Académique Documents
Professionnel Documents
Culture Documents
Hydraform Standard Manual James With Hydraform Motor in FRENCH 2008 PDF
Transféré par
Ohel servicetechTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Hydraform Standard Manual James With Hydraform Motor in FRENCH 2008 PDF
Transféré par
Ohel servicetechDroits d'auteur :
Formats disponibles
INDEX POUR LE MANUEL HYDRAFORM
INDEX N° PAGE:
Reniement de garantie Pg 3
1. Consignes de sécurité et informations sur la garantie Hydraform Pg 4
1.1. Consignes de sécurité Pg 4
1.2. Installation de la machine sur le site Pg 5
1.3. Garantie Hydraform Pg 6
2. Les parties et pièces de la machine Hydraform Pg 7
2.1. M7 machine pour la fabrication de blocs Hydraform Pg 7
2.2. Liste des différentes parties de la machine Pg 8
2.3. Illustration de la machine M7 Pg 9
3. Opération et maintenance de la machine Hydraform Pg 10
3.1. Opération de la machine Pg 10 - 11
3.2. Comment produire un bloc Hydraform Pg 12
3.3. Maintenance de la machine Pg 13
3.4. Maintenance hydraulique Pg 14
3.5. Changement des moules intérieures ; sur toutes machines Pg 15
4. Outils nécessaire pour la production et construction Pg 16 -17
5. Sélection de la terre/latérite Pg 18
5.1. Le test visuel Pg 18
5.2. Le test de lavage Pg 19
5.3. Le test du containeur Pg 20
5.4. Le test de rétrécissement Pg 21
6. Conception du mélange et la sélection Pg 22
6.1. Diagramme: section de rencontre du toit et mur Pg 23
7. Production de blocs Pg 24
7.1. Le tamisage Pg 24
7.2. Mélanger manuellement Pg 25
7.3. Le malaxeur Hydraform Pg 26
7.4. Mélanger avec le malaxeur Pg 27
7.5. Vérifier le contenu d’humidité du mélange Pg 28
7.6. Vérifier le contenu d’eau dans le mélange et la longueur des blocs Pg 29
7.7. Les blocs Hydraform varient en longueur, à cause des 3 cas suivant … Pg 30
7.8. Poser et la cure des blocs Pg 32
Hydraform training manual copyright 2004 Page 1 Revision 1/2004
(INDEX cont.) N° PAGE:
8. Controle de qualité des blocs Pg 33 - 34
9. Le testeur de bloc Hydraform Pg 35
10. Points et définitions importantes avant de commencer la construction Pg 36
10.1. Le bloc Hydraform Pg 36 - 37
10.2. Points générales de construction Pg 38 - 39
10.3. Coins Pg 40
10.4. Intersection en T Pg 40
10.5. Intersection en croix Pg 41
10.6. Joints et angles Pg 41
10.7. Préparation des blocs et maçonnerie Pg 42
11. Procédé de construction Pg 43
11.1. Fondations Pg 43
11.2. Chappe Pg 44
11.3. Mettre à niveau la première course de blocs Pg 45
11.4. Commencer la première course Pg 46
11.5. Au-dessus de la première course Pg 47
11.6. Au-dessus des linteaux Pg 48
12. Services et finitions Pg 49
12.1. Spécifications d’agrément pour la finition Pg 50
13. Problèmes en construction Pg 51 - 54
14. La méthode pour produire 1500 blocs par jour Pg 55 - 56
15. Emplacement sur site d’une machine Pg 57
16. Entretien du moteur diesel Hydraform Pg 58 – 64
17. Certificat Agrément, procédé et extrait du certificat Pg 70 - 73
Hydraform training manual copyright 2004 Page 2 Revision 1/2004
Reniement de garantie
Machine, construction et manuel de construction
Le manuel Hydraform a été préparé pour l’utilisation par les clients afin
D’acquérir la meilleure fonction de la machine, fabrication des blocs et la
construction qui incorpore des années de pratique dans le domaine.
Autres points à prendre en considération
Terre/sable/sol, ciment, préparation du mélange, matériel de construction, code
de construction, régulations locales, conditions externes et autres sont tous
important pour produire un bloc de qualité et atteindre des standards acceptables
de construction.
Reniement de la garantie
Hydraform ne peut être tenu responsable, pour ne pas atteindre des niveaux
acceptables en production de blocs et en construction, car les “ autres facteurs “
sont hors de notre control.
Hydraform training manual copyright 2004 Page 3 Revision 1/2004
1. Consignes de sécurité et informations sur la
garantie Hydraform
1.1 Consignes de sécurité
Les accidents peuvent couter chers
Lisez ces quelques points attentivement
Quand vous tractez ou bougez la machine Hydraform !
Conduisez lentement !
Faites attention que la machine mobile soit convenablement attachée au
véhicule !
Sécurisez toutes machines sur remorque !
Le nettoyage de la machine Hydraform.
Ne pas nettoyer la machine si le moteur (moteur diesel) est en marche
ou le courant (moteur électrique) arrive toujours au moteur.
DANGER
Faites attention au bras supérieur pendant l’ouverture et la fermeture.
Elle peut infliger des blessures graves aux mains, bras et corps.
Seulement un ouvrier qualifié peut être à l’opération de la machine!
Moulure sup.
Bras
sup.
Hydraform training manual copyright 2004 Page 4 Revision 1/2004
1.2 Installation de la machine sur le site
La machine Hydraform doit être mise à niveau et posée sur ses 4
pieds.
IMPORTANT! Le premier service doit être fait après les 50
premières heures de travail pour tout nouveau
moteur.
