Académique Documents
Professionnel Documents
Culture Documents
Liste Complete Alliage PDF
Transféré par
zepooblTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Liste Complete Alliage PDF
Transféré par
zepooblDroits d'auteur :
Formats disponibles
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 13
Slection de fiches
techniques
13
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 14
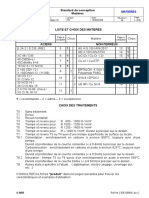
Tableau rcapitulatif des caractristiques des alliages
Laser
Polissable
Trempable
Usinable
AFNOR
Autogne
416
420
420
420
420F
430
430
431
-
Rsistance
416
420 (1.4021)
420 (1.4028)
420 (1.4034)
420 F
430
430 F
431
1.4122
Arc
46
48
50
52
54
56
58
60
62
ACIERS INOXYDABLES AUSTENITIQUES
1.4310 - X 10 CrNi 18 8
Z 12 CN 17 07
- non 1.4319 - X 5 CrNiN 17 8
Z 10 CN 18 09
- non 1.4305 - X 8 CrNiS 18 9
Z 8 CNF 18 09
+ non 1.4301 - X 5 CrNi 18 10
Z 6 CN 18 09
- non 1.4306 - X 2 CrNi 19 11
Z 3 CN 18 10
- non +
1.4307 - X 2 CrNi 18 9
Z 3 CN 19 09
- non +
1.4401 - X 5 Cr NiMo 17 12 2 Z 6 CND 17 11
- non 1.4404 - X 2 CrNiMo 17 12 2
Z 2 CND 17 12
- non +
1.4435 - X 2 CrNiMo 18 14 3
Z 3 CND 18 14 03
- non +
1.4441 - X 2 CrNiMo 18 15 3
Z 2 CND 17 13
-- non +
++ non 1.4427 So
Z3 CNDF 17 13
++ non +
1.4435 - X 2 CrNiMo 18 14 3
Z 3 CND 18 14 03
+ non +
1.4435 - X 2 CrNiMo 18 14 3
Z 3 CND 18 14 03
+ non 1.4539 - X 1 NiCrMoCu 25 20 5 Z 2 NC DU 25 20
-- non +
ACIERS INOXYDABLES MARTENSITIQUES ET FERRITIQUES
1.4005 - X 12 CrS 13
Z 12 CF 13
+
oui
+
1.4021 - X 20 Cr 13
Z 20 C 13
oui
+
1.4028 - X 30 Cr 13
Z 30 C 13
oui
+
1.4034 - X 46 Cr 13
Z 44 C 14
oui
+
1.4035 - X 45 CrS 13
+
oui
+
1.4016 - X 6 Cr 17
Z 8 C 17
- non 1.4104 - X 14 CrMoS 17
Z 13 CF 17
++ non 1.4057 - X 17 CrNi 16 2
Z 15 CN 16 02
oui
+
1.4122 - X 39 CrMo 17 1
Z 38 CD 16-01
oui
+
MIG/TIG/WIG
301
302
303
304
304 L
304 L
316
316 L
316 L
316 L
316 LS
316 L
316 L
904 L
Durcissable
301
302
303
304
304 L (1.4306)
304 L (1.4307)
316
316 L (1.4404)
316 L (1.4435)
316 L (mdical)
316 LS
PX
PM
316 L UGIMA
904 L
SOUDABLE
Magntisable
16
18
20
22
24
26
28
30
32
34
36
38
40
42
44
DIN
AISI OU UNS
PRECIMET
PAGES
LEGENDE: ++ = EXCELLENT, + = BON, - = MOYEN, -- = MAUVAIS
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
oui
oui
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
oui
oui
oui
oui
oui
oui
oui
non
non
non
non
oui
oui
oui
non
oui
oui
oui
oui
non
non
non
non
non
oui
oui
non
oui
oui
oui
oui
oui
oui
oui
non
oui
oui
oui
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
non
non
non
non
non
non
non
non
non
oui
non
non
non
oui
non
oui
oui
non
oui
oui
oui
oui
oui
non
oui
oui
non
non
non
non
non
oui
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
oui
non
non
non
2750157Precimet_FR_Noir_P9a108
15.5.2007
64
66
68
70
72
74
76
78
80
82
84
86
88
Cu OF
Cu ETP
Cu Te P
Cu Be
Cu Be M25
CuSn8
CuZn35
CuZn37
CuZn40
CuZn36Pb1.5
CuZn38Pb1.5
CuNi18Zn20
CuNi18Zn19Pb1
CW008A
CW004A
CW118C
CW101C
CW102C
CW453K
CW507L
CW508L
CW509L
CW600N
CW608N
CW409J
CW408J
90
92
94
96
Ti
Ti
Ti
Ti
Ti
Ti
Ti
Ti
98
100
102
104
106
11SMnPb30
11SMnPb37
Monel 400
Inconel 600
Phynox
grade
grade
grade
grade
1
2
3
5
grade
grade
grade
grade
N04400
N06600
-
1
2
3
5
15:56
Page 15
ALLIAGES CUIVREUX
2.0040 - Cu OF
Cu c2
2.0060 - E Cu 57
Cu a1
2.1546 - Cu Te P
Cu Te
2.1247 - CuBe2
Cu Be 1.9
CuBe2Pb
Cu Be 1.9 Pb
2.1030 - CuSn8
CuSn8P
CuZn35
2.0321 - CuZn37
CuZn37
2.0360 - CuZn40
CuZn40
2.0331 - CuZn36Pb1.5
CuZn35Pb2
2.0371 - CuZn38Pb1.5
CuZn38Pb2
2.0740 - CuNi18Zn20
CuNi18Zn20
2.0790 - CuNi18Zn19Pb1
TITANE
3.7025
T 35
3.7035
T 40
3.7055
T 50
3.7165 - Ti 6AI 4V
TA 6 V
AUTRES ALLIAGES
1.0718 - 11SMnPb30
S 250 Pb
1.0737 - 11SMnPb37
S 300 Pb
2.4360 - Ni Cu 30 Fe
NU 30
2.4816 - Ni Cr 15 Fe 8
NC 15 Fe
K13C20N16Fe15D07
+
+
+
-
non
non
non
non
non
non
non
non
non
non
non
non
non
+
+
+
+
+
+
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
non
oui
oui
non
non
non
non
non
non
non
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
non
oui
oui
non
non
non
non
non
oui
oui
oui
oui
non
non
oui
oui
non
non
non
non
non
non
non
non
non
non
non
non
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
non
oui
oui
----
non
non
non
oui
non
non
non
non
non
non
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
non
non
non
non
non
non
non
non
oui
oui
oui
oui
++
++
-
non
non
non
non
non
+
+
+
oui
oui
oui
non
non
non
non
non
non
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui
oui oui
oui oui
oui oui
oui oui
oui non
oui
oui
oui
oui
oui
15
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 16
Aciers inoxydables austnitiques
AISI
DIN
301
1.4310 - X 10 CrNi 18 8
Particularits
AFNOR
Un des aciers inoxydables austnitiques les plus simples, essentiellement la nuance maigre du 1.4301 (AISI
304). Sa rsistance la corrosion est trs infrieure celle des aciers de type 304 ou 316, mais globalement
suprieure celle des aciers inoxydables ferritiques ou martensitiques.
De plus, sa trs large tolrance en carbone le rend sensible la corrosion intergranulaire.
Acier ressorts pour des tempratures jusqu' 300C.
Parfois le 1.4310 (type 301) est favoris pour des produits bandes alors que le 1.4319 (type 302) est utilis
pour des produits fils.
C
0.05- 0.15
Si
<2
100C
17,2
200C
17,5
Etat
Recuit
Ecroui max.
20C
205
965
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon DIN [%]
S
P
Cr
Mo
Ni
Autres
< 0.045
< 0.015
16 - 19
< 0.8
6 - 9.5
N < 0.11; Cu < 1
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
w0,72
500
16,2
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17,8
18,1
18,4
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
515 - 620
40
160 - 220
1 280
5
400
Mn
<2
Densit
[kgm-3]
7 900
Z 12 CN 17 07
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 17
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1020-1080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiant
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a prcipitation de carbures de chrome aux joints de grains,
ce qui diminue de manire catastrophique la rsistance la corrosion intergranulaire. Un recuit conscutif est ncessaire pour dissoudre
ces carbures,avec un refroidissement suffisamment rapide pour viter une nouvelle prcipitation. Une trempe est recommande, quelle
que soit la dimension des pices.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique. Il est ncessaire d'effectuer un
recuit aprs soudage suivi d'une trempe, pour prvenir les risques de corrosion intergranulaire.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
17
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 18
Aciers inoxydables austnitiques
AISI
DIN
302
1.4319 - X 5 CrNiN 17 8
Particularits
AFNOR
Cet acier inoxydable austnitique est essentiellement une nuance 1.4310 (AISI 301) bas carbone. Par
consquent, il s'avre moins sensible la corrosion intergranulaire, mais reste globalement un acier moins
rsistant par rapport aux nuances de type 304L ou 316.
Parfois le 1.4310 (type 301) est favoris pour des produits bandes alors que le 1.4319 (type 302) est utilis
pour des produits fils.
Z 10 CN 18 09
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon AISI [%]
P
S
Cr
Mo
Ni
Autres
< 0.045
< 0.015
16 - 18
7-8
N = 0.04 - 0.08
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7900
0,72
500
16,2
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
193 20C
17,2
17,5
17,8
18,1
18,4
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
205
310
515
620
30
40
160
- 220
Recuit
965
1 275
5
390
Ecroui max.
C
< 0.05
Si
<1
Mn
<2
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 19
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 -1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements dimensionns en consquence. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a prcipitation de carbures de chrome aux joints de grains,
ce qui diminue de manire catastrophique la rsistance la corrosion intergranulaire. Un recuit conscutif est ncessaire pour dissoudre
ces carbures, avec un refroidissement suffisamment rapide pour viter une nouvelle prcipitation. Une trempe est recommande, quelle
que soit la dimension des pices.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxy-actylnique. Il est ncessaire d'effectuer un
recuit aprs soudage suivi d'une trempe, pour prvenir les risques de corrosion intergranulaire.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
19
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 20
Aciers inoxydables austnitiques
AISI
DIN
303
1.4305 - X 8 CrNiS 18 9
Particularits
AFNOR
Acier inoxydable austnitique avec usinabilit amliore par l'adjonction de 0.15 0.35 % de soufre, formant des particules qui brisent les copeaux et lubrifient les outils. Cependant ces particules dtriorent
notablement la soudabilit et la rsistance la corrosion, notamment la corrosion en crevasse.
Cet acier ne convient pas pour des pices en contact prolong avec la peau.
Pour les applications ncessitant une meilleure rsistance la corrosion et une soudabilit amliore, on lui
prfrera les aciers PX dont l'usinabilit est quivalente, voire suprieure grce un contrle svre de la
rpartition des particules.
C
< 0.1
Si
< 1.00
100C
16,0
200C
17
Etat
Recuit
Ecroui max.
20C
205
1 200
+
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
non
Rsistance
non
Autogne
non
Laser
non
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
Autres
< 0.045
0.15 - 0.35
17 - 19
8 - 10
Cu<1; N< 0.11
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17
18
18
18,5
18,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
500 - 700
50
160 - 200
1 300
3
400
Mn
< 2.00
Densit
[kgm-3]
7 900
Z 8 CNF 18 09
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 21
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Trempe (eau, huile)
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
A l'tat recuit uniquement
12% HNO3 + 4% CuSO4.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a prcipitation de carbures de chrome aux joints de grains,
ce qui diminue de manire catastrophique la rsistance la corrosion intergranulaire. Un recuit conscutif est ncessaire pour dissoudre
ces carbures, avec un refroidissement suffisamment rapide pour viter une nouvelle prcipitation. Une trempe est recommande quelle
que soit la dimension des pices. Cet acier est optimis pour l'usinage, mais on obtiendra des rsultats encore meilleurs avec l'acier PX,
pour lequel la rpartition homogne des particules de soufre est contrle.
Soudage et brasage
En raison de sa forte teneur en soufre et de sa tolrance large sur le carbone, cet acier ne convient pas pour le soudage. En effet, le carbone risque de prcipiter aux joints de grains sous forme de carbures de chrome, diminuant ainsi catastrophiquement la rsistance la
corrosion intergranulaire. Les prcipits soufrs provoquent quant eux des soufflures et des piqres sur le cordon de soudure.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
21
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 22
Aciers inoxydables austnitiques
AISI
DIN
304
1.4301 - X 5 CrNi 18 10
Particularits
AFNOR
Acier inoxydable austnitique avec une rsistance la corrosion moyenne.
La tolrance large en carbone prsente un certain risque de formation de carbures de chrome aux joints de
grains lors des traitements thermiques, diminuant ainsi la rsistance la corrosion intergranulaire. Pour des
applications prsentant ce risque, on lui prfrera la nuance 304 L dans laquelle le taux de carbone est
limit.
En raison de son usinabilit limite, on utilisera de prfrence des aciers optimiss (PX, PM, 316 LS) lorsque
des usinages complexes sont ncessaires.
Dans des milieux chlors ou l'eau saline, il est prrrable d'utiliser une nuance au molybdne (type 316L).
Pour des pices en contact prolong avec la peau, il est prfrable d'utiliser un acier inoxydable type 316L.
Z 6 CN 18 09
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.07
< 1.00
< 2.00
< 0.015*
17.0 - 19.5
8.0 - 10.5
N < 0.11
< 0.045
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 900
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,0
17
17
18
18
18,5
18,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
Ecroui max.
200
965
157
127
110
500 - 700
1 275
45
4
160 - 200
390
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 23
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Trempe (eau, huile)
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a prcipitation de carbures de chrome aux joints de grains,
ce qui diminue de manire catastrophique la rsistance la corrosion intergranulaire. Un recuit conscutif est ncessaire pour dissoudre
ces carbures,avec un refroidissement suffisamment rapide pour viter une nouvelle prcipitation. Une trempe est recommande quelle que
soit la dimension des pices.
Cet acier est relativement difficile usiner et on lui prfrera des nuances optimises (PX, PM, 316 LS) si des usinages consquents sont
prvus.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxy-actylnique. Il est ncessaire d'effectuer un
recuit aprs soudage suivi d'une trempe, pour prvenir les risques de corrosion intergranulaire.
Il est prfrable d'utiliser la nuance 304 L pour la construction soude car elle ne prsente pas de risques de corrosion intergranulaire.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
23
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 24
Aciers inoxydables austnitiques
AISI
DIN
304 L
1.4306 - X 2 CrNi 19 11
Particularits
AFNOR
Acier inoxydable avec une rsistance la corrosion moyenne, intermdiaire entre celle du 302 et du 316.
La teneur limite en carbone prvient spcialement la corrosion intergranulaire, mais il ne contient pas de
molybdne qui amliore la rsistance aux acides non oxydants et la corrosion par piqres.
En raison de son usinabilit limite, on utilisera de prfrence des aciers optimiss (PX, PM, 316 LS) lorsque
des usinages complexes sont ncessaires.
Dans des milieux chlors ou l'eau saline, il est prrrable d'utiliser une nuance au molybdne (type 316L).
