'évaluation
- Ten Time Management Choices That Can Change Your LifeD'EverandTen Time Management Choices That Can Change Your LifeÉvaluation : 4 sur 5 étoiles4/5 (4)
- Mixed-Use Development: Nine Case Studies of Complex ProjectsD'EverandMixed-Use Development: Nine Case Studies of Complex ProjectsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Practice Standard for Work Breakdown Structures - Third EditionD'EverandPractice Standard for Work Breakdown Structures - Third EditionÉvaluation : 5 sur 5 étoiles5/5 (1)
- Creating Cohousing: Building Sustainable CommunitiesD'EverandCreating Cohousing: Building Sustainable CommunitiesÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Community-Led Regeneration: A Toolkit for Residents and PlannersD'EverandCommunity-Led Regeneration: A Toolkit for Residents and PlannersPas encore d'évaluation
- Green Spaces for Sustainable Cities, Citygreen Issue 6D'EverandGreen Spaces for Sustainable Cities, Citygreen Issue 6Évaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The E-Myth Enterprise: How to Turn a Great Idea into a Thriving BusinessD'EverandThe E-Myth Enterprise: How to Turn a Great Idea into a Thriving BusinessÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Beyond Agile: What Is the Next Big Development Paradigm?D'EverandBeyond Agile: What Is the Next Big Development Paradigm?Pas encore d'évaluation