Veuillez voir section 3.3
Vérification avant le démarrage de la machine
Vérifiez le niveau d’huile hydraulique dans le réservoir. (Sur toutes
machines)
Vérifiez le filtre à air (uniquement machines diesel)
Vérifiez le diesel et enlever l’eau dans l’attrape eau (uniquement machines
diesel)
Vérifiez l’huile motrice (uniquement machines diesel)
Vérifiez les connections électriques (uniquement machines électriques)
Vérifiez le mouvement libre du malaxeur (uniquement M7ExM/M7MI ou
malaxeur séparé)
Hydraform training manual copyright 2004 Page 5 Revision 1/2004
1.3 Garantie d’Hydraform
HYDRAFORM
Depuis 1988
Certificat de garantie
Le fabricant garanti que la machine est libre de défectuosités sur son concept,
mauvaise exécution et matériel pour une durée de 6 mois, de la date de
livraison. La garantie couvre seulement les défectuosités qui rendent la machine
inusable ou handicape ses fonctionnalités causés par le matériel défectueux,
mauvaise exécution ou concept. Défectuosités de ce genre doivent être notifiées
par écrit à la branche Hydraform la plus proche et confirmées. Les pièces
remplacées deviennent la propriété du fabricant. Le fabricant prendra en charge
tout frais raisonnable (Ex-Works) du remplacement sujet que la réclamation soit
acceptée. La réparation demande la permission première du fabricant. La
garantie ne s’applique pas l’usure, ni aux défectuosités causées par de la
négligence ou mauvaise utilisation. La garantie devient nulle si les instructions
d’opérations ne sont pas suivies ou si la machine est réparée par l’acheteur ou
une personne de troisième parti sans autorisation du fabriquant.
TYPE DE MACHINE_______________DATE DE LIVRAISON______________
NUMERO DE SERIE_________________________
ACCEPTE PAR LE CLIENT_______________________
EN DATE DU, _________________
Hydraform training manual copyright 2004 Page 6 Revision 1/2004
2. Les parties et les pièces de la machine Hydraform
2.1. M7 machine pour la fabrication de blocs Hydraform
Moulure Cylindre
sup. supérieur
Trémie de Bras sup.
chargement
Coupeur de blocs
Moteur diesel Hatz (11kW)
Chambre de compression
(moulures internes – 4 Pièces
= 1 set)
Attache
Jauge de remorque
lecture pour
la pression
hydraulique
Réservoir à huile
Leviers de Hydraulique
control
Cylindre Pieds/Support
inférieur (x4 )
Hydraform training manual copyright 2004 Page 7 Revision 1/2004
2.2 Liste des différentes parties de la machine
NO. DESCRIPTION
1. Trémie de chargement
2. Support trémie
3. Contrôle des valves
4. Levier de control du cylindre sup. (moulure sup.)
5. Levier de control du cylindre inf. (moulure inf.)
6. Chambre de compression
7. Moulures intérieures x 4 par set
8. Moulure supérieure
9. Bras supérieur
10. Epingle arrière et roulement
11. Cylindre principal (80MM)
12. Armature (FIXE OU MOBILE)
13. Epingle
14. Moulure inférieure
15. Cylindre pour le bras supérieur
16. Extension du bras supérieur
17. Clevis
Hydraform training manual copyright 2004 Page 8 Revision 1/2004
2.3 Illustration de la machine M7
Hydraform training manual copyright 2004 Page 9 Revision 1/2004
3. Opération et maintenance de la machine Hydraform
3.1 Opération de la machine
Il est important qu’il y’ait une personne responsable pour la production, l’entretien
de la machine et autre sur le site de production.
Deux leviers d’opération
Il y a 2 leviers pour l’opération de la machine, ils doivent être utilisés séparément.
En relâchant n’importe lequel, les leviers sont munis de ressort intérieur et
retourneront à la position de départ.
Levier: N°4. Celui-ci est le levier de gauche quand vous êtes devant la machine,
il contrôle le bras supérieur. Quand vous le poussez vers l’avant, le
bras supérieur s’ouvre et quand vous le tirez vers vous, le bras
supérieur descend.
Levier: N°5. Celui-ci est le levier de droite quand vous êtes devant la machine, il
contrôle le cylindre inférieur. Quand vous le poussez vers l’avant le
cylindre monte et quand vous le poussez vers le bas, le piston
descend.
Système de pression et ajustement de la pression
1. Boulon/vis de réglage de la pression
2. Boulon de serrage de la vis de réglage
3. Boite à double valves
4. Levier de contrôle du bras supérieur
1
5. Levier de contrôle du cylindre inférieur
2
4
5 3
Hydraform training manual copyright 2004 Page 10 Revision 1/2004
Comment changer la pression hydraulique !
Votre machine est livrée avec une pression pré-ajustée entre 90 – 100 BAR
(9 -10 MPa) ou (1305 - 1450 PSI)
Il n’est pas nécessaire de réajuster la pression.
Si vous travaillez avec de la terre à très haute concentration de sable, vous allez
devoir ajuster votre pression entre 120 – 130 BAR (12 - 13 MPa) ou (1740 - 1885
PSI)
Si vous travaillez avec une terre très argileuse, vous allez devoir ajuster votre
pression entre 60 - 80 Bar (6 – 8 MP a)
1. Défaire le boulon de serrure (N° 2)
2. Défaire le boulon/vis d’ajustement de pression (N° 1), pour diminuer la
pression.
3. Visser le boulon d’ajustement de pression (N° 1), pour augmenter la
pression.
Pour mesurer la pression sur la jauge de pression, ouvrez le bras supérieur et
maintenez le levier pour que le cylindre inférieur soit sur la position bas ou haut.
L’aiguille vous indiquera la pression.
NB!! Vérifiez que le bras supérieur est sur la position ouverte quand vous
changer la pression.
Hydraform training manual copyright 2004 Page 11 Revision 1/2004
3.2 Comment produire un bloc Hydraform ?
Instructions
1. Moulure inférieure est à la position de bas.
2. Moulure supérieure est ouverte.
3. Remplir la terre dans la trémie.
4. Poussez la trémie au dessus de la chambre de compression puis retournez-
la à sa position de départ.