Pour des pices en contact prolong avec la peau, il est prfrable d'utiliser un acier inoxydable type 316L.
Z 3 CN 18 10
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.030
< 1.00
< 2.00
< 0.045
< 0.015*
18.0 - 20.0
10 - 12
N < 0.11
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 900
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,0
17
17
18
18
18,5
18,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
Ecroui max.
190
965
147
118
100
500 - 600
1 275
45
4
150 - 180
390
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 25
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phase s, aux consquences nocives pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase,
suivi d'un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique.
Il n'est pas ncessaire d'effectuer un recuit aprs soudage.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
25
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 26
Aciers inoxydables austnitiques
AISI
DIN
304 L
1.4307 - X 2 CrNi 18 9
Particularits
AFNOR
Acier inoxydable avec une rsistance la corrosion moyenne, intermdiaire entre celle du 302 et du 316.
La teneur limite en carbone prvient spcialement la corrosion intergranulaire, mais il ne contient pas de
molybdne qui amliore la rsistance aux acides non oxydants et la corrosion par piqres.
En raison de son usinabilit limite, on utilisera de prfrence des aciers optimiss (PX, PM, 316 LS) lorsque
des usinages complexes sont ncessaires.
Dans des milieux chlors ou l'eau saline, il est prrrable d'utiliser une nuance au molybdne (type 316L).
Pour des pices en contact prolong avec la peau, il est prfrable d'utiliser un acier inoxydable type 316L.
Z 3 CN 19 09
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.03
< 1.00
< 2.00
< 0.045
< 0.015*
17.5 - 19.5
8 - 10
N < 0.11
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 900
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,0
16,5
17
17,5
18
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
310
620
45
225
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
1000 - 1100
15:56
Page 27
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
eau ou air (assez vite)
Traitements chimiques
Type
Dcapage
Passivation
Milieu
10 % HNO3 + 2 % HF
20 - 50% HNO3
Mise en oeuvre
Commentaires
A froid ou 60C
20C
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier lgrement magntisable
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phase s, aux consquences nocives pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase,
suivi d'un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, et aucun traitement thermique n'est ncessaire aprs soudage. Les soudures
devront tres dcapes mcaniquement ou chimiquement puis passives.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
27
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 28
Aciers inoxydables austnitiques
AISI
316
DIN
1.4401 - X 5 Cr NiMo 17 12 2
Particularits
AFNOR
Acier inoxydable austnitique avec une excellente rsistance la corrosion.
Cependant, sa large tolrance en carbone prsente un certain risque de formation de carbures de chrome
aux joints de grains lors des traitements thermiques, diminuant ainsi la rsistance la corrosion intergranulaire. Pour des applications prsentant ce risque, on lui prfrera la nuance 316 L dans laquelle le taux de
carbone est limit.
On utilisera de prfrence des aciers optimiss (PX, PM) lorsque des usinages complexes sont ncessaires.
Cet acier convient pour des pices en contact prolong avec la peau.
Z 6 CND 17 11
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.07
< 1.00
< 2.00
< 0.045
< 0.015*
16.5 - 18.5 2.00 - 2.50
10 - 13
N < 0.11
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 980
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,5
17,5
17,5
18,5
18,5
19
19,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
Ecroui max.
205 - 310
1 300
177
147
127
515 - 620
1 400
40 - 50
3
160 - 190
430
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 29
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Trempe (eau, huile)
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se forme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements dimensionns en consquence. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a prcipitation de carbures de chrome aux joints de grains,
ce qui diminue de manire catastrophique la rsistance la corrosion intergranulaire. Un recuit conscutif est ncessaire pour dissoudre
ces carbures,avec un refroidissement suffisamment rapide pour viter une nouvelle prcipitation. Une trempe est recommande quelle que
soit la dimension des pices. Cet acier est relativement difficile usiner et on lui prfrera des nuances optimises (PX, PM) si des usinages consquents sont prvus.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique. Il est ncessaire d'effectuer un
recuit aprs soudage suivi d'une trempe pour prvenir les risques de corrosion intergranulaire.
Il est prfrable d'utiliser la nuance 316 L pour la construction soude car elle ne prsente pas de risques de corrosion intergranulaire.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
29
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 30
Aciers inoxydables austnitiques
AISI
316 L
DIN
1.4404 - X 2 CrNiMo 17 12 2
Particularits
AFNOR
Acier inoxydable avec une excellente rsistance la corrosion, ne diffrant de l'acier 316 L (1.4435) que par
une variation de teneur en nickel et en molybdne. Ses caractristiques sont donc identiques au 316 L
(1.4435).
En raison de son usinabilit limite, on utilisera de prfrence des aciers optimiss (PX, PM) lorsque des usinages complexes sont ncessaires.
Cet acier convient parfaitement pour des pices en contact prolong avec la peau.
Z 2 CND 17 12
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.03
<1
<2
< 0.045
< 0.015*
16.5 - 18.5
2 - 2.5
10 - 13
N < 0.11
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 980
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,5
17,5
17,5
18,5
18,5
19
19,5
172 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
Ecroui max.
190
1 300
166
137
118
490 - 690
1 400
45
5
150 - 200
430
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 31
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements dimensionns en consquence. L'crouissage a pour consquence de rendre cet acier trs lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phase s, aux consquences nocives pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase
avec un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Cet acier est relativement diffficile usiner et on lui prfrera des nuances optimises (Px, PM) si des usinages consquents sont prvus.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxy-actylnique. Dpendant des conditions de
soudage, une faible teneur de ferrite rsiduelle magntisable peut tre prsente au niveau du cordon de soudure.
Il n'est pas ncessaire d'effectuer un traitement thermique aprs soudage.
Mtaux d'apports: 1.4430, 1.4576.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
31
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 32
Aciers inoxydables austnitiques
AISI
316 L
DIN
1.4435 - X 2 CrNiMo 18 14 3
Particularits
AFNOR
Acier inoxydable avec une excellente rsistance la corrosion.
La teneur limite en carbone prvient spcialement la corrosion intergranulaire, et la prsence de molybdne
amliore la rsistance aux acides non oxydants et la corrosion par piqres.
En raison de son usinabilit limite, on utilisera de prfrence des aciers optimiss (PX, PM) lorsque des usinages complexes sont ncessaires.
Cet acier convient parfaitement pour des pices en contact prolong avec la peau.
Z 3 CND 18 14 03
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
< 0.03
<1
<2
< 0.045
< 0.015*
17 - 19
2.5 - 3
12.5 - 15
N < 0.11
*Pour les barres, le fil machine, les profils et les demi-produits concerns, la teneur maxi en soufre est de 0.03%
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 980
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,5
17,5
17,5
18,5
18,5
19
19,5
172 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
Recuit
Ecroui max.
190
1 300
166
137
118
460 - 680
1 400
45
5
160 - 200
430
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 33
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier trs lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phases, aux consquences nocives
pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase avec
un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Cet acier est relativement difficile usiner et on lui prfrera des nuances optimises (PX, PM) si des usinages consquents sont prvus.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique.
Dpendant des conditions de soudage, une faible teneur de ferrite rsiduelle magntisable peut tre prsente au niveau du cordon de
soudure.
Il n'est pas ncessaire d'effectuer un traitement thermique aprs soudage.
Mtaux d'apports: 1.4430, 1.4576.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
33
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 34
Aciers inoxydables austnitiques
AISI
316 L (mdical)
DIN
1.4441 - X 2 CrNiMo 18 15 3
Particularits
AFNOR
Acier inoxydable dont la composition de base est similaire au 316L, mais avec une tolrance sur les impurets beaucoup plus serre. Cet acier a ainsi une rsistance la corrosion nettement suprieure au 316L
usuel, qui le rend apte aux applications mdicales (implants notamment). Par consquent, cet acier convient
parfaitement pour des pices en contact prolong avec la peau.
Bien que la tolrance sur les impurets critiques (carbone, soufre, phosphore, etc.) soit identique selon la
norme laquelle on se rfre (ISO 5832-1, ASTM F138, etc.), la teneur en lments majeurs peut varier lgrement d'une norme l'autre. Nous nous rfrons la norme allemande DIN, tant donn qu'une grande
partie de nos aciers sont fabriqus Allemagne.
C
< 0.03
Si
< 1.0
100C
16,5
200C
17,5
Etat
Recuit
Ecroui max.
20C
190
1 300
-Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
Autres
< 0.025
< 0.010
17 - 19
2.5 - 3.2
13 - 15.5
N<0.1, Cu<0.5
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17,5
18,5
18,5
19
19,5
172 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
166
137
118
460 - 680
160 - 200
45
1 400
5
430
Mn
< 2.0
Densit
[kgm-3]
7 980
Z 2 CND 17 13
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 35
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier trs lgrement magntisable.
Cet acier est particulirement difficile usiner.
Des prcautions particulires de fabrication, ainsi que des procdures de contrle final, doivent tre assures pour que le label
"mdical" soit reconnu. Il nous est impossible de mentionner ici le dtail de ces prescriptions, qui varient d'une norme l'autre.
Veuillez nous contacter si vous souhaitez des informations supplmentaires.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique. Dpendant des conditions de soudage, une faible teneur de ferrite rsiduelle magntisable peut tre prsente au niveau du cordon de soudure.
Il n'est pas ncessaire d'effectuer un traitement thermique aprs soudage.
Mtaux d'apports: 1.4430, 1.4576.
Les prescriptions des normes mdicales doivent tre respectes pour que le label "mdical" soit reconnu (voir "mise en oeuvre").
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
35
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 36
Aciers inoxydables austnitiques
AISI
316 LS
DIN
Particularits
AFNOR
Acier inoxydable austnitique avec usinabilit amliore par l'adjonction de 0.12 0.18 % de soufre, qui
forme des particules qui brisent les copeaux et lubrifient les outils. L'adjonction de cuivre amliore la formabilit froid, mais diminue la rsistance la corrosion par piqres. De plus, les particules de soufre dteriorent notablement la soudabilit et la rsistance la corrosion, notamment la corrosion en crevasse.
Par consquent, on lui prfrera les aciers PX ou PM pour des applications ncessitant une rsistance la
corrosion, une aptitude au polissage et au soudage amliores.
Cet acier ne convient pas pour des pices en contact prolong avec la peau.
Le "316LS" n'est pas une nuance normalise, mais elle rentre dans la spcification du standard AISI 316F.
C
< 0.03
Si
< 1.00
100C
16,0
200C
17
Etat
Recuit
Ecroui max.
20C
195
1 300
++
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Composition chimique [%]
S
Cr
Mo
Ni
Autres
0.12 - 0.18 16.5 - 18.5
2 - 2.5
11 - 14
Cu 1 - 2
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17
18
18
18,5
18,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
500 - 700
150 - 200
45
1 400
5
430
Mn
< 2.00
Densit
[kgm-3]
7 900
P
< 0.045
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 37
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
A l'tat recuit uniquement
12% HNO3 + 4% CuSO4.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
Cet acier se dforme plus facilement froid (pliage, tampage, emboutissage) que les aciers inoxydables de type 316 L, grce sa teneur
en cuivre qui diminue l'crouissage.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phase s, aux consquences nocives pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase
avec un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Cet acier est optimis pour l'usinage par enlvement de copeaux.
Soudage et brasage
En raison de sa teneur importante en soufre, cet acier peut poser des problmes de soudage. En effet, les prcipits soufrs provoquent
des soufflures et des piqres sur le cordon de soudure.
Il sera prfrable d'utiliser l'acier inoxydable PM pour des produits souds ncessitant un usinage complexe.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
37
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 38
Aciers inoxydables austnitiques
AISI
PX
DIN
1.4427 So
Particularits
AFNOR
Acier inoxydable austnitique avec usinabilit amliore par l'adjonction de 0.10 0.13 % de soufre, formant des particules qui brisent les copeaux et lubrifient les outils. Grce un contrle svre de la rpartition des particules et des technologies de coule particulires, cet acier a une usinabilit meilleure que le
type 303, bien qu'il contienne beaucoup moins de soufre.
Par consquent sa rsistance la corrosion gnralise est trs suprieure celle du type 303 et
cet acier constitue le meilleur compromis entre rsistance la corrosion et usinabilit.
Z3 CNDF 17 13
++
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique [%]
S
Cr
Mo
Ni
Autres
0.10 - 0.13 16.5 - 18.5
2.0 - 2.7
12.0 - 14.0
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 900
0,73
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
100C
200C
300C
400C
500C
600C
700C
200 20C
16,0
17
17
18
18
18,5
18,5
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
190
200
500
600
160
- 200
45
Recuit
1 100 - 1 200
2
400
1 000
Ecroui max.
C
< 0.03
Si
< 1.0
Mn
< 2.0
P
< 0.045
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 39
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se lamine facilement froid, mais son taux d'crouissage important ncessite des outillages adapts. L'aptitude l'tampage
est moyenne. L'crouissage a pour consquence de rendre cet acier lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phases, aux consquences nocives
pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase. Le
refroidissement conscutif doit tre rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de
grandes dimensions.
Cet acier offre la meilleure usinabilit parmi tous les aciers inoxydables austnitiques.
Soudage et brasage
En raison de sa teneur limite en soufre, cet acier convient relativement bien au soudage par MIG, TIG, WIG ou au laser. Les paramtres
doivent cependant tre soigneusement dtermins pour viter la formation de soufflures sur le cordon de soudure.
Il n'est pas ncessaire d'effectuer un recuit aprs soudage.
Le brasage fort (950C - 1100C) ne pose pas de difficults particulires et les meilleurs rsultats sont obtenus dans un four passage
sous atmosphre protectrice (H2 + N2 ou NH3 craqu). Les brasures donnant les meilleures rsultats sont de type Ag-Cu-Ni, au Pd ou les
brasures Au 8 18K fortes (point de fusion environ 850C).
Le brasage tendre (350C - 550C) est possible sous rserve d'une prparation soigne de la surface et d'un brossage suivi d'un dcapage aprs brasage.
Formes de livraison
Plaques, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
39
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 40
Aciers inoxydables austnitiques
AISI
316 L
DIN
1.4435 PM
Particularits
AFNOR
Nuance 316 L 1.4435 usinabilit amliore par une dsoxydation pousse garantissant l'absence d'inclusions dures, par optimisation de la composition et de la microstructure. De par ces caractristiques, l'aptitude au polissage est galement excellente.
Cet acier est micro-resulfur 0.015 - 0.03%, ce qui signifie que son usinabilit est suprieure la nuance
316 L 1.4435 standard, tout en restant compatible avec les exigences de composition de l'acier 1.4435.
Cet acier convient parfaitement pour des pices en contact prolong avec la peau.
C
< 0.030
Si
< 1.0
100C
16,5
200C
17,5
Etat
Recuit
Ecroui max.
20C
200
1 300
+
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
Autres
< 0.045
0.015 - 0.03
17 - 19
2.5 - 3
12.5 - 15
N < 0.11
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17,5
18,5
18,5
19
19,5
172 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
500 - 700
160 - 200
45
1 400
5
430
Mn
< 2.0
Densit
[kgm-3]
7 980
Z 3 CND 18 14 03
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 41
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements adapts. L'crouissage a pour consquence de rendre cet acier trs lgrement magntisable.
