Vous aimerez peut-être aussi
- Fil Fourré Et Baguettes SpécialDocument67 pagesFil Fourré Et Baguettes SpécialNaceur TurkiPas encore d'évaluation
- Chapitre5.3-Metaux Dapport Flamme161566 PDFDocument25 pagesChapitre5.3-Metaux Dapport Flamme161566 PDFHassanSobohPas encore d'évaluation
- Smaw 5Document26 pagesSmaw 5GOUAREF SAMIRPas encore d'évaluation
- 2ICrs - Connaissance Des Materiaux FINDocument12 pages2ICrs - Connaissance Des Materiaux FINbeni ibaraPas encore d'évaluation
- Tds Böhler Fox CN 29 9-Fr-Rev1Document1 pageTds Böhler Fox CN 29 9-Fr-Rev1cherifPas encore d'évaluation
- Guide Esab SoudureDocument130 pagesGuide Esab SoudureCharfi_houssem100% (1)
- Nuances MatieresDocument218 pagesNuances Matieresspectrum66Pas encore d'évaluation
- Les Metaux Non FerreuxDocument22 pagesLes Metaux Non Ferreuxhalima halimaPas encore d'évaluation
- Chapiter 1Document5 pagesChapiter 1Abdo AissaPas encore d'évaluation
- Designation Des Materiaux PDFDocument40 pagesDesignation Des Materiaux PDFZikoPas encore d'évaluation
- Métaux Ferreux Et Non FerreuxDocument28 pagesMétaux Ferreux Et Non FerreuxḾøùråđ Aĭt SålƋhPas encore d'évaluation
- Guide de La Réparation Pa SoudageDocument130 pagesGuide de La Réparation Pa Soudageaious100% (5)
- 20 - Fiches Brasures Argent Et Flux - BDDocument2 pages20 - Fiches Brasures Argent Et Flux - BDNowen SollierPas encore d'évaluation
- 07.02 - Info - Reparation Des Fontes D Acier - 2014!05!20xxxxxxxxxxxxxxxxxDocument2 pages07.02 - Info - Reparation Des Fontes D Acier - 2014!05!20xxxxxxxxxxxxxxxxxdaemsal100% (1)
- FonteDocument2 pagesFonteThomas BalouingPas encore d'évaluation
- Choix Des ElectrodesDocument4 pagesChoix Des ElectrodesH_DEBIANEPas encore d'évaluation
- Memento Technique v1Document4 pagesMemento Technique v1delta conceptPas encore d'évaluation
- Conseils Aux Utilisateurs de La Galvanisation À ChaudDocument12 pagesConseils Aux Utilisateurs de La Galvanisation À ChauddaemsalPas encore d'évaluation
- Soudage - Techniques-Type de Gaz - EléctrodeDocument60 pagesSoudage - Techniques-Type de Gaz - EléctrodeNeo PacifistaPas encore d'évaluation
- LES MÉTAUX FERREUX RedDocument3 pagesLES MÉTAUX FERREUX Redmorales_nohelia100% (2)
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Catalogue ALU INOX FI 2018 BDDocument12 pagesCatalogue ALU INOX FI 2018 BDKESSLER OFFSHOREPas encore d'évaluation
- K340 FSPDocument12 pagesK340 FSPIsaura1987Pas encore d'évaluation
- Tsbecm Construction Metallique: M18 Calcul Des Elements Simple en Charpente MetalliqueDocument130 pagesTsbecm Construction Metallique: M18 Calcul Des Elements Simple en Charpente MetalliqueRachid MiftahPas encore d'évaluation
- Aciers in Oxy Dab LesDocument5 pagesAciers in Oxy Dab LesSalah InhgaruoPas encore d'évaluation
- Preparation Metallographique AcierDocument14 pagesPreparation Metallographique AcierguerguerPas encore d'évaluation
- Soudage A LarceDocument14 pagesSoudage A Larcekarima touzoutPas encore d'évaluation
- Le Soudage Manuel A L Electrode EnrobeeDocument6 pagesLe Soudage Manuel A L Electrode EnrobeeKhaled bouhlelPas encore d'évaluation
- Guide ESAB Sur Le Procédé de Soudage Tungsten Inert Gas (TIG)Document175 pagesGuide ESAB Sur Le Procédé de Soudage Tungsten Inert Gas (TIG)PASTENAGUEPas encore d'évaluation
- Soudage À L'arc À L'électrode Enrobée - Wikipédia PDFDocument7 pagesSoudage À L'arc À L'électrode Enrobée - Wikipédia PDFMalik AuresPas encore d'évaluation
- Stick Welding FRDocument6 pagesStick Welding FRMenad SalahPas encore d'évaluation
- Soudure PDFDocument6 pagesSoudure PDFAnonymous bVFHovPas encore d'évaluation
- SANA2Document15 pagesSANA2saxhornPas encore d'évaluation