5. Fermez la moulure supérieure
6. Faire monter le cylindre du bas pour compacter le mélange.
7. Ouvrez le bras supérieur.
8. Faire montez le cylindre inférieur pour pousser le bloc hors de la chambre
de compression.
9. Enlevez le bloc pour le poser à la cure.
10. Descendez complètement le cylindre inférieur.
11. Recommencez le même procédé.
Répétez les points 1 à 11 pour produire plus de blocs
3.3 Maintenance de la machine
Hydraform training manual copyright 2004 Page 12 Revision 1/2004
MAINTENANCE JOURNALIERE
Nettoyage complet de la machine en fin de production.
Si la production est arrêtée, vérifiez que le bras supérieur soit fermé et
que le cylindre inférieur soit complètement descendu.
Après avoir arrêté le moteur, relâchez la pression dans les tuyaux
hydraulique, en bougeant les leviers de haut en bas.
(Voyez la section 3.4 et 3.6)
MAINTENANCE HEBDOMADAIRE
Une fois par semaine : vérifiez la machine pour l’usure, pertes d’huile,
boulons devisés, nettoyez la machine convenablement, le moteur et le
système hydraulique.
MAINTENANCE DES MOULES INTERIEUR
Les moules intérieurs doivent être changés entre 40000 et 80000 blocs.
Ils doivent être changés quand la hauteur des blocs atteint 118mm.
(Regardez la section 3.7 et 8.7)
IMPORTANT! Pour tous les nouveaux moteurs - Le premier service
doit être fait après les 50 premières heures de travail pour assurer
que toutes saletés soit enlevées du moteur.
Service des 50 heures Changer l’huile moteur
Changer le filtre à huile
Hydraform training manual copyright 2004 Page 13 Revision 1/2004
3.4 MAINTENANCE HYDRAULIQUE
Instructions
Les points généraux à vérifier :
1. Voyez que le correct niveau d’huile se trouve dans le réservoir hydraulique.
L’huile hydraulique doit toujours être visible dans la jauge sur le côté du
réservoir. Rajoutez de l’huile grade 68, si nécessaire.
2. Vérifiez les tuyaux hydrauliques, pour des pertes d’huile aux connections,
resserrez si il le faut.
3. Toutes les 1000 heures (6 mois de travaille), le filtre d’aspiration d’huile doit
être enlevé et nettoyé. Pour faire ceci, enlevez le bouchon du réservoir
d’huile hydraulique, puis détachez le filtre dans le réservoir. Nettoyez le filtre
avec un nettoyant (paraffine ou équivalent), séchez et replacez le filtre,
fermer le bouchon en vérifiant que les joins soient intacts.
Ces 3 points doivent être vérifié régulièrement pour assurer
l’opération saine de votre machine.
HORAIRES DE MAINTENANCE HYDRAULIQUE
Quotidien: Vérifiez le niveau d’huile dans le réservoir hydraulique
et regardez pour des pertes d’huile
Tuyaux hydrauliques usés.
Tous les 6 mois: Changez/Nettoyez le filtre hydraulique.
Annuellement: Changez l’étancheur dans le réservoir.
Changez le respirateur.
Changez le filtre.
Enlevez le dessus du réservoir et nettoyer l’intérieur
Hydraform training manual copyright 2004 Page 14 Revision 1/2004
3.5 CHANGEMENT DES MOULES INTERIEURS ; SUR TOUTES
MACHINES
Moules intérieurs
Il y a 4 moules intérieurs dans la machine qui donnent la forme du bloc. Ceux-ci
sont faits de matériel spécial pour atteindre une résistance contre l’usure.
Cependant, dépendamment des conditions de travail et l’abrasion du sable, les
moules intérieurs doivent de temps en temps être changés.
Quand la hauteur du bloc atteint 118 mm, les moules intérieurs doivent être
changés. Les blocs montreront des fissures et ne s’emboîteront plus
convenablement (voyez la section 8.7)
Note importante:
1. Toujours changer les moules par set.
2. Chaque fois que les moules sont changés, remplacez les boulons.
3. Tous boulons sont des matériaux de haute qualité.
4. Après avoir installé les moules, vérifiez le moule inférieur et supérieur
pour un mouvement libre, (le moule supérieur est conçu pour avoir un
mouvement libre)
Enlevez le moule complet intérieur
Levez le bras supérieur et descendez le cylindre inférieur au maximum.
Arrêtez le moteur.
Eteindre le moteur diesel ou électrique.
Les moules avant et arrière sont maintenus dans la chambre de
compression par 6 boulons.
Les moules de côtés sont tenus dans la chambre de compression par 4
boulons.
Enlevez tous les boulons avant et arrière et sur les côtés.
Enlevez les moules avant et arrière (si vous avez des difficultés de les
enlever, utilisez un morceau de bois et un marteau pour les dé-serrés)
Enlevez les moulures de cotés.
Remplacez le moule complet intérieur
Utilisez des nouveaux boulons et rondelles à ressort quand c’est possible.
La chambre de compression doit être nettoyée et légèrement huilée.
Adaptez les moules de cotés, en vérifiant que le dessus de la plaque est
de niveau avec le dessus de la chambre de compression, serrez les
boulons.
Adaptez les moulures avant et arrière en vérifiant que le dessus de la
plaque est de niveau avec le dessus de la chambre de compression.
Serrez les boulons.
Démarrez la machine et bougez la moulure sup. doucement de haut en
bas pour assurer un mouvement libre, dans la chambre de compression.
Bougez la moulure du bas de haut en bas, pour assurer un mouvement
libre, resserrez les boulons. Procédez à la fabrication de blocs.
Hydraform training manual copyright 2004 Page 15 Revision 1/2004
4. Outils nécessaire pour la production et la
construction
Hydraform training manual copyright 2004 Page 16 Revision 1/2004
Outils nécessaire pour la production et
construction (suite)
Hydraform training manual copyright 2004 Page 17 Revision 1/2004
5. Sélection de la terre/latérite
Un bloc Hydraform est produit avec un mélange de terre/latérite et ciment.