Lorsque cet acier est maintenu des tempratures entre 500C et 900C, il y a risque de formation de phases, aux consquences nocives
pour l'aptitude la dformation et la rsistance la corrosion. Un recuit conscutif sera alors ncessaire pour dissoudre cette phase avec
un refroidissement rapide pour viter toute nouvelle prcipitation. Une trempe n'est ncessaire que pour les pices de grandes
dimensions.
Cet acier a une usinabilit intermdiaire entre la nuance 316L 1.4435 standard et les nuances resulfures PX, 316 LS.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique. Dpendant des conditions de soudage, une faible teneur de ferrite rsiduelle magntisable peut tre prsente au niveau du cordon de soudure.
Il n'est pas ncessaire d'effectuer un traitement thermique aprs soudage.
Mtaux d'apports: 1.4430, 1.4576.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
41
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 42
Aciers inoxydables austnitiques
AISI
316 L
DIN
1.4435 UGIMA
Particularits
AFNOR
Acier inoxydable avec une bonne rsistance la corrosion, contenant des additifs permettant une excellente
usinabilit lors de l'usage de trs grandes vitesses de coupe. Pour cette raison, le gain d'usinabilit sur de
petites pices est faible par rapport au 316L.
Cet acier existe en diffrentes nuances (exemples: ICH, IRH), selon le teneur d'additifs. Ces additifs sous
forme d'inclusions peuvent interfrer avec la polissabilit.
Cet acier convient parfaitement pour des pices en contact prolong avec la peau.
C
< 0.030
Si
< 1.0
100C
16,5
200C
17,5
Etat
Recuit
Ecroui max.
20C
190
1 300
+
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
Autres
< 0.045
< 0.030
17 - 18.5
2.5 - 3
12.5 - 15
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
0,75
500
15
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
200 20C
17,5
18,5
18,5
19
19,5
172 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
166
137
118
460 - 680
160 - 200
45
1 400
5
430
Mn
< 2.0
Densit
[kgm-3]
7 980
Z 3 CND 18 14 03
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 43
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se lamine facilement froid. Cependant son taux d'crouissage trs important ncessite des quipements adapts.
L'crouissage a pour consquence de rendre cet acier trs lgrement magntisable.
L'aptitude l'tampage est moyenne.
Cet acier a une excellente usinabilit par tounage, si des vitesses de coupe suffisamment importantes peuvent tre obtenues (dimensions
des pices). Dans le cas de petites pices, et pour les oprations de fonage, les aciers inoxydables PX et PM permettent de meilleures
performances.
Soudage et brasage
Cet acier convient relativement bien au soudage par MIG, TIG, WIG ou au laser. Les paramtres doivent cependant tre soigneusement
dtermins pour viter la formation de soufflures sur le cordon de soudure, cause de la prsence des particules facilitant l'usinage.
Il n'est pas ncessaire d'effectuer un recuit aprs soudage.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
43
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 44
Aciers inoxydables austnitiques
AISI
904 L
DIN
1.4539 - X 1 NiCrMoCu 25 20 5
Particularits
AFNOR
Cet acier a une rsistance la corrosion trs amliore par rapport au 316 L, grce sa forte teneur en nickel et en molybdne. Il est utilis principalement dans l'industrie chimique, pour des canalisations et rservoirs vhiculants des fluides trs corrosifs.
L'usinage de cet acier est nettement plus difficile que celui de l'acier inoxydable 316 L.
Cet acier convient parfaitement pour des pices en contact prolong avec la peau.
C
< 0.020
Si
< 0.70
100C
15,8
200C
16,1
Etat
Recuit
Ecroui max.
20C
220
1 300
-Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
non
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
Autres
< 0.030
< 0.010
19 - 21
4-5
24 - 26
Cu = 1.2 - 2.0
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
1
450
12
Coefficient de dilatation
Module lastique
[10-6C-1] entre 20C et
E [GPa]
300C
400C
500C
600C
700C
195 20C
16,5
16,9
17,3
165 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
A5 [%]
Rm [MPa]
[HV]
100C
200C
300C
175
155
135
540
35
150
1 400
3
430
Mn
< 2.00
Densit
[kgm-3]
8 000
Z 2 NC DU 25 20
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
Passivation
15.5.2007
15:56
Page 45
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
1 020 - 1 080
15 - 60
Rapide
Traitements chimiques
Milieu
Commentaires
6 - 25% HNO3 + 0.5 - 8% HF
A l'tat recuit uniquement et chaud
20 - 50% HNO3
A chaud
Mise en oeuvre
Temprature
[C]
Cet acier se dforme facilement froid (pliage, tampage, emboutissage). Cependant son taux d'crouissage trs important ncessite des
quipements dimensionns en consquence.
Cet acier est particulirement difficile usiner, et on lui prfrera des nuances optimises (PX, PM) si des usinages consquents sont
prvus.
Soudage et brasage
Cet acier est aisment soudable par tous les procds, exception faite du chalumeau oxyactylnique. En raison de sa composition 100%
austnitique, des problmes de fissuration peuvent se produire aprs soudage si les paramtres ne sont pas optimiss. Par consquent,
cet acier n'est pas soudable avec les procds de soudage grande vitesse (laser).
Il n'est pas ncessaire d'effectuer un traitement thermique aprs soudage.
Mtaux d'apports: 1.4539
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
45
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 46
Aciers inoxydables martensitiques et ferritiques
AISI
DIN
416
1.4005 - X 12 CrS 13
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Les applications typiques sont la coutellerie, les instruments chirurgicaux et les disques de freins.
Cet acier est moins rsistant la corrosion que les aciers austnitiques de la famille 300,
en revanche il acquiert des caractristiques mcaniques leves aprs trempe.
Il est galement fortement magntisable.
C
0.08 - 0.15
Si
<1
Densit
[kgm-3]
7 700
100C
10,5
200C
11
Etat
Recuit
Tremp
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
< 0.04
0.15 - 0.35
12 - 14
< 0.6
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
[m]
Cp [Jkg-1K-1]
0,6
460
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
11,5
12
12
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
515
650-850
Mn
< 1.5
20C
275
450
Z 12 CF 13
+
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
non
Rsistance
non
Autogne
non
Laser
non
Autres
Conductivit thermique
[Wm-1K-1]
30
Module lastique
E [GPa]
215 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
30
12
155
240
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Tremp
Revenu
815 - 900
950 - 1000
680 - 780
Type
Dcapage
Dcapage
15:56
Page 47
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30/h jusqu' 600C puis Air
Air (vite) ou huile
Air
30
60
Traitements chimiques
Milieu
20 - 50% HNO3
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Mise en oeuvre
Commentaires
A chaud ou l'ambiante
Moins agressif que le prcdent
La mise en forme chaud de cet acier ne pose pas de problmes particulier condition de travailler entre 1150C et 1230C puis refroidi
l'air. En effet, en dessous de 927C, le matriau fissure. Cet alliage support que de petites dformations froid, et si la dformation est
trop importante, de la fissuration apparat. De plus, il faut absolument viter la gamme de temprature de recuit entre 425C et 525C car
mme si cet acier devient trs rsistant (Rm 1500 MPa) sa rsistance l'impact devient trs faible.
Soudage et brasage
Le soudage de cet alliage n'est pas recommend en raison de la prsence de sulfures, ce qui induirait des porosits.
Formes de livraison
Bandes, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
47
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 48
Aciers inoxydables martensitiques et ferritiques
AISI
DIN
420
1.4021 - X 20 Cr 13
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Les applications typiques sont la coutellerie, les instruments chirurgicaux et les disques de freins.
Cet acier est moins rsistant la corrosion que les aciers austnitiques de la famille 300, en revanche il
acquiert des caractristiques mcaniques leves aprs trempe. Il est galement fortement magntisable.
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
0.16 - 0.25
< 1.00
< 1.50
< 0.040
< 0.030*
12.0 - 14.0
* S < 0.015% pour tle et feuillard chaud.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
[kgm-3]
[m]
Cp [Jkg-1K-1]
7 700
0,6
460
Coefficient de dilatation
[10-6C-1] entre 20C et
100C
200C
300C
400C
500C
600C
700C
10,5
11
11,5
12
12
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Etat
Rm [MPa]
20C
100C
200C
300C
Recuit
Tremp
450
1 150
420
400
365
500 - 700
1 650
Z 20 C 13
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Autres
-
Conductivit thermique
[Wm-1K-1]
30
Module lastique
E [GPa]
216 20C
192 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
15
3
150 - 210
> 510
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
Page 49
Proprits mcaniques (suite)
Limite lastique
Rp0.2 [MPa]
Etat
Dtendu
Amlior
15:56
20C
1 350
650 - 900
100C
200C
300C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
1550
750 - 1 000
10
12 - 20
470
230 - 310
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
730 - 780
15 - 60
H2 + N2 ou NH3 craqu
980 - 1 030
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
600 - 750
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il est en effet ncessaire
de refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Le durcissement final s'obtient simplement en trempant les pices l'eau la sortie du dernier recuit.
Il faut au minimum effectuer un recuit de dtente aprs trempe pour diminuer les tensions internes. Un revenu d'amlioration constitue
cependant le meilleur traitement thermique aprs trempe pour la stabilit long terme.
Soudage et brasage
Le soudage de cet acier est extrmement dlicat en raison des risques de trempe. Pour cette raison, un recuit sera systmatiquement
ncessaire aprs soudage, ce qui rend cet acier inapte pour les constructions soudes.
Formes de livraison
Bandes, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
49
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 50
Aciers inoxydables martensitiques et ferritiques
AISI
DIN
420
1.4028 - X 30 Cr 13
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Les applications typiques sont la coutellerie, les instruments chirurgicaux et les disques de freins.
Cet acier est moins rsistant la corrosion que les aciers austnitiques de la famille 300, en revanche il
acquiert des caractristiques mcaniques leves aprs trempe. Il est galement fortement magntisable.
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
0.26 - 0.35
< 1.00
< 1.50
< 0.040
< 0.030*
12.0 - 14.0
* S < 0.015% pour tle et feuillard chaud.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
[kgm-3]
[m]
Cp [Jkg-1K-1]
7 700
0,65
460
Coefficient de dilatation
[10-6C-1] entre 20C et
100C
200C
300C
400C
500C
600C
700C
10,5
11
11,5
12
12
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Etat
Rm [MPa]
20C
100C
200C
300C
Recuit
Ecroui max.
1 500
580 - 780
1 700
Z 30 C 13
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Autres
-
Conductivit thermique
[Wm-1K-1]
30
Module lastique
E [GPa]
220 20C
192 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
15
3
180 - 240
> 520
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
Page 51
Proprits mcaniques (suite)
Limite lastique
Rp0.2 [MPa]
Etat
Dtendu
Amlior
15:56
20C
1 450
750 - 1 000
100C
200C
300C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
1 650
850 - 1 100
8
12 - 16
505
260 - 340
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
730 - 780
15 - 60
H2 + N2 ou NH3 craqu
980 - 1 030
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
640 - 740
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il est en effet ncessaire
de refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Le durcissement final s'obtient simplement en trempant les pices l'eau la sortie du dernier recuit.
Il faut au minimum effectuer un recuit de dtente aprs trempe pour diminuer les tensions internes. Un revenu d'amlioration constitue
cependant le meilleur traitement thermique aprs trempe pour la stabilit long terme.
Soudage et brasage
Le soudage de cet acier est extrmement dlicat en raison des risques de trempe. Pour cette raison, un recuit sera systmatiquement
ncessaire aprs soudage, ce qui rend cet acier inapte pour les constructions soudes.
Formes de livraison
Bandes, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
51
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 52
Aciers inoxydables martensitiques et ferritiques
AISI
420
DIN
1.4034 - X 46 Cr 13
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Les applications typiques sont la coutellerie, les instruments chirurgicaux et les disques de freins.
Cet acier est moins rsistant la corrosion que les aciers austnitiques de la famille 300, en revanche il
acquiert des caractristiques mcaniques leves aprs trempe. Il est galement fortement magntisable.
Composition chimique selon DIN [%]
C
Mn
P
S
Cr
Mo
Ni
Si
0.43 - 0.50
< 1.00
< 1.00
< 0.040
< 0.030*
12.5 - 14.5
* S < 0.015% pour tle et feuillard chaud.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
[kgm-3]
[m]
Cp [Jkg-1K-1]
7 700
0,65
460
Coefficient de dilatation [10-6C-1] entre 20C et
100C
200C
300C
400C
500C
600C
700C
10,5
11
11
11,5
12
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Etat
Rm [MPa]
20C
100C
200C
300C
580 - 780
Recuit
1 600
1 850
Tremp
1 550
1 750
Dtendu
1 350
1 550
Amlior
Z 44 C 14
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Autres
-
Conductivit thermique
[Wm-1K-1]
30
Module lastique E [GPa]
220 20C
192 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
15
1
8
12 - 16
175 - 240
> 570
540
480
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 53
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
730 - 780
15 - 60
H2 + N2 ou NH3 craqu
980 - 1 030
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
300 - 420
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il est en effet ncessaire
de refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Le durcissement final s'obtient simplement en trempant les pices l'eau la sortie du dernier recuit.
Il faut au minimum effectuer un recuit de dtente aprs trempe pour diminuer les tensions internes. Un revenu d'amlioration constitue
cependant le meilleur traitement thermique aprs trempe pour la stabilit long terme. Ce traitement ne doit pas avoir lieu en dessus de
420C, car les proprits mcaniques chutent alors trs rapidement.
Soudage et brasage
Le soudage de cet acier est extrmement dlicat en raison des risques de trempe. Pour cette raison, un recuit sera systmatiquement
ncessaire aprs soudage, ce qui rend cet acier inapte pour les constructions soudes.
Formes de livraison
Bandes, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
53
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 54
Aciers inoxydables martensitiques et ferritiques
AISI
420F
DIN
1.4035 - X45CrS13
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable.
Il s'agit de la nuance resulfure de l''acier 1.4035 ce qui favorise l'usinage / dcolletage, mais diminue en
revanche, l'aptitude au soudage. Les autres proprits sont comparables.
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
< 0.040
0.16 - 0.26 12.0 - 14.0
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
[kgm-3]
[m]
Cp [Jkg-1K-1]
7 700
0,65
460
Coefficient de dilatation [10-6C-1] entre 20C et
100C
200C
300C
400C
500C
600C
700C
10,5
11
11
11,5
12
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Etat
Rm [MPa]
20C
100C
200C
300C
< 800
Recuit
1 600
> 1900
Tremp
1 550
1750
Dtendu
1 350
1550
Amlior
C
0.43 - 0.48
Si
< 1.00
Mn
< 2.00
FD A 35-570
oui
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Autres
Conductivit thermique
[Wm-1K-1]
30
Module lastique E [GPa]
220 20C
192 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
15
1
8
12 - 16
175 - 240
> 580
540
480
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 55
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
750 - 800
15 - 60
H2 + N2 ou NH3 craqu
1000 - 1050
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
300 - 420
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il est en effet ncessaire
de refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Soudage et brasage
Le soudage de cet acier est plus dlicat que pour l'acier 1.4034 en raison de sa concentration en soufre leve.