- Recommandation SoudageDocument130 pagesRecommandation Soudagebensossi_441944896100% (1)
- CDM10 - Les Aciers Alliés - 1BADocument3 pagesCDM10 - Les Aciers Alliés - 1BAniconeusyPas encore d'évaluation
- AciersInoxydables PDFDocument5 pagesAciersInoxydables PDFkrimabdelwahabPas encore d'évaluation
- Electrode EnrobéeDocument31 pagesElectrode EnrobéeGhania Algérienne100% (1)
- Matériaux Et Revêtement-CorrosionDocument1 pageMatériaux Et Revêtement-CorrosionRoBogerPas encore d'évaluation
- Métal D'apportDocument4 pagesMétal D'apportbabaaromePas encore d'évaluation
- Nuances MatieresDocument262 pagesNuances MatieresMetalmaster244Pas encore d'évaluation
- Infos Et Conseils Chemin de CablesDocument5 pagesInfos Et Conseils Chemin de CablesIbtissam EL HaiPas encore d'évaluation
- Aciers Construction PresentationDocument8 pagesAciers Construction Presentationmohamed0167Pas encore d'évaluation
- Fascicule TP Cuivre 1Document34 pagesFascicule TP Cuivre 1Ben MoussaPas encore d'évaluation
- Les Différents Procédés de Soudure - Mabéo DirectDocument6 pagesLes Différents Procédés de Soudure - Mabéo DirectJe suis Je suisPas encore d'évaluation
- Cours Désign MatosDocument6 pagesCours Désign MatosDABAKH LDEEBOYPas encore d'évaluation
- Alu 3Document10 pagesAlu 3Jacqueline ItopPas encore d'évaluation
- Recapitulatif Procedes Soudage PDFDocument1 pageRecapitulatif Procedes Soudage PDFghodbanePas encore d'évaluation
- Manuel Specifique Metal D'apportDocument1 pageManuel Specifique Metal D'apportmbe josephPas encore d'évaluation
- Designation Et Caracteristiques Des AciersDocument25 pagesDesignation Et Caracteristiques Des AciersBayari ArPas encore d'évaluation
- CDM11 - Les Métaux Non-Ferreux - 1BADocument6 pagesCDM11 - Les Métaux Non-Ferreux - 1BAniconeusyPas encore d'évaluation
- Information Technique Sur Acier Inoxydable Acier Llie2Document23 pagesInformation Technique Sur Acier Inoxydable Acier Llie2louis.bouvattierPas encore d'évaluation
- Information Technique Sur Acier Construction Non Allie PDF 40 Ko Serie A Lser1Document4 pagesInformation Technique Sur Acier Construction Non Allie PDF 40 Ko Serie A Lser1Bouremana AnèsPas encore d'évaluation
- h7g6 - Cuivre Alliages CuivreDocument8 pagesh7g6 - Cuivre Alliages CuivremauricePas encore d'évaluation
- Feuillard11 Métallurgie SoudageDocument2 pagesFeuillard11 Métallurgie Soudagecisar0007Pas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Prix DenreesDocument2 pagesPrix DenreesLUC BALOMOCK BIIGAPas encore d'évaluation
- Machinerie Usine SCP ESEKADocument72 pagesMachinerie Usine SCP ESEKALUC BALOMOCK BIIGAPas encore d'évaluation
- Quartz 15 W 40Document2 pagesQuartz 15 W 40LUC BALOMOCK BIIGAPas encore d'évaluation
- Baguettes A Souder 2Document2 pagesBaguettes A Souder 2LUC BALOMOCK BIIGAPas encore d'évaluation
- Transaxle 7 80w90Document2 pagesTransaxle 7 80w90LUC BALOMOCK BIIGAPas encore d'évaluation
- Risque Liee À La SoudureDocument2 pagesRisque Liee À La SoudureLUC BALOMOCK BIIGAPas encore d'évaluation
- F svbs0 HPDocument2 pagesF svbs0 HPLUC BALOMOCK BIIGAPas encore d'évaluation
- Compteur P3210Document3 pagesCompteur P3210LUC BALOMOCK BIIGAPas encore d'évaluation
- Selection Table Stick Electrodes FRDocument1 pageSelection Table Stick Electrodes FRLUC BALOMOCK BIIGAPas encore d'évaluation
- Roule MentDocument126 pagesRoule MentLUC BALOMOCK BIIGA100% (1)
- TS Physique Chimie Cours PDFDocument12 pagesTS Physique Chimie Cours PDFDarrel Foweng TchoPas encore d'évaluation