Le type de terre est classifié comme sableuse - argileuse. La terre utilisée doit
contenir plus de sable que d’argile et vase (poudre). Si le contenu d’argile
est trop élevé, du sable de rivière devra être ajouté au mélange.
L’argile maintien le bloc ensemble pour que ce soit facile à porter pendant la
fabrication pour la pose/cure. La partie sableuse du mélange se lie avec le
ciment pour donner sa force maximum.
Trop peu d’argile, fera que votre bloc sera difficile à porter et trop d’argile
fera rétrécir votre bloc durant la cure, donc des fissures apparaîtront.
Les blocs Hydraform sont produits avec de la terre/latérite trouvée à ± 1 mètre de
profondeur et jamais avec la terre supérieure qui contient trop de matières
organiques.
Il y a 4 tests que vous pouvez faire pour tester votre terre:
5.1 Le test visuel Creusez un trou d’un mètre de
profondeur.
Regardez les différentes couches.
Est-ce que la terre/latérite à l’air
d’être sableuse ou elle contient
des boules?
a. S’il y a des boules et des
fissures dans la terre/latérite, il
y a de l’argile.
b. Si la terre est très sableuse,
creusez un trou plus profond
pour trouver de la terre/latérite
argileuse.
N’UTILISEZ PAS LA TERRE
SUPERIEURE.
Hydraform training manual copyright 2004 Page 18 Revision 1/2004
5.2 Le test de lavage
Prenez de la terre/latérite dans
votre main, versez de l’eau
dessus. Frottez et serrez-la dans
la paume de la main.
Est-elle grossière ou
savonneuse?
a. Si c’est grossier, il y a
beaucoup de sable.
b. Si c’est savonneux, il y a de
l’argile.
Lavez la main avec de l’eau. Si la
terre/latérite se lave facilement,
c’est qu’il y a plus de sable. S’il
est difficile de l’enlever et laisse
une couleur sur votre main, il y a
beaucoup d’argile.
Hydraform training manual copyright 2004 Page 19 Revision 1/2004
5.3 Le test du container
Remplissez un grand containeur avec
un fond plat de 1/3 de terre/latérite
Remplissez
²/³ 2/3 avec de l’eau
Secouez pendant 1à 2 minutes
pour bien mélanger les
particules dans la terre/latérite.
Laissez reposer pendant 24 heures
Mesurer l’épaisseur des couches
vase, argile et sable.
Note: Il doit y avoir entre 10% et
40% d’argile/vase pour
fabriquer un bloc.
Préférablement entre 15% et
35% d’argile/vase.
Argile et vase – couche supérieure
Sable et gravier – couche inférieure
Hydraform training manual copyright 2004 Page 20 Revision 1/2004
5.4 Le test de rétrécissement
Remplissez une boite de
rétrécissement de 60cm de
longueur, par 4 cm de
profondeur et par 4 cm
d’épaisseur avec de la
terre/latérite mouillée
Mettez de niveau et laissez
sécher au soleil pendant 5
jours
Apres 5 jours au soleil,
mesurez le raccourcissement
Si sa mesure moins que
10mm, c’est que la terre est
sableuse. Il sera difficile de
manier le bloc pendant la
fabrication.
Si le rétrécissement est de
plus de 60mm, c’est que la
terre/latérite a trop d’argile.
Du sable fin devra être
ajouté ou il faut trouver une
autre terre.
Une terre/latérite idéale,
devrait rétrécir entre 20mm
et 40mm.
Hydraform training manual copyright 2004 Page 21 Revision 1/2004
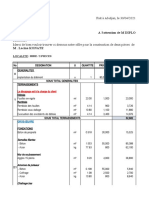
Résistance Ciment Terre/latérite Blocs par
du bloc (Division) (Division) sac de 50kg
de ciment
Mélange n° 1
8% ciment
(± 7MPa) après X1 X12 40 –45
28 JOURS
Mélange n° 2
11% ciment 30 - 35
(± 10MPa) après
28 JOURS X1 X8
6. Conception du mélange et la sélection
Ne jamais produire plus de 45 blocs avec un sac de ciment, le
contenu de ciment et la résistance du bloc sera très faible.
1 MP a (Méga Pascals) = 10kg/cm² = 1000 KP a = 145 PSI
Hydraform training manual copyright 2004 Page 22 Revision 1/2004
6.1 Diagramme ; section de rencontre du toit et mur
Mélange 1 - Crépissage
Mélange 2 – pas de
crépissage
M2
6. BLOCK PRODUCTION
Hydraform training manual copyright 2004 Page 23 Revision 1/2004
7. PRODUCTION DE BLOCS
7.1 Le tamisage
Un cadre solide de 2 m de
long X 1m de large
Support
8-10mm grille forte
Hydraform training manual copyright 2004 Page 24 Revision 1/2004
7.2 Mélanger par main
Note: Le mélange terre ciment doit être utilisé dans l’heure qui suit
et ne jamais laisser le mélange sans l’utiliser pendant plus
d’une heure.
Mélangez la terre et le ciment
Mélangez 3 fois,
jusqu’à ce qu’ils
soient
complètement
mélangé
d’eau
Ajoutez de l’eau avec un arrosoir
Ne pas verser l’eau sur un endroit en créant une
flaque d’eau
L’eau doit être parsemée sur le mélange
doucement pandant le mélange.
Mélangez 3 fois
jusqu’à ce que
l’eau soit
éparpillée
7.3 Le dorm équitablement.
Hydraform training manual copyright 2004 Page 25 Revision 1/2004
Moteur
hydraulique
blanc - USA
Chambre de
roulements et
support du moteur
Tambour
U avec
boulons
Lame centrale
Lame
extérieure
Hydraform training manual copyright 2004 Page 26 Revision 1/2004
7.4 Mélanger avec le malaxeur plat
Note: Le mélange terre-ciment doit être utilisé dans l’heure qui suit
et ne jamais laisser le mélange sans l’utiliser pour plus d’une
heure.