Formes de livraison
Bandes, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
55
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 56
Aciers inoxydables martensitiques et ferritiques
AISI
DIN
430
AFNOR
1.4016 - X 6 Cr 17
Particularits
Acier inoxydable ferritique, par consquent non trempable et fortement magntisable.
Du fait de sa structure ferritique, cet acier est moins rsistant la corrosion que les aciers inoxydables de la
famille 300.
Les applications typiques sont les ustensiles de cuisine, l'appareillage mnager et la construction automobile.
Composition chimique selon DIN [%]
P
S
Cr
Mo
< 0.04
< 0.030*
16 - 18
-
C
Si
Mn
< 0.08
< 1.00
< 1.00
* S < 0.015% pour tle et feuillard chaud.
Densit
[kgm-3]
7 700
100C
10,0
200C
10
Etat
Recuit
20C
270
Ni
-
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
[m]
Cp [Jkg-1K-1]
0,6
460
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
10,5
10,5
11
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
-
450 - 600
Z 8 C 17
Usinable
non
Trempable
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Autres
-
Conductivit thermique
[Wm-1K-1]
25
Module lastique
E [GPa]
220 20C
197 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
20
135 - 180
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
15.5.2007
15:56
Page 57
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
750 - 850
5 - 30
Trempe (eau, huile)
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
A chaud ou l'ambiante
Mise en oeuvre
Temprature
[C]
L'aptitude au formage dpend essentiellement de l'paisseur du matriau. Il faut viter les pliages angles vifs parallles au sens du laminage, ou adopter des rayons d'au moins le double de l'paisseur.
Le formage doit avoir lieu temprature ambiante ou au dessus, en raison de la fragilit intrinsque des aciers ferritiques.
Les paramtres d'usinage sont comparables ceux de l'acier doux.
Soudage et brasage
Cet acier est soudable conditionnellement par point, par rsistance, l'lectrode enrobe ou par TIG/MIG. Un prchauffage 100 300C, dpendant du mtal d'apport, est ncessaire pour les paisseurs suprieures 3 mm.
Un traitement thermique 700 - 800C conscutif au soudage est ncessaire pour restaurer la rsistance la corrosion intercristalline.
Formes de livraison
Bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
57
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 58
Aciers inoxydables martensitiques et ferritiques
AISI
430 F
DIN
1.4104 - X 14 CrMoS 17
Particularits
AFNOR
Acier inoxydable ferritique, non trempable et fortement magntisable, avec une excellente usinabilit. Cet
acier convient bien au dcolletage.
Du fait de sa structure ferritique et de ses additifs amliorant l'usinabilit, cet acier est moins rsistant la
corrosion que les aciers inoxydables de la famille 300.
L'amlioration de l'usinabilit par rapport l'acier inoxydable type 430 se fait toutefois au dtriment de la
soudabilit. Les autres proprits sont similaires au 430.
C
0.10 - 0.17
Si
< 1.00
Densit
[kgm-3]
7 700
100C
10,0
200C
10.0
Etat
Recuit
Composition chimique selon DIN [%]
P
S
Cr
Mo
Ni
< 0.040
0.15 - 0.35 15.5 - 17.5
0.2 - 0.6
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
[m]
Cp [Jkg-1K-1]
0,6
460
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
10,5
10,5
11
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
450 - 600
Mn
< 1.50
20C
270
Z 13 CF 17
++
Usinable
non
Trempable
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
non
Rsistance
non
Autogne
non
Laser
non
Autres
Conductivit thermique
[Wm-1K-1]
25
Module lastique
E [GPa]
220 20C
197 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
20
135 - 180
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Type
Dcapage
15.5.2007
15:56
Page 59
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
750 - 850
5 - 30
Trempe (eau, huile)
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
A chaud ou l'ambiante
Mise en oeuvre
Temprature
[C]
L'aptitude au formage dpend essentiellement de l'paisseur du matriau. Il faut viter les pliages angles vifs parallles au sens du laminage, ou adopter des rayons d'au moins le double de l'paisseur. L'aptitude l'tampage est infrieure celle de l'acier inoxydable type
430, en raison de la prsence des particules facilitant l'usinage.
Le formage doit avoir lieu temprature ambiante ou au dessus, en raison de la fragilit intrinsque des aciers ferritiques.
L'usinabilit est excellente.
Soudage et brasage
En raison de sa forte teneur en soufre et de sa tolrance large sur le carbone, cet acier ne convient pas pour le soudage. En effet, le carbone risque de prcipiter aux joints de grains sous forme de carbures de chrome, diminuant ainsi catastrophiquement la rsistance la
corrosion intergranulaire. Les prcipits soufrs provoquent quant eux des soufflures et des piqres sur le cordon de soudure.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
59
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 60
Aciers inoxydables martensitiques et ferritiques
AISI
431
DIN
1.4057 - X 17 CrNi 16 2
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Cet acier est un type 420 avec une rsistance la corrosion amliore par une plus haute teneur en nickel
et en chrome. Il est cependant moins rsistant la corrosion que les aciers austnitiques de la famille 300
mais il acquiert des caractristiques mcaniques leves aprs trempe. Il est galement fortement magntisable.
Z 15 CN 16 02
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
0.12 - 0.22
< 1.00
< 1.50
< 0.040
< 0.030*
15.5 - 17
1.5 - 2.5
* S < 0.015% pour tle et feuillard chaud.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 700
0,7
460
25
Coefficient de dilatation [10-6C-1] entre 20C et
Module lastique E [GPa]
100C
200C
300C
400C
500C
600C
700C
216 20C
10,0
10,5
11
11
11
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
520
495
460
430
15
20
<
290
950
Recuit
1570
3
430
1 000
Tremp
1 100 - 1 200
1400
8
430
Dtendu
800 - 1050
12 - 15
245 - 290
Revenu
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 61
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
650 - 750
15 - 60
H2 + N2 ou NH3 craqu
980 - 1 030
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
600 - 800
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il en effet ncessaire de
refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Le durcissement final s'obtient simplement en trempant les pices l'eau la sortie du dernier recuit.
Il faut au minimum effectuer un recuit de dtente aprs trempe pour diminuer les tensions internes. Un revenu d'amlioration constitue
cependant le meilleur traitement thermique aprs trempe pour la stabilit long terme.
Soudage et brasage
Le soudage de cet acier est extrmement dlicat en raison des risques de trempe. Le soudage par WIG ou au chalumeau est possible. Le
recuit conscutif est absolument indispensable cause de la trempe dans la zone de chauffage.
Prchauffer 300 - 400C avant soudage.
Formes de livraison
Bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
61
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 62
Aciers inoxydables martensitiques et ferritiques
AISI
DIN
1.4122 - X 39 Cr Mo 17 1
Particularits
AFNOR
Acier inoxydable ferrito-martensitique trempable pour pices fortement sollicites, notamment par usure.
Cet acier est une amlioration du type 431 par l'adjonction de molybdne qui augmente sa rsistance la
corrosion et particulirement la corrosion par piqration. Son inoxydabilit reste cependant infrieure
celle des aciers austnitiques de la famille 300 mais il acquiert des caractristiques mcaniques leves
aprs trempe. Il est galement fortement magntisable.
Z 38 CD 16-01
Usinable
oui
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
non
Composition chimique selon DIN [%]
C
Si
Mn
P
S
Cr
Mo
Ni
Autres
0.33 - 0.45
< 1.00
< 1.5
< 0.040
< 0.030*
15.5 - 17.5 0.80 - 1.30
< 1.00
* S < 0.015% pour tle et feuillard chaud.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
[kgm-3]
[m]
[Wm-1K-1]
Cp [Jkg-1K-1]
7 700
0,8
430
15
Coefficient de dilatation [10-6C-1] entre 20C et
Module lastique E [GPa]
100C
200C
300C
400C
500C
600C
700C
220 20C
10,4
10,8
11,2
11,6
11,9
196 400C
Proprits mcaniques
Limite lastique
Allongement
Rsistance
Duret
Rp0.2 [MPa]
de rupture
de rupture
Vickers
Etat
A5 [%]
Rm [MPa]
[HV]
20C
100C
200C
300C
550
550
530
510
700
900
12
215
- 275
Recuit
1 400
1 750
3
540
Tremp
1 450 - 1 500
1 700
8
520
Dtendu
700 - 800
800 - 950
12 - 15
245 - 290
Amlior
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Tremp
Dtente
Revenu
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 63
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
H2 + N2 ou NH3 craqu
Trs lent
750 - 850
15 - 60
H2 + N2 ou NH3 craqu
980 - 1 030
15 - 60
Trempe (eau, huile)
Air
100 - 200
5
H2 + N2 ou NH3 craqu
Air
650 - 750
5
Traitements chimiques
Milieu
Commentaires
20 - 50% HNO3
A chaud ou l'ambiante
20 - 50% HNO3 + 2 - 6% Na2Cr2O7.2H2O
Moins agressif que le prcdent
Mise en oeuvre
Temprature
[C]
La mise en oeuvre par dformation de cet acier ne pose pas de problmes particuliers, si ce n'est lors du recuit. Il en effet ncessaire de
refroidir les pices trs lentement aprs recuit pour viter la trempe lors des recuits de recristallisation.
Le durcissement final s'obtient simplement en trempant les pices l'eau la sortie du dernier recuit.
Il faut au minimum effectuer un recuit de dtente aprs trempe pour diminuer les tensions internes. Un revenu d'amlioration constitue
cependant le meilleur traitement thermique aprs trempe pour la stabilit long terme.
Soudage et brasage
Le soudage de cet acier est extrmement dlicat en raison des risques de trempe. Le soudage par rsistance, par WIG ou au chalumeau
est possible. Le recuit conscutif est absolument indispensable cause de la trempe dans la zone de chauffage.
Prchauffer 300 - 400C avant soudage.
Formes de livraison
Bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
63
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 64
Alliages cuivreux
UNS
C10100
EN
CW008A
Particularits
DIN
Cuivre pur haute conductivit produit sans l'usage de mtaux dsoxydants, d'o la mention OF =
Oxygen Free.
Sa conductivit minimale est de 101% IACS 20C.
Sa rsistance la corrosion atmosphrique, l'eau de mer et aux acides non oxydants est excellente. En
revanche, sa rsistance aux acides oxydants et aux vapeurs de composs soufrs, halogns ou ammoniaqus est mauvaise.
Densit
8 940
200C
17,3
Etat
Recuit
Ecroui max.
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%]
Il y a 17 autres impurets limites au niveau des ppm.
Cu
> 99.99
100C
17,0
2.0040 - Cu OF
20C
69
360
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
non
0.0171 20C
385 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
17,7
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
235
395
Conductivit thermique
[Wm-1K-1]
391 20C
Module lastique
E [GPa]
115 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
45
4
70
120
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 65
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
15 - 60
375 - 650
Non critique
Air ou Argon ou N2 + H2
200 - 250
240
Non critique
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformation froid ou chaud (750 875C) ne pose pas de difficult. Les aptitudes l'tampage et l'emboutissage sont galement
excellentes.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement
s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinage est en revanche extrmement difficile; l'usinabilit est estime 20% sur une chelle o le laiton de dcolletage CuZn35.5Pb3
est 100%.
Soudage et brasage
Le brasage tendre ou fort, ainsi que le soudage MIG/TIG sont sans autre possibles.
En revanche, le soudage l'arc avec des baguettes enrobes et le soudage par rsistance sont dconseills.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
65
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 66
Alliages cuivreux
UNS
C11000
EN
CW004A
Particularits
DIN
Cuivre pur haute conductivit.
Sa conductivit est entre 97% et 101.5% IACS, selon les impurets prsentes et le traitement thermique
effectu.
Sa rsistance la corrosion dpend sensiblement des paramtres de fabrication, des impurets prsentes et
de l'environnement. Une description dtaille est trop complexe pour une fiche technique. Prire de nous
contacter pour plus de dtails au sujet de la rsistance la corrosion de cet alliage.
Cu + Ag
> 99.90
200C
17,3
Etat
Recuit
Maximum
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%]
Les impurets prsentes dpendent du procd de fabrication.
O
0,04
Densit
[kgm-3]
8 890
100C
17,0
2.0060 - E Cu 57 - Cu ETP
20C
69
365
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
0.017 0.0178
380 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
17,7
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
235
395
Conductivit thermique
[Wm-1K-1]
388 20C
Module lastique
E [GPa]
115 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
45
4
70
120
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Dtente
475 - 750
200 - 250
Type
Dcapage
Dcapage
15:56
Page 67
Traitements thermiques
Atmosphre
Temps
[minutes]
15 - 60
240
Refroidissement
JAMAIS D'HYDROGNE
JAMAIS D'HYDROGNE
Traitements chimiques
Milieu
H2SO4 4 - 15% pendant 0.5 15 minutes
HCl 40 - 90% pendant 1 3 minutes
Mise en oeuvre
Non critique
Non critique
Commentaires
A l'ambiante ou 60C
A l'ambiante
La dformation froid ou chaud (750 875C) ne pose pas de difficult. Les aptitudes l'tampage et l'emboutissage sont galement
excellentes. Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit
peut galement s'effectuer sous atmosphre neutre (argon). En raison de la teneur en oxygne de cet alliage, il ne faut jamais utiliser
d'atmosphres contenant de l'hydrogne (danger d'explosion !). De plus, l'hydrogne fragilise normment cet alliage.
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinage est en revanche extrmement difficile; l'usinabilit est estime 20% sur une chelle o le laiton de dcolletage CuZn35.5Pb3
est 100%.
Soudage et brasage
Le brasage tendre ou fort, ainsi que le soudage MIG/TIG sont sans autre possibles.
En revanche, le soudage l'arc avec des baguettes enrobes et le soudage par rsistance sont dconseills.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
67
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 68
Alliages cuivreux
UNS
C14500
EN
CW118C
Particularits
DIN
Cuivre haute conductivit, dsoxyd au phosphore, et usinabilit optimise par adjonction de tellure.
Sa conductivit est de 97% IACS 20 C.
Sa rsistance la corrosion dpend sensiblement des paramtres de fabrication, des impurets prsentes
et de l'environnement. Une description dtaille est trop complexe pour une fiche technique. Prire de nous
contacter pour plus de dtails au sujet de la rsistance la corrosion de cet alliage.
2.1546 - Cu Te P
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%]
Cu + Ag
> 99.3
P
0.005 - 0.012
Densit
[kgm-3]
8 940
100C
17,1
200C
17,4
Etat
Recuit
Maximum
20C
69
340
Te
0.4 - 0.7
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
0.0186 20C
415 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
17,8
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
220
365
Conductivit thermique
[Wm-1K-1]
355 20C
Module lastique
E [GPa]
115 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
50
10
65
110
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 69
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
475 - 750
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
200 - 250
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformation froid ou chaud (750 875C) ne pose pas de difficult. Les aptitudes l'tampage et l'emboutissage sont galement
excellentes.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinabilit de cet alliage est excellente; elle vaut 70% sur une chelle o le 100% correspond au laiton de dcolletage CuZn35.5Pb3.