- Considérations Sur Les D'établissement Des de Grande Puissance Tendances Actuelles Conduites Forcées Sous Haute ChuteDocument15 pagesConsidérations Sur Les D'établissement Des de Grande Puissance Tendances Actuelles Conduites Forcées Sous Haute ChutelhabsPas encore d'évaluation
- Le Marteau de Michel-Ange (Y. Hersant)Document12 pagesLe Marteau de Michel-Ange (Y. Hersant)rgqesgegePas encore d'évaluation
- DOSSIER TECHNIQUE DE LA PRODUCTION de La Plaquette POUR LE PROJET DE REBOISEMENT DE L (Enregistré Automatiquement)Document11 pagesDOSSIER TECHNIQUE DE LA PRODUCTION de La Plaquette POUR LE PROJET DE REBOISEMENT DE L (Enregistré Automatiquement)Jeanne Mbang EnamaPas encore d'évaluation
- Conclusion GénéraleDocument5 pagesConclusion Généralenina saPas encore d'évaluation
- Expression FrancaiseDocument29 pagesExpression Francaisekrimo0100% (1)
- Rapport de Perfectionnement 1Document42 pagesRapport de Perfectionnement 1Kha LedPas encore d'évaluation
- QW 4778Document4 pagesQW 4778QuentinMadecPas encore d'évaluation
- Qu'est Ce Que La Méthode Six Sigma Et Comment L'appliquerDocument13 pagesQu'est Ce Que La Méthode Six Sigma Et Comment L'appliquermoisendiaye245Pas encore d'évaluation
- 5ème EPS - Léçon 3 - Produire Des Enchainements Dactions Variées, CohérentesDocument7 pages5ème EPS - Léçon 3 - Produire Des Enchainements Dactions Variées, CohérentesSaréPas encore d'évaluation
- ECOUTE OEUVRES Jeux C2 C3Document6 pagesECOUTE OEUVRES Jeux C2 C3Zoe De LuigiPas encore d'évaluation
- Études D'aménagement en Voiries Et Réseaux Divers Du Complexe TouristiqueDocument178 pagesÉtudes D'aménagement en Voiries Et Réseaux Divers Du Complexe Touristiqueayouta rezguiPas encore d'évaluation
- 6-Debitmetre A VortexDocument4 pages6-Debitmetre A VortexdantonkuPas encore d'évaluation
- Partiels Blancs Semestre 2, 2019 - Les Institutions de La Ve République - Annales D'examenDocument10 pagesPartiels Blancs Semestre 2, 2019 - Les Institutions de La Ve République - Annales D'examenstef100% (2)
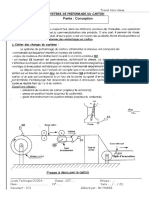
- Systeme de Preformage Du CartonDocument11 pagesSysteme de Preformage Du Cartonassiahakmi67% (3)
- BTS SIO Approfon Mai 2023 DV 2Document3 pagesBTS SIO Approfon Mai 2023 DV 2cisseabouemailPas encore d'évaluation
- Klavy 3Document11 pagesKlavy 3no mePas encore d'évaluation
- Exercice 1Document10 pagesExercice 1Abdrzk ChkriPas encore d'évaluation
- Magazine PHOTO SOLUTION N.8 - Fevrier-Mars 2014 PDFDocument52 pagesMagazine PHOTO SOLUTION N.8 - Fevrier-Mars 2014 PDFAbdou JeffersonPas encore d'évaluation
- Contrôle de La Qualité Dans La FabricationDocument4 pagesContrôle de La Qualité Dans La FabricationAngeles Sendon GonzalezPas encore d'évaluation
- ExamenBactériologieDesSelles - CopieDocument18 pagesExamenBactériologieDesSelles - CopiedaejangguemPas encore d'évaluation
- 2008 Pondichery Exo1 Sujet Ammoniac 7ptsDocument3 pages2008 Pondichery Exo1 Sujet Ammoniac 7ptsla physique selon le programme Français100% (1)
- La-Carità - RossiniDocument12 pagesLa-Carità - RossiniPatrizio MoiPas encore d'évaluation
- ActualitéDocument2 pagesActualitéYassine AiTPas encore d'évaluation
- Interferences Lumineuses - 230316 - 154348Document7 pagesInterferences Lumineuses - 230316 - 154348Yacouba CamaraPas encore d'évaluation
- Rapport MasterDocument43 pagesRapport Masterhaythem gaiedPas encore d'évaluation
- Seccion 02 Regulacion de Temperatura PDFDocument88 pagesSeccion 02 Regulacion de Temperatura PDFcristianPas encore d'évaluation
- Ed 6142Document121 pagesEd 6142Moez SelmiPas encore d'évaluation
- Evolution Paysages Cours Integral 2007Document14 pagesEvolution Paysages Cours Integral 2007Flash FacebookPas encore d'évaluation
- TimersDocument10 pagesTimersPFEPas encore d'évaluation