Sur une rampe videz la brouette
dans le malaxeur
Ajoutez la terre en premier.
Ajoutez le ciment en second.
Mélangez le contenu pour une
minute.
Ajoutez de l’eau doucement et
laissez tourner pendant une
minute.
Note: L’eau doit être aspergée
doucement.
NE PAS versez l’eau sur un
endroit.
Relâchez le mélange après
quelques minutes.
NOTE: Si le malaxeur a du mal à mélanger, votre terre a trop d’argile,
ajouter du sable ou réduire le volume dans le mixeur. Le
mixeur fonctionne mieux quand il y a 100 a 110 litres de terre
et ciment.
Hydraform training manual copyright 2004 Page 27 Revision 1/2004
7.5 Vérifier le contenu d’humidité dans le mixe
Le Test du laisser tomber
Trop sec
Bon
Trop mouiller
1. Serrez le mélange terre – ciment dans une balle.
2. Laissez tomber la balle d’une hauteur de taille.
3. – Si elle se casse en milles morceaux, c’est que le mélange est trop sec.
- Si elle se casse en 5-6 morceaux, c’est que l’humidité est juste.
- Si elle ne se casse pas ou en deux morceaux, c’est que le mélange est trop
mouillé.
NOTE: Un mélange trop sec produira un bloc de mauvaise qualité. Le mélange
devrait être près du contenu d’eau dans la terre. Le contenu d’eau fera
varier la longueur des blocs. Quand le mélange terre – ciment est trop
sec la longueur du bloc sera plus longue que quand le contenu d’eau
est correct !
Hydraform training manual copyright 2004 Page 28 Revision 1/2004
7.6 Vérifier le contenu d’eau dans le mélange, longueur des
blocs
Trop mouillé, le bloc est trop court et a
des fissures Trop sec, le bloc est trop long et il est devient
difficile de le manipuler
Opérateur doit maintenir la longueur du bloc en maintenant le même contenu d’eau dans
le mélange
Hydraform training manual copyright 2004 Page 29 Revision 1/2004
7.7 Les blocs d’Hydraform peuvent varier de longueur à cause
des 3 cas suivant.
Note: Si vous arrivez à avoir plus de 100 – 108 blocs dans 1 mètre cube de
mélange, alors il y a 3 possibilités pour cette erreur.
Premièrement, l’opérateur ne remplit pas complètement la chambre de
compression, avec les 10 litres de terre par bloc. Le chargeur va
automatiquement niveler la chambre de compression quand il est retiré après
remplissage.
Deuxièmement, l’eau dans le mélange terre – ciment n’est pas consistant.
Troisièmement l’opérateur ne redescend peut – être pas la moulure inférieure
au plus bas pendant fabrication. La moulure doit descendre au plus bas avant la
fabrication des blocs. Aussi, vérifier que la quantité de terre mélangée est la
même tout le temps. La personne faisant le mélange peut des fois remplir de trop
la brouette ou pas assez sur les autres mélanges.
1) Ne pas bien remplir la chambre de compression: Note: une longueur
de bloc = 10 litres avant compression. Normalement 1 mètre cube devrait
produire 100 a 108 blocs. Quand vous mesurez le mélange, il est
important de vous assurez que les brouettes ou les seaux sont nivelés à
chaque fois, vous donnant la même quantité de terre – ciment. La
longueur peut – être intentionnellement modifiée pendant la production
des demi – blocs ou des blocs de longueur spéciale. 5 litres de terre vous
donnera un demi – bloc de +- 110mm à 120mm de long. Ne jamais
produire un bloc de moins de 100mm ou 4 litres de terre, ça pourrait
endommager le bras supérieur pendant compaction.
2) Contenu d’eau dans le mixe: Premièrement vous devez établir la
longueur idéale des blocs avec la terre donnée. C’est fait en préparant le
mélange terre – ciment avec un peu d’eau. (le premier mélange devrait
être un peu sec)
Mélangez bien et produisez un bloc.
Mesurez le premier bloc.
Ajoutez de l’eau au mixe et mélangez à nouveau, produisez le deuxième
bloc et notez la longueur; la longueur du bloc diminuera en ajoutant de
l’eau
Répétez le même procès en ajoutant plus d’eau et produisez un nouveau
bloc en notant la longueur.
Finalement de fines fissures apparaîtront au bas du bloc, ceci indique qu’il
y a trop d’eau et le mélange est trop mouillé. Notez la longueur du bloc
pour ce mélange.
Hydraform training manual copyright 2004 Page 30 Revision 1/2004
La bonne longueur serait un peu plus longue que la longueur avant que
les fissures n’apparaissent. En présumant que cette longueur était de
230mm, demandez à l’opérateur de fabriquer des blocs entre 225mm –
235mm. Donnez au machiniste une latte en fer de 235mm, marquée à
225mm. Une longueur moyenne devrait être toujours entre le marquage
supérieur et inférieur.
Si la terre est un peu sèche, le bloc sera un peu plus long que la
longueur moyenne, le machiniste ajoutera simplement un peu d’eau
au mixe et continuera à produire de plus amples blocs.
La latte en fer permet de voir et de maintenir un contenu d’eau égale
pour tous blocs produits.
Consistance dans le mélange et contenu d’eau est la clé pour une bonne
fabrication de blocs.
Hydraform training manual copyright 2004 Page 31 Revision 1/2004
7.8 Empilage et le curage
Le curage donne la durabilité et la force aux blocs
Empilez les blocs 5 en hauteur et
6 en largueur. Tout dépend de la
largueur de la couverture en
plastique.
Couvrez les blocs dès que vous
les empiler.
Ne jamais laisser les blocs
exposé au soleil ou au vent sans
les couvrir.
Même en produisant des blocs
dans l’ombre, ils doivent être
couverts
Découvrez les blocs et verser
de l’eau dessus 2 fois par
jour- une fois le matin et une
fois le soir et couvrez
immédiatement. Ceci est le
curage.