Soudage et brasage
Le brasage tendre ou fort, ainsi que le soudage MIG/TIG sont sans autre possibles.
En revanche, le soudage l'arc avec des baguettes enrobes et le soudage par rsistance sont dconseills.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
69
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 70
Alliages cuivreux
UNS
EN
C17200
DIN
CW101C
Particularits
2.1247 - CuBe2
Cuprobryllium standard.
Alliage cuivreux fortement durcissable par traitement thermique. Il possde en outre une excellente aptitude
la dformation, une bonne conductivit lectrique (15 30 % IACS) et une bonne rsistance la corrosion.
Pour des pices ncessitant un usinage important, il est prfrable de choisir le CuBe M25.
Attention: l'inhalation du bryllium est toxique et une ventilation approprie doit tre utilise lors de la
coule, du soudage, meulage ou usinage de cet alliage.
Be
1.8 - 2.0
Ni + Co
> 0.20
Densit
[kgm-3]
8 250
100C
16,7
Etat
Hypertremp
Ecroui 40%
Durci
Ecroui + durci
Composition chimique selon ASTM [%]
Pb
Cu
< 0.10
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Usinable
non
Trempable
+
Polissable
non
Magntisable
oui
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Ni + Co + Fe
< 0.60
0.057 0.115 20C
420
Coefficient de dilatation [10-6C-1] entre 20C et
200C
300C
400C
500C
600C
17,0
17,8
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
20C
200 - 400
650 - 800
1 000 - 1 250
1 150 - 1 450
100C
200C
300C
Conductivit thermique
[Wm-1K-1]
105 130 20C
Module lastique E [GPa]
125 130 20C
700C
Rsistance
de rupture
Rm [MPa]
420
700
1 150
1 350
550
850
1 370
1 550
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
35 - 60
2-8
4 - 10
1-4
90 - 130
215 - 260
350 - 420
415 - 475
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Durcissement
760 - 790
315 - 345
Type
Dcapage
Dcapage
Dcapage
15:56
Page 71
Traitements thermiques
Atmosphre
Temps
[minutes]
Air ou Argon ou N2
10 - 60
Air ou Argon ou N2
60 - 180
Traitements chimiques
Milieu
H2SO4 15% + 3% H2O2
H2SO4 25%
HNO3 20%
Mise en oeuvre
Refroidissement
+ H2
+ H2
Trempe l'eau
Non critique
Commentaires
A 50C pendant 30 secondes
A 70C pendant 10 minutes
A l'ambiante pendant 1 minute
La dformabilit froid est bonne. Il faut vrifier dans quel tat l'alliage est livr. Souvent le fabricant le vend dj solubilis. C'est l'tat
pralable indispensable pour obtenir un durcissment structural correct. Si le degr d'crouissage est tel que l'alliage ncessite un recuit, il
est ncessaire de l'effectuer dans les conditions donnes ci-dessus, faute de quoi le durcissement par traitement thermique ne donnera
pas les rsultats escompts. Le formage chaud peut s'effectuer entre 650 et 800C.
Le traitement thermique de durcissement a pour consquence un rtrcissement linaire d'au maximum 0.2% et une augmentation de la
densit d'au maximum 0.6%. L'usinabilit de cet alliage est faible; elle est estime 20% sur une chelle o le laiton de dcolletage
CuZn35.5Pb3 est 100%. On vitera les huiles de coupe contenant du soufre qui donnent une coloration anormale aux pices. Pour des
pices ncessitant un usinage important, il est prfrable d'utiliser le Cu Be M25.
Soudage et brasage
Cet alliage se prte bien au brasage tendre et au brasage fort; la surface doit tre bien nettoye et le fondant de type rsineux.
Pour le soudage, on choisira des mtaux d'apports en cuprobryllium.
Il est ncessaire d'effectuer un recuit de solubilisation, suivi du traitement thermique de durcissement, pour rtablir des proprits mcaniques uniformes aprs soudage et brasage fort.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
71
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 72
Alliages cuivreux
UNS
EN
C17300
DIN
CW102C
Particularits
CuBe2Pb (Cu Be M25)
Cuprobryllium standard.
Alliage cuivreux fortement durcissable par traitement thermique. Il possde en outre une excellente aptitude
la dformation, une bonne conductivit lectrique (15 30 % IACS), et une bonne rsistance la corrosion.
La teneur en plomb de cet alliage lui confre une bonne usinabilit.
Attention: l'inhalation du bryllium est toxique et une ventilation approprie doit tre utilise lors de la
coule, du soudage, meulage ou usinage de cet alliage.
Be
1.8 - 2.0
Ni + Co
> 0.20
Densit
[kgm-3]
8 250
100C
16,7
Etat
Hypertremp
Ecroui 40%
Durci
Ecroui + durci
Composition chimique selon ASTM [%]
Pb
Cu
0.2 - 0.6
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
+
Usinable
non
Trempable
+
Polissable
non
Magntisable
oui
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Ni + Co + Fe
< 0.60
0.057 0.115 20C
420
Coefficient de dilatation [10-6C-1] entre 20C et
200C
300C
400C
500C
600C
17,0
17,8
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
20C
200 - 400
650 - 800
1 000 - 1 250
1 150 - 1 450
100C
200C
300C
Conductivit thermique
[Wm-1K-1]
105 130 20C
Module lastique E [GPa]
125 130 20C
700C
Rsistance
de rupture
Rm [MPa]
420
700
1 150
1 350
550
850
1 370
1 550
Allongement
de rupture
A5 [%]
35 - 60
2-8
4 - 10
1-4
Duret
Vickers
[HV]
125
215
350
415
165
260
420
475
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Durcissement
760 - 790
315 - 345
Type
Dcapage
Dcapage
Dcapage
15:56
Page 73
Traitements thermiques
Atmosphre
Temps
[minutes]
Air ou Argon ou N2
10 - 60
Air ou Argon ou N2
60 - 180
Traitements chimiques
Milieu
H2SO4 15% + 3% H2O2
H2SO4 25%
HNO3 20%
Mise en oeuvre
Refroidissement
+ H2
+ H2
Trempe l'eau
Non critique
Commentaires
A 50C pendant 30 secondes
A 70C pendant 10 minutes
A l'ambiante pendant 1 minute
La dformabilit froid est bonne. Il faut vrifier dans quel tat l'alliage est livr. Souvent le fabricant le vend dj solubilis. C'est l'tat
pralable indispensable pour obtenir un durcissement structural correct. Si le degr d'crouissage est tel que l'alliage ncessite un recuit,
il est ncessaire de l'effectuer dans les conditions donnes ci-dessus, faute de quoi le durcissement par traitement thermique ne donnera
pas les rsultats escompts. Le formage chaud peut s'effectuera entre 650 et 800C.
Le traitement thermique de durcissement a pour consquence un rtrcissement linaire d'au maximum 0.2% et une augmentation de la
densit d'au maximum 0.6%. L'usinabilit de cet alliage est bonne; elle est estime 50% sur une chelle o le laiton de dcolletage
CuZn35.5Pb3 est 100%. On vitera les huiles de coupe contenant du soufre qui donnent une coloration anormale aux pices.
Soudage et brasage
Cet alliage se prte bien au brasage tendre et au brasage fort; la surface doit tre bien nettoye et le fondant de type rsineux.
Pour le soudage, on choisira des mtaux d'apports en cuprobryllium. Il est ncessaire d'effectuer un recuit de solubilisation, suivi du traitement thermique de durcissement, pour rtablir des proprits mcaniques uniformes aprs soudage et brasage fort.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
73
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 74
Alliages cuivreux
UNS
C52100
EN
DIN
CW453K
Particularits
Bronze universel utilis en mcanique, microtechnique, robinetterie et connectique.
Sa conductivit est de 13% IACS 20C.
Sa rsistance la corrosion dpend sensiblement des paramtres de fabrication, des impurets prsentes
et de l'environnement. Une description dtaille est trop complexe pour une fiche technique. Prire de nous
contacter pour plus de dtails au sujet de la rsistance la corrosion de cet alliage.
Cu
90.5 - 92.8
Sn
7.0 - 9.0
Densit
[kgm-3]
8 800
100C
18,2
200C
18,2
Etat
Recuit
Maximum
20C
155
965
Composition chimique selon ASTM [%]
Pb
Fe
Zn
0.03 - 0.35
< 0.05
0,1
0,2
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
2.1030 - CuSn8
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
0.133 20C
380 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
18,2
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
200C
300C
700C
Conductivit thermique
[Wm-1K-1]
62 20C
Module lastique
E [GPa]
115 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
360
720
70
1
105
220
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 75
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
475 - 675
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
200 - 250
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit est excellente froid, mais mauvaise chaud. Les aptitudes l'tampage et l'emboutissage sont galement
excellentes.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galament s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus. L'usinage est en revanche extrmement difficile; l'usinabilit est estime 20% sur une chelle o le laiton de dcolletage
CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort et au soudage par rsistance de blocs.
Le soudage MIG et le soudage par rsistance par point donnent galement satisfaction.
En revanche le soudage par rsistance en continu, le soudage avec des lectrodes enrobes et le soudage avec une flamme oxydante
sont nettement moins performants.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
75
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 76
Alliages cuivreux
UNS
C26800
EN
CW507L
Particularits
DIN
Laiton standard sans plomb, optimis pour la dformation froid. Cet alliage est recommand pour les
oprations d'emboutissage et d'tampage.
Cet alliage ne convient pas pour la formabilit chaud et son usinabilit est trs infrieure aux nuances de
laiton avec plomb.
Sa conductibilit IACS est de 27 %.
CuZn35
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Composition chimique [%]
Cu
64 - 68.5
Pb
< 0.15
Fe
< 0.05
Densit
[kgm-3]
8 470
100C
20,3
200C
20,3
Etat
Recuit
Maximum
20C
97
580
Zn
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
0.064 20C
380
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
20,3
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
315
610
Conductivit thermique
[Wm-1K-1]
115
Module lastique
E [GPa]
105 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
65
3
95
185
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 77
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
425 - 700
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
270 - 320
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit est excellente froid, mais trs mauvaise chaud. Les aptitudes l'tampage et l'emboutissage sont particulirement
bonnes.
L'aptitude au polissage est l'une des meilleures parmi les laitons. Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera
ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac
craqu, N2 + H2). Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de
l'intervalle donn ci-dessus. L'usinage est en revanche difficile; l'usinabilit est estime 30% sur une chelle o le laiton de dcolletage
CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort.
Le soudage MIG et le soudage par rsistance par point ou par bloc donnent galement satisfaction.
En revanche le soudage avec des lectrodes enrobes est nettement moins performant.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
77
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 78
Alliages cuivreux
UNS
C27400
EN
DIN
CW508L
Particularits
Laiton + sans plomb, avec des proprits intermdiaires entre le CuZn35 et le CuZn40.
L'alliage CuZn35 a une excellente formabilit froid, mais mauvaise chaud; sa duret est faible, mais son
allongement important; il convient par consquent bien aux oprations d'emboutissage et d'tampage.
L'alliage CuZn40 est difficile dformer froid, mais convient trs bien pour la dformation chaud; sa
duret est leve, mais il est relativement cassant, ce qui favorise le bris du copeau lors de l'usinage.
Le laiton CuZn37 offe donc un compromis entre les deux nuances prcdentes.
Son usinabilit est trs infrieure aux nuances contenant du plomb.
Cu
62 - 66
Composition chimique [%]
Pb
Sn
Zn
< 0.1
< 0.1
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Al
< 0.05
Fe
< 0.1
Densit
[kgm-3]
8 450
100C
21,0
200C
21,0
Etat
Recuit
Maximum
20C
130
580
2.0321 - CuZn37
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Ni
< 0.3
0,066
380
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
21,0
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
200C
300C
700C
Conductivit thermique
[Wm-1K-1]
115
Module lastique
E [GPa]
105 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
330
610
45
3
100
185
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 79
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
450 - 550
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
270 - 320
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est bonne, et la formabilit chaud est suprieure celle du CuZn35. Les aptitudes l'tampage et l'emboutissage sont bonnes, mais infrieures au CuZn35.
L'aptitude au polissage est bonne. Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus. L'usinage est en revanche difficile; l'usinabilit est estime 35% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est
100 %.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort.
Le soudage MIG et le soudage par rsistance par point ou par bloc donnent galement satisfaction.
En revanche le soudage avec des lectrodes enrobes est nettement moins performant.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
79
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 80
Alliages cuivreux
UNS
C28000
EN
CW509L
Particularits
DIN
Laiton + sans plomb difficile dformer froid, mais convenant trs bien pour la dformation chaud.
La duret est nettement plus leve que celle des nuances avec moins de zinc, mais il est relativement cassant, ce qui favorise le bris du copeau lors de l'usinage. Sous certaines conditions, on observe une diminution de teneur en zinc dans les endroits critiques et une sensibilit la corrosion sous contrainte.
Cet alliage a d'excellentes aptitudes au forgeage. Il est galement beaucoup utilis pour les applications
structurelles.
2. 0360 - CuZn40
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Composition chimique [%]
Cu
59.0 - 63.0
Pb
< 0.3
Fe
< 0.07
Densit
[kgm-3]
8 390
100C
20,8
200C
20,8
Etat
Recuit
Maximum
20C
145
500
Zn
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
0.0616 20C
375
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
20,8
Proprits mcaniques
Limite lastique
Rsistance
Rp0.2 [MPa]
de rupture
Rm [MPa]
100C
200C
300C
370
700
Conductivit thermique
[Wm-1K-1]
123
Module lastique
E [GPa]
105 20C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
45
5
110
215
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 81
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
425 - 600
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
270 - 320
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est moyenne, mais la formabilit chaud (625 - 800C) est excellente. Les aptitudes l'tampage et l'emboutissage sont mauvaises. Il est prfrable d'utiliser une nuance avec moins de zinc pour ces oprations.
L'aptitude au polissage est bonne.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit eut galement
s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2). Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn ci-dessus. L'usinabilit de cet alliage est moyenne; elle est estime 40% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort.
L'aptitude au soudage MIG et par rsistance par point ou par bloc est bonne.
Le soudage avec des lectrodes enrobes est satisfaisant.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
81
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 82
Alliages cuivreux
UNS
C35300
EN
DIN
CW600N
Particularits
Laiton avec plomb avec une bonne formabilit froid et une bonne usinabilit.
Sa conductibilit lectrique est de 26% IACS.
En revanche, la formabilit chaud est moyenne, et l'on obtiendra de meilleurs rsultats
avec des laitons avec une teneur plus leve en zinc, qui ont une microstructure biphase + .
Cet alliage se brase facilement, mais le soudage est dconseill.
Cu
59.0 - 64.0
Pb
1.0 - 2.0
Densit
[kgm-3]
8 500
100C
20,3
200C
20,3
Etat
Recuit
Maximum
20C
120
510
Composition chimique selon ASTM [%] (AT = Autres Total)
AT
Zn
< 0.5
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
2.0331 - CuZn36Pb1.5
+
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
non
Rsistance
non
Autogne
non
Laser
non
Fe
< 0.1
0.066 20C
380
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
20,3
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
200C
300C
700C
Conductivit thermique
[Wm-1K-1]
115
Module lastique
E [GPa]
105 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
320
610
40
5
70
170
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 83
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
425 - 500
30 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
270 - 320
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est bonne, mais la formabilit chaud (760 - 800C) est moyenne. Les aptitudes l'tampage et l'emboutissage sont satisfaisantes, mais infrieures celles des laitons sans plomb.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinabilit de cet alliage est bonne; elle est estime 80% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort, mais le soudage est dconseill.
Formes de livraison
Fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
83
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 84
Alliages cuivreux
UNS
C37000
EN
DIN
CW608N
Particularits
Laiton + au plomb avec une formabilit froid satisfaisante, et une bonne aptitude au formage chaud,
ainsi qu'une bonne usinabilit. Sa conductibilit lectrique est de 28% IACS.
L'usinabilit peut tre amliore par le choix de laiton avec une teneur en plomb suprieur,
alors que la formabilit froid sera meilleure avec des laitons contenant moins de zinc.
Cet alliage se brase facilement, mais le soudage est dconseill.
Cu
58 - 62
Pb
1.0 - 2.0
Densit
[kgm-3]
8 500
100C
20,7
200C
20,7
Etat
Recuit
Maximum
20C
150
520
Composition chimique selon ASTM [%] (AT = Autres Total)
AT
Zn
< 0.5
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
2.0371 - CuZn38Pb1.5
+
Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
non
Arc
non
Rsistance
non
Autogne
non
Laser
non
Fe
< 0.3
0.064 20C
380
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
20,7
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
200C
300C
700C
Conductivit thermique
[Wm-1K-1]
120
Module lastique
E [GPa]
100 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
340
610
35
3
75
190
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 85
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
425 - 500
30 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
250 - 300
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est bonne, mais la formabilit chaud (760 - 800C) est moyenne. Les aptitudes l'tampage et l'emboutissage sont satisfaisantes, mais infrieures celles des laitons sans plomb.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinabilit de cet alliage est bonne; elle est estime 80% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort, mais le soudage est dconseill.
Formes de livraison
Tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
85
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 86
Alliages cuivreux
UNS
C75600
EN
DIN
CW409J
Particularits
Maillechort de couleur argente, tenace, ayant une bonne rsistance la corrosion et d'excellentes aptitudes au formage froid.
Principalement utilis en lunetterie et bijouterie.
La conductibilit lectrique de cet alliage est de 6% IACS.
Cu
60.5 - 63.5
Composition chimique [%] (AT = Autres Total)
Ni
AT
Zn
16 - 20
< 0.5
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Pb
< 0.1
200C
0.286 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
20C
180
620
100C
200C
700C
Conductivit thermique
[Wm-1K-1]
33
Module lastique
E [GPa]
130 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
400
750
40
6
90
210
420
600C
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Recuit
Maximum
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Fe
< 0.25
Densit
[kgm-3]
8 750
100C
16,0
2.0740 - CuNi18Zn20
300C
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 87
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
620 - 700
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
300 - 400
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est excellente, mais cet alliage ne convient pas pour le formage chaud.
L'aptitude au polissage est bonne.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2). Les meilleures microstructures et proprits
mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn ci-dessus. L'usinabilit de cet alliage est
moyenne; elle est estime 30% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage a d'excellentes aptitudes au brasage tendre ou fort.
Le soudage au chalumeau et le soudage par rsistance par point ou par bloc est bonne.
Le soudage MIG et le soudage par rsistance en continu est satisfaisant.
Le soudage avec des lectrodes enrbes est dconseill.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
87
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 88
Alliages cuivreux
UNS
C76300
EN
DIN
CW408J
Particularits
Maillechort de couleur argente, tenace, ayant une usinabilit et une dformabilit froid satisfaisantes et
une bonne rsistance la corrosion.
Principalement utilis en lunetterie et bijouterie.
La conductibilit lectrique de cet alliage est de 6% IACS.
Cu
60.5 - 63.5
Composition chimique [%] (AT = Autres Total)
Pb
AT
Zn
0.8 - 1.4
< 0.5
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Fe
< 0.25
200C
0.286 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
20C
160
540
100C
200C
700C
Conductivit thermique
[Wm-1K-1]
33
Module lastique
E [GPa]
130 20C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
420
640
40
5
90
200
420
600C
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Recuit
Maximum
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Ni
16 - 20
Densit
[kgm-3]
8 750
100C
17,0
2.0790 - CuNi18Zn19Pb1
300C
2750157Precimet_FR_Noir_P9a108
Type
Recuit
Dtente
Type
Dcapage
Dcapage
15.5.2007
15:56
Page 89
Traitements thermiques
Atmosphre
Refroidissement
Temps
[minutes]
Air ou Argon ou N2 + H2
620 - 700
15 - 60
Non critique
Air ou Argon ou N2 + H2
Non critique
300 - 400
240
Traitements chimiques
Milieu
Commentaires
H2SO4 4 - 15% pendant 0.5 15 minutes
A l'ambiante ou 60C
HCl 40 - 90% pendant 1 3 minutes
A l'ambiante
Mise en oeuvre
Temprature
[C]
La dformabilit froid est bonne, mais infrieure au CuNi18Zn20 sans plomb.
Le formage chaud est dconseill.
Le recuit peut s'effectuer l'air, auquel cas un dcapage ultrieur sera ncessaire pour enlever la couche d'oxyde. Le recuit peut galement s'effectuer sous atmosphre neutre (argon) ou rductrice (ammoniac craqu, N2 + H2).
Les meilleures microstructures et proprits mcaniques sont obtenues avec des tempratures de recuit dans le bas de l'intervalle donn
ci-dessus.
L'usinabilit de cet alliage est bonne; elle est estime 50% sur une chelle o le laiton de dcolletage CuZn35.5Pb3 est 100%.
Soudage et brasage
Cet alliage convient bien pour le brasage tendre ou fort.
Le soudage au chalumeau et le soudage par rsistance par point ou par bloc est bonne.
Le soudage MIG est satisfaisant.
Les autres procds de soudage sont dconseills.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
89
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 90
Titane
ASTM
Ti grade 1
DIN
AFNOR
3.7025 - Titane
Particularits
Titane le plus pur commercialement disponible. Les impurets limites sont le fer, l'azote et l'oxygne, dont
la teneur augmente les caractristiques mcaniques (duret, limite lastique) mais diminue l'allongement la
rupture. L'hydrogne fragilise le titane et sa concentration est maintenue aussi basse que possible.
Il est important de noter que les procds de fabrication (recuit, dcapage), s'ils sont faits de manire incorrecte, peuvent augmenter la teneur en impurets. Le titane ainsi contamin ne satisfait plus les critres du
grade 1 et devient ainsi du titane grade 2, puis grade 3 ou mme grade 4 selon l'ampleur de la contamination. Il s'agit d'un phnomne irrversible.
C
< 0.1
Densit
[kgm-3]
4 500
200C
9,3
Etat
Recuit
Typique
Ecroui max.
-Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%] (AC = Autres Chacun, AT = Autres Total)
H
N
O
Si
AC
AT
Titane
< 0.015
< 0.03
< 0.18
< 0.05
< 0.4
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
Cp [Jkg-1K-1]
[m]
[Wm-1K-1]
Fe
< 0.2
100C
8,4
T 35
20C
170
220
310
0,5
520
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
9,5
9,7
9,8
10
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
700C
10,2
204C
316C
Rsistance
de rupture
Rm [MPa]
117
93
240
400
16
Module lastique
E [GPa]
105 20C
80 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
25
120
120
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Dtente
700
480 - 600
Type
Dcapage
Dcapage
Dgraissage
15:56
Page 91
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30 - 240
Cf. Mise en uvre
Non critique
Cf. Mise en uvre
Non critique
30 - 60
Traitements chimiques
Milieu
Commentaires
Sels oxydants ou rducteurs fondus
Si couche tenace forme T > 600C
15 - 40% HNO3 + 1 - 2% HF
Si couche mince forme T < 600C
Solvants non-chlors ou alcalins
Mise en oeuvre
Le laminage froid ne pose pas de problme, mais l'tirage est trs difficile. En effet, le titane pur grippe sur les filires et il est ncessaire
d'oxyder la surface pour empcher ce phnomne. Le recuit peut s'effectuer sous vide pouss, sous argon aprs une purge soigne ou
l'air. Dans ce dernier cas, il se forme une couche d'oxyde en surface, dont l'paisseur peut atteindre 0.1 0.2 mm selon la temprature.
Cette couche doit tre enleve mcaniquement ou chimiquement aprs recuit; il est donc ncessaire de prvoir une surpaisseur sur les pices. En revanche, la couche d'oxyde constitue une excellente protection pour le titane qui est en dessous, meilleure que l'usage d'un vide
pouss ou d'une atmosphre d'argon. Le titane se travaille galement trs bien chaud; dans ce cas il est galement ncessaire de tenir
compte de l'paisseur d'oxyde qui se forme lors des oprations. Cette couche doit ensuite tre enleve chimiquement ou mcaniquement.
Soudage et brasage
Le titane peut tre soud par les techniques traditionnellement utilises pour les aciers inoxydables austnitiques. Cependant, il est
indispensable de protger la zone affecte cause de la haute ractivit du mtal. Seuls l'argon, l'hlium ou un mlange de ces deux gaz
conviennent pour la protection de la zone de soudage.
L'argon liquide est souvent utilis cause de sa puret. Son point de rose doit tre infrieur -60C. Le flux de gaz doit tre svrement
contrl pour viter toute turbulence. Il existe galement des chambres de soudage spcialement conues pour les pices en titane, qui
permettent de maintenir les pices sous atmosphre neutre. Dans ce cas, le soudeur manipule la torche par des gants tanches solidaires
de la chambre. On soudera de prfrence des pices recuites, car le soudage recuit la zone thermiquement affecte et change ainsi les
proprits mcaniques des pices crouies.
Formes de livraison
Plaques, bandes, rubans, fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
91
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 92
Titane
ASTM
Ti grade 2
DIN
AFNOR
3.7035 - Titane
Particularits
Titane dont la puret, et par consquent les proprits mcaniques, sont intermdaires entre les grades 1 et
3. Les impurets limites sont le fer, l'azote et l'oxygne, dont la teneur augmente les caractristiques mcaniques (duret, limite lastique) mais diminue l'allongement la rupture. L'hydrogne fragilise le titane et sa
concentration est maintenue aussi basse que possible.
Il est important de noter que les procds de fabrication (recuit, dcapage), s'ils sont faits de manire incorrecte, peuvent augmenter la teneur en impurets. Le titane ainsi contamin ne satisfait plus les critres du
grade 2 et devient ainsi du titane grade 3 ou mme grade 4 selon l'ampleur de la contamination. Il s'agit
d'un phnomne irrversible.
C
< 0.1
Densit
[kgm-3]
4 500
200C
9,3
Etat
Recuit
Typique
Ecroui max.
-Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%] (AC = Autres Chacun, AT = Autres Total)
H
N
O
Si
AC
AT
Titane
< 0.015
< 0.03
< 0.25
< 0.05
< 0.3
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
Cp [Jkg-1K-1]
[m]
[Wm-1K-1]
Fe
< 0.3
100C
8,4
T 40
20C
276
300
448
0.5 0.55
520
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
9,5
9,7
9,8
10
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
700C
10,2
205C
315C
425C
Rsistance
de rupture
Rm [MPa]
145
107
89
345
420
16
Module lastique
E [GPa]
105 20C
80 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
20
140
210
240
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Dtente
700
480 - 600
Type
Dcapage
Dcapage
Dgraissage
15:56
Page 93
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30 - 240
Cf. Mise en uvre
Non critique
Cf. Mise en uvre
Non critique
30 - 60
Traitements chimiques
Milieu
Commentaires
Sels oxydants ou rducteurs fondus
Si couche tenace forme T > 600C
15 - 40% HNO3 + 1 - 2% HF
Si couche mince forme T < 600C
Solvants non-chlors ou alcalins
Mise en oeuvre
Le laminage froid ne pose pas de problme, mais l'tirage est trs difficile. En effet, le titane pur grippe sur les filires et il est ncessaire
d'oxyder la surface pour empcher ce phnomne.
Le recuit peut s'effectuer sous vide pouss, sous argon aprs une purge soigne ou l'air. Dans ce dernier cas, il se forme une couche
d'oxyde en surface, dont l'paisseur peut atteindre 0.1 0.2 mm selon la temprature. Cette couche doit tre enleve mcaniquement ou
chimiquement aprs recuit; il est donc ncessaire de prvoir une surpaisseur sur les pices. En revanche, la couche d'oxyde constitue
une excellente protection pour le titane qui est en dessous, meilleure que l'usage d'un vide pouss ou d'une atmosphre d'argon. Le titane se travaille galement trs bien chaud; dans ce cas il est galement ncessaire de tenir compte de l'paisseur d'oxyde qui se forme
lors des oprations. Cette couche doit ensuite tre enleve chimiquement ou mcaniquement.
Soudage et brasage
Le titane peut tre soud par les techniques traditionnellement utilises pour les aciers inoxydables austnitiques. Cependant, il est
indispensable de protger la zone affecte cause de la haute ractivit du mtal. Seuls l'argon, l'hlium ou un mlange de ces deux gaz
conviennent pour la protection de la zone de soudage. L'argon liquide est souvent utilis cause de sa puret. Son point de rose doit
tre infrieur -60C. Le flux de gaz doit tre svrement contrl pour viter toute turbulence. Il existe galement des chambres de soudage spcialement conues pour les pices en titane, qui permettent de maintenir les pices sous atmosphre neutre. Dans ce cas, le
soudeur manipule la torche par des gants tanches solidaires de la chambre. On soudera de prfrence des pices recuites, car le soudage recuit la zone thermiquement affecte et change ainsi les proprits mcaniques des pices crouies.
Formes de livraison
Plaques, bandes, rubans, fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
93
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 94
Titane
ASTM
Ti grade 3
DIN
AFNOR
3.7055 - Titane
Particularits
Titane dont la puret, et par consquent les proprits mcaniques, sont intermdaires entre les grades 2 et
4. Les impurets limites sont le fer, l'azote et l'oxygne, dont la teneur augmente les caractristiques mcaniques (duret, limite lastique) mais diminue l'allongement la rupture. L'hydrogne fragilise le titane et sa
concentration est maintenue aussi basse que possible.
Il est important de noter que les procds de fabrication (recuit, dcapage), s'ils sont faits de manire incorrecte, peuvent augmenter la teneur en impurets. Le titane ainsi contamin ne satisfait plus les critres du
grade 3 et devient ainsi du grade 4. Il s'agit d'un phnomne irrversible.
C
< 0.1
Densit
[kgm-3]
4 500
200C
9,3
Etat
Recuit
Typique
Ecroui max.