Les blocs sont curés entre 7-
14 jours. Le plus long, le
mieux.
Hydraform training manual copyright 2004 Page 32 Revision 1/2004
8. CONTROLE DE QUALITE SUR LES BLOCS
PROBLEMES CAUSES REMEDES
1. Une surface grossière - Mélange trop sec -Ajoutez de l’eau
sur les blocs
-Moulures grossières -Inspectez les moulures
et changez s’il faut
-Terre qui s’accumule sur -Nettoyez l’excès de
les joints ou sur les terre sur les joints et
moulures moulures
2. Les blocs se fissurent
Fissures horizontal -Trop d’eau dans le
Quand le bloc est éjecté mélange -Utilisez moins d’eau
de la chambre ! dans le mélange.
Ajoutez du ciment au
mixe pour le sécher
-La pression est trop haute
- Réduire la pression
(voyer section 3.1)
Des fissures qui se -Les blocs perdent trop - Couvrez les blocs
forment pendant le d’eau, trop vite pendant le convenablement et
curage de 7 jours curage mouillez les 2 fois par
jour
-Trop d’argile -Ajoutez du sable fin au
mélange
-Ajoutez plus de ciment
(voyez section 6)
- Moulures sont usées
(voyez le point 7 en bas)
Hydraform training manual copyright 2004 Page 33 Revision 1/2004
3. Les blocs sont - Négligence pendant le - Supervisez l‘empilage
endommagés et cassés transport du bloc
pendant l’empilage
-Les blocs sont trop faibles - Vérifiez la production
et/ou ajoutez du ciment
au mélange
4. Les blocs sont plus -Trop d’eau dans le -Utilisez moins d’eau
courts que la longueur mélange dans le mixe
choisie
-Pression de compression - Réduire la pression
trop élevée
(voyer les sections 7.5, 7.6
& 7.7)
5. Les blocs sont plus - Mélange trop sec -Ajoutez de l’eau au
longs que la longueur mélange
choisie -Pression de compression
trop basse -Elevez la pression
(voyer la section 3.1)
(voyer les sections 7.5, 7.6
& 7.7)
-Gardez le contenu
6. Longueur des blocs -Contenu d’eau change d’eau dans le mixe
change constamment constant. Vérifiez le
(voyez les sections 7.5, 7.6 contenu d’eau, en
& 7.7)
vérifiant la longueur des
blocs avec une latte en
- Les propriétés du sol fer
changent constamment
-Utilisez la même terre
pour toute la production
7. La hauteur du bloc est - Les moulures internes -Changez les moulures
différente sont usées. internes quand le bloc
atteint 118 mm
-Les nouvelles moulures
internes produisent des
blocs de 115 mm de
hauteur
Hydraform training manual copyright 2004 Page 34 Revision 1/2004
9. LE TESTEUR DE BLOCS D’HYDRAFORM
Ceci est un outil simple désigné à vous donnez une indication de la force des
blocs produits.
Faites attention quand le bloc se casse, qu’il ne tombe pas sur la main de
l’utilisateur et cause des blessures.
Tête du cric
Dévissez le boulon pour abaisser la
tête du cric et pousser la tête vers
le bas
Vissez le boulon
Boulon
Remettez le mètre à zéro
Mètre
Manche
Bloc d’hydraform
Mettez le bloc dans le testeur et
faites monter le cric jusqu'à ce que
le bloc se casse et que la gauche
atteint son maximum
Evaluez la force
(Voir section 6)
Toujours être sur que le bloc soit de
niveau et qu’il touche la tête du cric
et le dessus du cadre également
Hydraform training manual copyright 2004 Page 35 Revision 1/2004
10. POINTS ET DEFINITIONS IMPORTANTS AVANT DE
COMMENCER LA CONSTRUCTION
10.1 Le bloc d’Hydraform
Un bloc de terre compressé et qui s’inter serre fabriqué avec une presse
Hydraform est appelé « un bloc »
Inter serré
Le serrage de la face mâle d’un bloc avec la face femelle d’un autre bloc ou le
serrage du lit d’un bloc avec le sommet du bloc dessous s’appelle inter serré.
Lit
La surface du dessous du bloc avec la trêve s’appelle le lit.
Sommet
La surface élevée du dessus du bloc s’appelle le sommet
Face mâle
Hydraform training manual copyright 2004 Page 36 Revision 1/2004
La face de côté du bloc avec une extension s’appelle la face mâle.
Face femelle
La face de côté du bloc avec une trêve s’appelle la face femelle.
Course des blocs
Une (horizontale) couche des blocs Hydraform s’appelle une course
Hauteur d’une course = 115 mm (avec de nouvelles moulures intérieures)
Hydraform training manual copyright 2004 Page 37 Revision 1/2004
10.2 Points généraux de construction
La maçonnerie devrait être commencée par les coins, donc les coins devraient
être commencés en premier, pour que les ¼ ou les blocs coupés puissent être
utilisés pour remplir la maçonnerie.
Pour commencer la première course, posez le mortier au coin et ajustez les
blocs de coin en position. Assurez- vous que la première course est parfaitement
verticale en vérifiant avec un niveau.
Tout coin doit être commencé avec un demi-bloc.
La face mâle doit pointer vers l’extérieur et les coins doivent être construits dans
un ordre cyclique comme dessous.
Aussi assurez-vous que la première course est parfaitement horizontale en
vérifiant avec un niveau en testant 3 joints simultanément.
Glisser les blocs un au-dessus de l’autre pour les s’inter serrés en place, ne
laissant aucun espace entre eux.
Hydraform training manual copyright 2004 Page 38 Revision 1/2004
Le posage des blocs doit aller dans un sens seulement pour que la face mâle et
femelle puissent s’inter serrer.
Les blocs doivent être légèrement martelés en place en utilisant un marteau en
caoutchouc pour arriver au ‘ inter serrage véritable’, ne laissant aucun espace
entre les blocs
Le but est de faire que le coin soit une partie intégrale de la structure.