-Usinable
non
Trempable
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM [%] (AC = Autres Chacun, AT = Autres Total)
H
N
O
Si
AC
AT
Titane
< 0.015
< 0.05
< 0.35
< 0.05
< 0.3
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
Cp [Jkg-1K-1]
[m]
[Wm-1K-1]
Fe
< 0.3
100C
8,4
T 50
20C
380
450
550
0,55
520
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
9,5
9,7
9,8
10
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
700C
10,2
205C
315C
425C
Rsistance
de rupture
Rm [MPa]
200
140
115
450
550
16
Module lastique
E [GPa]
105 20C
80 400C
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
18
135
165
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Dtente
700
480 - 600
Type
Dcapage
Dcapage
Dgraissage
15:56
Page 95
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30 - 240
Cf. Mise en uvre
Non critique
Cf. Mise en uvre
Non critique
30 - 60
Traitements chimiques
Milieu
Commentaires
Sels oxydants ou rducteurs fondus
Si couche tenace forme T > 600C
15 - 40% HNO3 + 1 - 2% HF
Si couche mince forme T < 600C
Solvants non-chlors ou alcalins
Mise en oeuvre
Le laminage froid ne pose pas de problme, mais l'tirage est trs difficile. En effet, le titane pur grippe sur les filires et il est ncessaire
d'oxyder la surface pour empcher ce phnomne.
Le recuit peut s'effectuer sous vide pouss, sous argon aprs une purge soigne ou l'air. Dans ce dernier cas, il se forme une couche
d'oxyde en surface, dont l'paisseur peut atteindre 0.1 0.2 mm selon la temprature. Cette couche doit tre enleve mcaniquement ou
chimiquement aprs recuit; il est donc ncessaire de prvoir une surpaisseur sur les pices. En revanche, la couche d'oxyde constitue
une excellente protection pour le titane qui est en dessous, meilleure que l'usage d'un vide pouss ou d'une atmosphre d'argon. Le titane se travaille galement trs bien chaud; dans ce cas il est galement ncessaire de tenir compte de l'paisseur d'oxyde qui se forme
lors des oprations. Cette couche doit ensuite tre enleve chimiquement ou mcaniquement.
Soudage et brasage
Le titane peut tre soud par les techniques traditionnellement utilises pour les aciers inoxydables austnitiques. Cependant, il est
indispensable de protger la zone affecte cause de la haute ractivit du mtal. Seuls l'argon, l'hlium ou un mlange de ces deux gaz
conviennent pour la protection de la zone de soudage. L'argon liquide est souvent utilis cause de sa puret. Son point de rose doit
tre infrieur -60C. Le flux de gaz doit tre svrement contrl pour viter toute turbulence. Il existe galement des chambres de soudage spcialement conues pour les pices en titane, qui permettent de maintenir les pices sous atmosphre neutre. Dans ce cas, le
soudeur manipule la torche par des gants tanches solidaires de la chambre. On soudera de prfrence des pices recuites, car le soudage recuit la zone thermiquement affecte et change ainsi les proprits mcaniques des pices crouies.
Formes de livraison
Plaques, bandes, rubans, fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
95
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 96
Titane
ASTM
Ti grade 5
DIN
AFNOR
3.7165 - Ti 6AI 4V
Particularits
Alliage universel de titane avec une excellente rsistance mcanique jusqu' 400C, beaucoup utilis en
aronautique, en automobile et pour des implants structurels. Par sa teneur en aluminium et vanadium, cet
alliage appartient la famille des titanes + ; par consquent, il est possible d'obtenir plusieurs microstructures complexes selon les traitements thermiques et les procds de fabrication. Aprs traitement de
solubilisation suivi d'une trempe, cet alliage est durcissable par traitement thermique. Il est important de
noter que les procds de fabrication (recuit, dcapage), s'ils sont faits de manire incorrecte, peuvent augmenter la teneur en impurets de manire irrversible.
La qualit ELI ("extra-low interstitial" - grade 23) est utilise pour les applications chirurgicales.
Il est particulirement important d'viter toute contamination par de l'hydrogne lors de la fabrication.
TA 6 V
Usinable
oui
Trempable
Polissable
non
Magntisable
oui
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
non
Autogne
non
Laser
oui
Composition chimique selon ASTM* [%] (AC = Autres Chacun, AT = Autres Total)
C
Fe
H
N
O
Al
V
AC
AT
Ti
< 0.08
< 0.3
< 0.0125
< 0.05
< 0.2
5.5 - 6.75
3.5 - 4.5
< 0.1
< 0.4
Balance
* selon norme ASTM F 136 pour implants chirurgicaux.
Proprits physiques
Densit
Rsistivit lectrique
Chaleur spcifique
Conductivit thermique
Cp [Jkg-1K-1]
[kgm-3]
[m]
[Wm-1K-1]
4 500
100C
8,4
200C
9,3
Etat
Typique
Durci therm.
20C
900
1050
1.7 20C
525 20C
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
9,5
9,7
9,8
10
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
100C
800
870
200C
700
820
300C
620
750
700C
10,2
7 20C
Module lastique
E [GPa]
105 - 115 20C
90 - 100 400C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
950
1150
12
10
290
350
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Solubilisation
Durcissement
Dtente
720 - 750
900 - 955
510 - 540
595
Type
Dcapage
Dcapage
Dgraissage
15:56
Page 97
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30 - 240
Cf. Mise en uvre
Rapide
Cf. Mise en uvre
Trempe l'eau
10 - 60
240
Vide pouss ou argon
Rapide
120 - 240
Vide pouss ou argon
Pas de trempe
Traitements chimiques
Milieu
Commentaires
Sels oxydants ou rducteurs fondus
Si couche tenace forme T > 600C
15 - 40% HNO3 + 1 - 2% HF
Si couche mince forme T < 600C
Solvants non-chlors ou alcalins
Mise en oeuvre
La formabilit froid est mauvaise.L'tirage est particulirement difficile, car cet alliage grippe sur les filires et il est ncessaire d'oxyder la surface pour
empcher ce phnomne. Le laminage est possible, mais difficile en raison de l'lasticit de ce matriau et des risques de fissuration. En revanche la
formabilit chaud est excellente, par forgeage ou laminage. Il est impossible de donner ici des tempratures typiques de mises en forme, tant cellesci dpendent des microstructures souhaites, du procd utilis et de la gomtrie des pices. Prire de nous contacter pour plus de dtails sur les procds utiliss. Les traitements chaud peuvent s'effectuer sous vide pouss, sous argon aprs une purge soigne ou l'air. Dans ce dernier cas, il se
forme une couche d'oxyde en surface, dont l'paisseur peut atteindre 0.05 0.5 mm selon la temprature. Cette couche doit tre enleve mcaniquement ou chimiquement aprs recuit; il est donc ncessaire de prvoir une surpaisseur sur les pices. En revanche, la couche d'oxyde constitue une
excellente protection pour le titane qui est en dessous, meilleure que l'usage d'un vide pouss ou d'une atmosphre d'argon.
Soudage et brasage
Le titane peut tre soud par les techniques traditionnellement utilises pour les aciers inoxydables austnitiques. Cependant, il est indispensable de
protger la zone affecte cause de la haute ractivit du mtal. Seuls l'argon, l'hlium ou un mlange de ces deux gaz conviennent pour la protection
de la zone de soudage. L'argon liquide est souvent utilis cause de sa puret. Son point de rose doit tre infrieur -60C. Le flux de gaz doit tre
svrement contrl pour viter toute turbulence. Il existe galement des chambres de soudage spcialement conues pour les pices en titane, qui permettent de maintenir les pices sous atmosphre neutre. Dans ce cas, le soudeur manipule la torche par des gants tanches solidaires de la chambre.
Un recuit de dtente est gnralement ncessaire aprs soudage, pour homogniser les proprits mcaniques de la zone themiquement affecte.
Formes de livraison
Plaques, bandes, rubans, fils, profils, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
97
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 98
Autres alliages
UNS
DIN
ca. G 12144
AFNOR
1.0718 - 11SMnPb30
Particularits
Acier de dcolletage non trempable.
Cet acier a des proprits correpondant celles d'un acier de construction, avec des ajouts lui confrant
une excellente usinabilit. Cet acier rouille trs facilement.
Son usinabilit est lgrement infrieure celle du 11SMnPb37, qui contient davantage d'lments brisecopeaux.
C
< 0.14
Si
< 0.05
200C
0,12
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
20C
250 - 420
100C
200C
700C
Conductivit thermique
[Wm-1K-1]
55
Module lastique
E [GPa]
210
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
380 - 820
6 - 10
115 - 250
460
600C
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Etir froid
++
Usinable
non
Trempable
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Mn
0.9 - 1.3
Densit
[kgm-3]
7 800
100C
11.0
Composition chimique selon DIN [%]
P
S
Pb
Fe
< 0.1
0.27 - 0.33 0.15 - 0.35
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
S 250 Pb
300C
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
800
Adoucissement et
recuit "doux"
650 - 700
Normalisation
900
15:56
Page 99
Traitements thermiques
Atmosphre
Temps
[minutes]
H2 ou rductrice / neutre
30
Refroidissement
Normal
Lent (au four)
A lair
Traitements chimiques
Type
Milieu
Commentaires
Mise en oeuvre
La formabilit froid n'offre aucune difficult. Il est impossible de donner ici des conditions de recuit, car celles-ci peuvent varier de
manire trs complexe selon les microstructures recherches. De mme, le refroidissement aprs traitement thermique doit tre contrl,
ce qui dpend de la gomtrie des pices.
L'usinabilit est excellente, mais lgrement infrieure au 11SMnPb37.
Soudage et brasage
Formes de livraison
Fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
99
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 100
Autres alliages
UNS
DIN
ca. G 12144
AFNOR
1.0737 - 11SMnPb37
Particularits
Acier de dcolletage non trempable.
Cet acier a des proprits correpondant celles d'un acier de construction, avec des ajouts lui confrant
une excellente usinabilit. Cet acier s'oxyde trs facilement.
Son usinabilit est lgrement suprieure celle du 11SMnPb30, qui contient moins d'lments brisecopeaux.
C
< 0.15
Si
< 0.05
200C
0,12
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
20C
265 - 440
100C
200C
700C
Conductivit thermique
[Wm-1K-1]
55
Module lastique
E [GPa]
210
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
390 - 800
6 - 10
115 - 250
460
600C
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Etir froid
++
Usinable
non
Trempable
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Mn
1.1 - 1.5
Densit
[kgm-3]
7 800
100C
11.0
Composition chimique selon DIN [%]
P
S
Pb
Fe
< 0.1
0.34 - 0.4
0.15 - 0.35
Balance
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
S 300 Pb
300C
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
900
15:56
Page 101
Traitements thermiques
Atmosphre
Temps
[minutes]
H2 ou rductrice / neutre
30
Refroidissement
Normal
Traitements chimiques
Type
Milieu
Commentaires
Mise en oeuvre
La formabilit froid n'offre aucune difficult. Il est impossible de donner ici des conditions de recuit, car celles-ci peuvent varier de
manire trs complexe selon les microstructures recherches. De mme, le refroidissement aprs traitement thermique doit tre contrl,
ce qui dpend de la gomtrie des pices.
L'usinabilit est excellente, lgrement suprieure au 11SMnPb30.
Soudage et brasage
Formes de livraison
Fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
101
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 102
Autres alliages
UNS
NO4400
DIN
AFNOR
2.4360 - Ni Cu 30 Fe - Monel 400
Particularits
Alliage base de nickel et de cuivre avec une excellente rsistance mcanique jusqu' 600C et une trs
haute rsistance la corrosion, notamment dans les environnements suivants: eau de mer, acide sulfurique,
acide fluorhydrique et milieux basiques.
Cet alliage est utilis en construction navale, pour des conteneurs et des canalisations dans l'industrie chimique et pour des soupapes, armatures, pompes et changeurs de chaleur.
C
Si
< 0.15
< 0.5
*<= 1% Co inclus
Mn
< 2.0
Densit
[kgm-3]
8 800
100C
13,9
200C
Composition chimique [%]
S
Cu
< 0.02
28 - 34
20C
240
Ni
> 63*
Al
< 0.5
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
0,547
427
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
700C
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Recuit
Fe
1 - 2.5
100C
210
200C
200
300C
190
NU 30
Usinable
non
Trempable
+
Polissable
oui
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
Autres
Ti < 0.3
Conductivit thermique
[Wm-1K-1]
21,8
Module lastique
E [GPa]
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
550
40
165
2750157Precimet_FR_Noir_P9a108
Type
15.5.2007
Temprature
[C]
15:56
Page 103
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
Traitements chimiques
Type
Milieu
Commentaires
Mise en oeuvre
Soudage et brasage
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
103
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 104
Autres alliages
UNS
NO6600
DIN
AFNOR
2.4816 - Ni Cr 15 Fe 8 - Inconel 600
Particularits
Alliage base de nickel avec d'excellentes proprits rfractaires et une excellente rsistance l'oxydation
haute temprature. Sa rsistance la corrosion en prsence de ions Chlore, sa rsistance la corrosion
sous contrainte, ou en prsence d'eau trs pure ou en milieu alcalin sont galement trs bonnes.
Cet alliage est intensivement utilis pour des composants de four et d'installations travaillant haute temprature dans les industries mtallurgiques et ptrochimiques. Il est galement utilis pour des aubes de
turbines.
C
0.05 - 0.10
Composition chimique [%]
S
Cr
Fe
< 0.015
14 - 17
6 - 10
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Si
< 0.5
Mn
< 1.0
Densit
[kgm-3]
8 470
100C
13,3
200C
1,03
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
20C
240
100C
240
200C
230
Ni
> 72
600C
300C
220
Usinable
non
Trempable
+
Polissable
non
Magntisable
non
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
oui
Laser
oui
P < 0.02
Al,Ti < 0.3
Conductivit thermique
[Wm-1K-1]
14,9
Module lastique
E [GPa]
444
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Recuit
Cu
< 0.5
NC 15 Fe
700C
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
650
50
200
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
925 - 1050 C
15:56
Page 105
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
Rductrice
Traitements chimiques
Type
Milieu
Commentaires
Mise en oeuvre
Soudage et brasage
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
105
2750157Precimet_FR_Noir_P9a108
15.5.2007
15:56
Page 106
Autres alliages
AISI
DIN
AFNOR
Phynox
Particularits
Stellite durcissable (uniquement l'tat croui) avec d'excellentes proprits mcaniques, notamment en
fatigue, une bonne formabilit froid et chaud et une excellente rsistance la corrosion (suprieure aux
aciers inoxydables).
Les applications sont diffrents types de ressorts, accouplements souples, diaphragmes, armatures.
Grce sa stabilit chimique, il est galement utilis dans le domaine mdical pour des prothses et des fils
orthodontiques.
L'amagntisme de cet alliage est galement exploit dans la construction d'appareils de mesure.