Des piliers verticaux doivent être en place pour assurer des coins verticaux.
Vérifier l’aplomb à chaque course et aussi le niveau de chaque joint sur la
longueur entière du mur.
10.3 Coins
Pour un coin vous aurez besoin de:
Hydraform training manual copyright 2004 Page 39 Revision 1/2004
½ Bloc rasé.
Un bloc rasé.
Toujours commencer la première course avec un ½ bloc.
Souvenez-vous de raser le sommet et la face mâle du bloc de coin, comme
montré. Assurez-vous que le sommet rasé pointe au-dessus et la face mâle rasé
pointe en dehors.
10.4 Intersection en T
Pour une intersection en T, sur n’importe quelle course, vous aurez besoin:
Un ½ bloc rasé.
Un bloc rasé.
Toujours commencer votre première course avec un ½ bloc.
Assurez-vous que les faces rasées pointent vers le haut.
10.5 Intersection en croix
Hydraform training manual copyright 2004 Page 40 Revision 1/2004
Pour une intersection en croix vous allez uniquement utiliser des blocs complets
avec les sommets rasés, comme montré.
Vérifiez qu’il n’y ait pas de joints droits. Assurez-vous que l’intersection est une
partie intégrale de chaque mur.
10.6 Joints et Angles
Chaque courses doivent être connectées par un coin avec une brique ‘force ‘,
comme montré. Toujours commencer avec des blocs larges. Toujours clouer la
brique force au centre du bloc et pas près des cotés.
10.7 Préparation des blocs et la maçonnerie
Hydraform training manual copyright 2004 Page 41 Revision 1/2004
Nettoyer
Avant d’utiliser le dessus et le lit du bloc, il doit être nettoyé avec une brosse.
Couper et raser
Vous pouvez couper le bloc avec un coupeur de blocs ou un ciseau et marteau.
Utilisez une lame de scie à métaux usée ou un ciseau et marteau pour raser vos
blocs pour les coins, si vous n’avez pas un outil pour raser les blocs.
Nettoyer
Utilisez une lame de scie à métaux pour enlever les résidus de terre sur les
trêves, sommets ou sur les flancs pour qu’ils soient directement en contact pour
assurez un « vrai » et sain transfert de poids. .
Souvenez-vous
Les blocs doivent être libres de morceaux de terre collés à leurs surfaces
autrement les blocs ne saurons s’inter serré convenablement, donc ce ne sera
pas d’aplomb, difficile de mettre à niveau et une perte de temps.
11. PROCEDE DE CONSTRUCTION
Hydraform training manual copyright 2004 Page 42 Revision 1/2004
11.1 Fondation
Dessous est une recommandation. Alternativement demandez conseil d’un
entrepreneur local ou suivez les pratiques de construction communes.
Le mortier est utilisé dans la fondation
Direction des blocs
Ciment
Base en mortier
Note: S’il est nécessaire d’escaler la fondation, utilisez la
hauteur du bloc Hydraform pour l’escalier.
11.2 Le sol / surface du lit
Hydraform training manual copyright 2004 Page 43 Revision 1/2004
Sol en mortier
MORTIER
Fond remplis et
Fondation complète
compacter de terre
avec blocs
Hydraform training manual copyright 2004 Page 44 Revision 1/2004
11.3 Mettre niveau la première course de blocs
Profil (50 x 50 mm en boit ou métal)
Niveau
d’eau
Hydraform training manual copyright 2004 Page 45 Revision 1/2004
11.4 Commencer la première course
Préparez les coins d’abord –
Toujours commencez avec un
demi-bloc Ligne de
maçon
Ciment
Hydraform training manual copyright 2004 Page 46 Revision 1/2004
11.5 Au-dessus de la première course
Hydraform training manual copyright 2004 Page 47 Revision 1/2004
11.6 Au-dessus du linteau Liens pour
attacher le toit Ciment au-dessus
Ciment entre les
blocs au-dessus et en dessous du
du linteau linteau
Toit: Suivez les pratiques normales pour le dessin du toit et sa construction
Hydraform training manual copyright 2004 Page 48 Revision 1/2004
12. SERVICES ET FINITIONS
Pour installer des conduits électriques dans votre construction, ils peuvent être
exposés le long du mur ou les mettre dans des blocs à conduit. Des blocs à
conduits sont des blocs spéciaux avec une trêve semi-circulaire sur le dessus et
le dessous de la surface du bloc.
Vous pouvez néanmoins disquer la maçonnerie pour installer les conduits
électriques comme la maçonnerie conventionnelle, mais vous allez devoir plâtrer
les endroits coupés.
Autres services comme la plomberie et les égouts peuvent être exposés. Toute
plomberie doit être couverte d’une peinture qui repousse l’eau et doit avoir tous
les joints parfaitement scellés pour éviter des dégâts aux blocs causés par des
fuites d’eau venant de la plomberie.
Hydraform training manual copyright 2004 Page 49 Revision 1/2004
Plâtrez tous borts et coins à l’extérieur. Il est important de plâtrer le coin bien au-
delà du joint.
Les plaintes devraient être plus hautes que le premier joint du sol fini.
Les côtés supérieures des plaintes doivent pencher en dehors, en partant du
mur. Elles ne devraient pas être finies plates, et jamais penchées vers le mur.
12.1 Spécifications d’accord de finitions
Quand vous construisez en Afrique du sud avec l’approbation de
NHBRC, la construction et les finitions doivent être faites en accord
avec les spécifications d’accords. L’accord recommande de plâtrer et
peindre les deux murs interne et externe.
Il est possible de se procurer un certificat complet d’accord sur
www.agrement.co.za site Internet, et aller à « active certificates »
Hydraform training manual copyright 2004 Page 50 Revision 1/2004
13. PROBLEMES EN CONSTRUCTION
13.1 Si les blocs ne sont pas bien posés l’un sur l’autre, l’inter serrage
n’est pas parfait quand contrôlé avec un niveau et une bosse ce
produit dans le mur.