Co
30 - 41
Cr
19 - 21
Densit
[kgm-3]
8 300
100C
12,5
200C
Mo
6.5 - 7.5
0.09 0.095
Coefficient de dilatation
[10-6C-1] entre 20C et
300C
400C
500C
600C
20C
450
1 750
2 400
100C
200C
300C
Usinable
non
Trempable
+
Polissable
non
Magntisable
oui
Durcissable
Soudable par
MIG,TIG,WIG
oui
Arc
oui
Rsistance
oui
Autogne
non
Laser
oui
Fe
Balance
700C
Conductivit thermique
[Wm-1K-1]
12,47
Module lastique
E [GPa]
221
Rsistance
de rupture
Rm [MPa]
Allongement
de rupture
A5 [%]
Duret
Vickers
[HV]
875
1 950
2 500
65
2
1
290
600
750
450
Proprits mcaniques
Limite lastique
Rp0.2 [MPa]
Etat
Recuit
Ecroui max.
Durci
Composition chimique [%]
Mn
C
Si
1.5 - 2.5
< 0.15
< 1.2
Proprits physiques
Rsistivit lectrique
Chaleur spcifique
Cp [Jkg-1K-1]
[m]
Ni
15 - 18
K13C20N16Fe15Do7
2750157Precimet_FR_Noir_P9a108
15.5.2007
Type
Temprature
[C]
Recuit
Durcissement
1050
520
Type
Dcapage
15:56
Page 107
Traitements thermiques
Atmosphre
Temps
[minutes]
Refroidissement
30
180
Argon ou vide (10-5 Torr), H dconseill
Rapide (air)
Argon ou vide (10-5 Torr), H dconseill
Non critique
Traitements chimiques
Milieu
Commentaires
5% HF + 12% HNO3
A l'bullition
Mise en oeuvre
La formabilit froid est bonne, mais le durcissement par crouissage trs important ncessite un outillage adapt.
L'usinage est difficile, notamment cause des risques d'crouissage lors du travail. Les conditions d'usinage doivent tre adaptes (vitesse modre, angles de dgagement importants).
A l'tat recuit, l'aptitude l'tampage est bonne.
Il faut noter que le durcissement par traitement thermique de cet alliage dpend fortement de l'crouissage pralable; le durcissement
structural l'tat recuit est inexistant, il ne devient significatif que pour des crouissages suprieurs 60%.
Soudage et brasage
Cet alliage se soude bien par TIG-MIG, par point ou par bombardement ionique. Le brasage est possible.
Comme le durcissement structural ne peut tre obtenu que dans des parties crouies, il faut en tenir compte et ne raliser les
soudures/brasures que dans des endroits peu sollicits, ou utiliser une soudure discontinue.
Formes de livraison
Plaques, bandes, rubans, fils, profils, tubes, dimensions et tolrances sur demande.
Les indications sont fondes sur l'tat actuel de nos connaissances.
Cette fiche technique est sans engagement et ne constitue pas un document contractuel.
107
Vous aimerez peut-être aussi
- Nuances MatieresDocument776 pagesNuances MatieresFarid TataPas encore d'évaluation
- Aide Mémoire Groupe Matériaux Et Choix Métaux D'apportDocument4 pagesAide Mémoire Groupe Matériaux Et Choix Métaux D'apportmail_younes6592Pas encore d'évaluation
- Fiches Matières RomanaDocument19 pagesFiches Matières RomanaCracanel Mihai-OctavianPas encore d'évaluation
- Information Technique Sur Acier Outil Travail PDF 67 Ko Serie D Lser1Document9 pagesInformation Technique Sur Acier Outil Travail PDF 67 Ko Serie D Lser1XYZAB76Pas encore d'évaluation
- DR Aluminium Cuivre PDFDocument6 pagesDR Aluminium Cuivre PDFmaraghni_hassine7592Pas encore d'évaluation
- Comment Tremper L'acier Pour Fabriquer Des OutilsDocument3 pagesComment Tremper L'acier Pour Fabriquer Des OutilsPamela VelasquezPas encore d'évaluation
- Glossaire de MettalurgieDocument12 pagesGlossaire de MettalurgieEric Mailliotte100% (1)
- Résumé mst2Document4 pagesRésumé mst2bessam100% (1)
- Métallurgie Des Poudres - Aubert & DuvalDocument8 pagesMétallurgie Des Poudres - Aubert & DuvalHouda Sidi AmmiPas encore d'évaluation
- SchaefflerDocument18 pagesSchaefflerwardharrioui100% (1)
- Fabrication Des Produits FrittésDocument10 pagesFabrication Des Produits FrittésAnass AnassPas encore d'évaluation
- Industrie de La Fonderie: Pierre CUENINDocument7 pagesIndustrie de La Fonderie: Pierre CUENINimen mehriPas encore d'évaluation
- Chap1 - Fonderie CoursDocument33 pagesChap1 - Fonderie CoursAmina RaouyPas encore d'évaluation
- 42CD4 Traité PDFDocument1 page42CD4 Traité PDFWalid Benazi100% (1)
- Traitements Thermiques Des FontesDocument16 pagesTraitements Thermiques Des FontesMariem BoualleguePas encore d'évaluation
- Process Dans La Sidérurgie (FR) 2016Document68 pagesProcess Dans La Sidérurgie (FR) 2016ifm electronicPas encore d'évaluation
- Les Aciers Inoxydables Et Leur CorrosionDocument16 pagesLes Aciers Inoxydables Et Leur CorrosionKhouloud GharbiPas encore d'évaluation
- Informations TechniquesDocument42 pagesInformations Techniqueskalico67Pas encore d'évaluation
- Extrait 42463210 PDFDocument109 pagesExtrait 42463210 PDFmoha GCPas encore d'évaluation
- Aluminium Et AlliagesDocument11 pagesAluminium Et AlliagesBaligh TrabelsiPas encore d'évaluation
- Cour 2Document24 pagesCour 2Houssem Eddine HizemPas encore d'évaluation
- Soudage Arc Submergé Soudure Sous Flux Solide !Document3 pagesSoudage Arc Submergé Soudure Sous Flux Solide !Etienne BouronPas encore d'évaluation
- L'usinabilité Des MatériauxDocument39 pagesL'usinabilité Des Matériauxsalah mebroukPas encore d'évaluation
- 1a Soudage Mma2802247569191186033Document14 pages1a Soudage Mma2802247569191186033safiaminePas encore d'évaluation
- TP Fab - Meca BELHADI PDFDocument34 pagesTP Fab - Meca BELHADI PDFHassen HoggasPas encore d'évaluation
- Extrait 42360210Document89 pagesExtrait 42360210BRAHIM BOUKALMOUNEPas encore d'évaluation
- Chabbi SamiDocument75 pagesChabbi SamiMOHNISHKUMARJHAPas encore d'évaluation
- Métallurgie Cours 2Document4 pagesMétallurgie Cours 2n_guillaume57Pas encore d'évaluation
- 25 CD 4Document3 pages25 CD 4Didier MarneffePas encore d'évaluation
- Cours SDMDocument10 pagesCours SDMKhaled Gammoudi100% (1)
- Soud Met ProdDocument95 pagesSoud Met ProdphilmascioPas encore d'évaluation
- Effets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueDocument96 pagesEffets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueImedRezkPas encore d'évaluation
- Inspecteur Polyvalent CNDDocument17 pagesInspecteur Polyvalent CNDSid BouhaPas encore d'évaluation
- Conception InductionDocument42 pagesConception Inductionabdeljalil elbadr100% (1)
- Reussir Une Soudure A L ArcDocument6 pagesReussir Une Soudure A L ArcSamorai KazaPas encore d'évaluation
- These PDFDocument170 pagesThese PDFMariam ZouhairPas encore d'évaluation
- 1.metallurgie 1Document17 pages1.metallurgie 1Danem HalasPas encore d'évaluation
- Catalogue ABRAMSDocument164 pagesCatalogue ABRAMSChristophe RollandPas encore d'évaluation
- Dokumen - Tips Soudage GeneraliteDocument99 pagesDokumen - Tips Soudage Generalitesarre mamoudouPas encore d'évaluation
- 4 Procedes de MoulagesDocument7 pages4 Procedes de MoulageskarimPas encore d'évaluation
- Laminage À Chaud Des Produits PlatsDocument16 pagesLaminage À Chaud Des Produits PlatsShanna Lee100% (1)
- Submerger PDFDocument6 pagesSubmerger PDFyoussefPas encore d'évaluation
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDocument22 pagesCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderPas encore d'évaluation
- Soudage GeneraliteDocument99 pagesSoudage Generalitelaz_kPas encore d'évaluation
- Science Des Materiaux Tome 2 PDFDocument412 pagesScience Des Materiaux Tome 2 PDFSouadHadjadj100% (1)
- Procédé 114 - INNERSHIELDDocument14 pagesProcédé 114 - INNERSHIELDAbdala Aziz HASSANPas encore d'évaluation
- Technique de SoudureDocument1 pageTechnique de SoudureAhmed Omar AminePas encore d'évaluation
- Brochure 2015Document108 pagesBrochure 2015Soufiane Sani HarounaPas encore d'évaluation
- Parametre de Soudage MIG-MAGDocument1 pageParametre de Soudage MIG-MAGsam100% (2)
- Les Ceramiques Refractaires de L Elaboration Aux Proprietes D Emploi 1 3Document15 pagesLes Ceramiques Refractaires de L Elaboration Aux Proprietes D Emploi 1 3Charaf BenotmanePas encore d'évaluation
- 1.tarif D'un SoudeurDocument10 pages1.tarif D'un SoudeurION TEIUSANUPas encore d'évaluation
- Soudage Par LazerDocument10 pagesSoudage Par Lazermaria cola100% (1)
- Les Applications en MetallurgieDocument3 pagesLes Applications en MetallurgieLaurentPas encore d'évaluation
- Decoupage Et Gougeage PlasmaDocument37 pagesDecoupage Et Gougeage Plasmalulu3232100% (1)
- CASTOLIN - Eléments TechniquesDocument18 pagesCASTOLIN - Eléments Techniquesbernard_dudulePas encore d'évaluation
- Alcu4Mgsi (Au4G)Document2 pagesAlcu4Mgsi (Au4G)Marwa KhederPas encore d'évaluation
- Electrodes InoxydablesDocument5 pagesElectrodes InoxydablesH_DEBIANEPas encore d'évaluation
- Catalogue Oerlikon ConsommablesDocument90 pagesCatalogue Oerlikon ConsommablesNAIFARBILELPas encore d'évaluation
- AciersDocument6 pagesAciersnicbouPas encore d'évaluation
- Caracteristiques Vis InoxDocument5 pagesCaracteristiques Vis InoxsozarioPas encore d'évaluation
- Passivhaus PHPPDocument53 pagesPassivhaus PHPPzepoobl100% (1)
- Mécanique Des FluidesDocument14 pagesMécanique Des FluidesGHERMI .M86% (22)
- 19 Unites PifometriquesDocument14 pages19 Unites PifometriquesdupondupondPas encore d'évaluation
- Mecaflu BTSDocument21 pagesMecaflu BTSNacim Amari0% (1)
- KSB Determination Des Pompes Centrifuges FRDocument96 pagesKSB Determination Des Pompes Centrifuges FRCamille Aquilon83% (6)
- 5 Les IsolateursDocument17 pages5 Les Isolateursparker100% (1)
- ch9 EntretienDocument13 pagesch9 EntretienIssifouHamdaneAdamPas encore d'évaluation
- AWS D1.1 Guides - En.fr-1Document10 pagesAWS D1.1 Guides - En.fr-1Abdelkader AbdelkaderPas encore d'évaluation
- Annexe 3 2 À 3 7 PDFDocument11 pagesAnnexe 3 2 À 3 7 PDFfatimaPas encore d'évaluation
- Soutenance de Stage D'immersionDocument44 pagesSoutenance de Stage D'immersionBassa Jean-DanielPas encore d'évaluation
- Note de Calcul Charpente Metallique 1Document65 pagesNote de Calcul Charpente Metallique 1yaddasPas encore d'évaluation
- Ou Poser Quel Tuyau en BetonDocument9 pagesOu Poser Quel Tuyau en BetonTiana RandriaPas encore d'évaluation
- Matériaux Composites-IA-S1-2-3Document42 pagesMatériaux Composites-IA-S1-2-3Yas SerPas encore d'évaluation
- Serie SF FRDocument35 pagesSerie SF FRMohamed KhaldiPas encore d'évaluation
- Dillidur400v 05 2011 FDocument4 pagesDillidur400v 05 2011 FFerdak AminePas encore d'évaluation
- Lexique Technique FenêtresDocument5 pagesLexique Technique FenêtresWoody JustafortPas encore d'évaluation
- Nit 193Document64 pagesNit 193qswxPas encore d'évaluation
- Nonat Hydratation Des Liants Hydrauliques Action Des Molecules OrganiquesDocument37 pagesNonat Hydratation Des Liants Hydrauliques Action Des Molecules OrganiquesIS AAPas encore d'évaluation
- Béton Armé Important MémoDocument51 pagesBéton Armé Important MémonadiaPas encore d'évaluation
- 16 MNCR 5 / 16 Mncrs 5: Acier de CémentationDocument2 pages16 MNCR 5 / 16 Mncrs 5: Acier de CémentationTincescu AuxentiuPas encore d'évaluation
- RVK Cable Souple CuivreDocument3 pagesRVK Cable Souple CuivreMEPas encore d'évaluation
- Projet de Fin D'etude 2017Document90 pagesProjet de Fin D'etude 2017tennich fatmaPas encore d'évaluation
- Methode Dreux Composition Du BetonDocument7 pagesMethode Dreux Composition Du BetondouoPas encore d'évaluation
- Mur de ClôtureDocument27 pagesMur de Clôtureakrem100% (1)
- CCTP Lot Menuiserie Bois InterieureDocument9 pagesCCTP Lot Menuiserie Bois InterieureespechePas encore d'évaluation
- TC Ve2Document72 pagesTC Ve2elkhouddar yassinePas encore d'évaluation
- TD 2 - Liants - Béton-Enrobés - Exercice 1 - PDF - Béton - CimentDocument1 pageTD 2 - Liants - Béton-Enrobés - Exercice 1 - PDF - Béton - CimentJADI TechnologiesPas encore d'évaluation
- Conformité Installations Gaz 27.5Document85 pagesConformité Installations Gaz 27.5Zinou FersPas encore d'évaluation
- Catalogue Auvents Clairval Fiches Produits 2023 CompressedDocument5 pagesCatalogue Auvents Clairval Fiches Produits 2023 CompressedJesúsLRPas encore d'évaluation
- Examen #1Document17 pagesExamen #1Aboubakr MedjPas encore d'évaluation
- M 3100 DocDocument1 pageM 3100 DocnagaaaamoutouraaaaaaaPas encore d'évaluation
- BAEL Exercice Avec Solution - Watermark PDFDocument5 pagesBAEL Exercice Avec Solution - Watermark PDFSaad ZiadiPas encore d'évaluation
- Chapitre - 1-IntrodcutionDocument49 pagesChapitre - 1-IntrodcutionKarim FathallahPas encore d'évaluation
- Etienne Pougnard Fiche TravailDocument2 pagesEtienne Pougnard Fiche TravailpougnardetiennePas encore d'évaluation
- DAO Lot 1 - Bordereau Prix - Ligne Et Postes 90kV - Rev1 SMDocument56 pagesDAO Lot 1 - Bordereau Prix - Ligne Et Postes 90kV - Rev1 SMKamila Wehbe100% (1)