Les blocs n’ont pas été bien nettoyés.
Les blocs doivent être nettoyés avec une brosse pour blocs et les
particules étrangères grattées avec une lame de scie à métaux.
Les moulures internes doivent surement être changées ( la hauteur
des blocs ne doit jamais aller au-delà de 118mm regarder section 8,
point 7)
Aussi vérifiez les blocs pour des dimensions exacts.
13.2 En dépit de toutes les précautions, la maçonnerie n’est pas
d’aplomb.
S’il est possible, enlever les blocs et refaite la maçonnerie.
Autrement prenez une plaque de caoutchouc dure, bois ou métal.
Alignez le long du mur et avec un marteau, tapez sur la plaque pour
remettre les blocs d’aplomb.
Hydraform training manual copyright 2004 Page 51 Revision 1/2004
13.3 Si vous trouvez que certains des blocs ont bougé pendant le
chargement.
Probablement, les blocs n’ont pas été inter serrés convenablement
entre eux. Ca veut dire que les blocs ne sont pas d’aplomb nécessaire
pour le bon transfert de poids.
Refaite la maçonnerie et vérifiez que les blocs transfèrent la charge en
étant parfaitement de niveau et d’aplomb.
Les moulures internes devraient peut-être être remplacées, remplacez
les moulures quand la hauteur du bloc atteint 118mm, (regarder la
section 8, point 7).
13.4 Si vous voyez des fissures dans les blocs ou la brique force a été
martelée.
Probablement la brique force n’a pas été clouée au centre du bloc, elle
a été mise sur les côtés. Ci ça se produit le long de la longueur
verticale, des joints tel qu’un joint entre le 220mm mur et 115mm mur,
la maçonnerie doit être refaite.
Si ce n’est qu’un ou deux joints, les blocs doivent être réparés avec du
ciment.
Hydraform training manual copyright 2004 Page 52 Revision 1/2004
13.5 Si vous voyez que certains blocs dans la maçonnerie ont été
endommagés sur les surfaces même après avoir fini la maçonnerie
avec la meilleure précaution.
Les blocs ont peut-être été endommagés pendant le montage de
l’échafaudage ou, des échelles ont probablement été posés sur eux.
Enlevez l’endroit endommagé et réparez avec du ciment.
Pour empêcher que ça ne se répète, c’est une bonne idée de couvrir le
dessus de l’échelle ou échafaudage avec des tissus.
13.6 Si vous trouvez de l’eau qui s’infiltre spécialement près des plaintes.
Les plaintes ont été finies à un joint de la maçonnerie très près du
niveau du sol et l’eau arrive à s’infiltrer.
Augmentez ou diminuez la hauteur de la plainte pour qu’elle ne soit
pas au niveau du joint.
Autrement, penchez le dessus de la plainte en partant du joint et sceller
avec une silicone ou du ciment.
13.7 Si vous trouvez que l’eau s’infiltre entre les joints de la maçonnerie.
Les blocs ne sont peut-être pas inter serrés convenablement dans
l’enthousiasme de construire vite.
Refaire les joints qui fuit. Soyez sur de bien utiliser le marteau pour
mettre les blocs en place.
Scellez les joints avec du silicone ou du ciment.
Evitez que l’eau ne coule directement du toit sur le mur, faites bien
dépassez le toit ou placer une gouttière.
Hydraform training manual copyright 2004 Page 53 Revision 1/2004
13.8 Si vous voulez construire une autre pièce contre une existante.
Une expansion planifiée est plus facile parce que vous pouvez utiliser
des blocs pleins dans les coins contre des demi-blocs. Ces blocs
pleins peuvent alors devenir une partie de l’expansion.
Si votre expansion n’est pas planifiée, enlevez le plâtre du coin.
Remplacez chaque demi-blocs dans le coin par un plein avec le
sommet rasé. Vous avez maintenant un coin pour commencer
l’expansion.
13.9 Précautions
Comme montrer, quand deux blocs s’ inter serrent l’un sur l’autre, le
sommet central et les trêves de chaque bloc ne se touchent pas pendant
que les flancs des deux blocs touchent transférant la charge qui vient du
dessus vers le bas. Alors, il est important que les blocs soit posés
proprement pour que le transfert de charge puisse se produire sur les
deux flancs.
Précautions
La première course est comme une base ou fondation pour les
courses suivantes. La moindre erreur dans la première course se
montrera dans les autres courses. C’est alors très important que la
première course soit faite parfaitement au niveau désiré, même si ça
demande un peut plus de temps.
Hydraform training manual copyright 2004 Page 54 Revision 1/2004
14.La méthode pour produire 1500 blocs par jour
Une équipe de 8 personnes (en excluant le tamiseur et la personne qui mouille
les blocs ) peu produire 1500 blocs par jour, si la procédure suivante est
appliquée. Une équipe complète avec cureur et tamiseur inclut est de 9-11
personnes.
14.1 La terre doit être tamisée un minimum de 2 jours avant, (1m³ par
100blocs) ou 15 m³ de terre tamisée pour une journée de production de
1500 blocs/jour. 2 hommes peuvent tamiser 15 m³ de terre par jour.
14.2 L’eau doit être à disposition près de l’opération. Préférablement par tuyau
d’un bassin ou par les tuyaux municipaux.
14.3 Le ciment doit être placé à côté de l’opération. Les provisions journalières
doivent être placées avant que la production ne commence.
5% ciment = 23 sacs pour 1 500 blocs.
8% ciment = 36 sacs pour 1 500 blocs.
14.4 La main-d’œuvre utilisée ne devrait pas être de vieux hommes faibles ou
femmes et surtout pas de jeunes filles. Elle devrait être en bonne santé,
des hommes forts qui ont envie de travailler dur.
Mélanger par main:
Pour une machine, vous avez besoin de 8 hommes. Ceci exclut le port du
ciment à l’endroit de production, le curage des blocs, la personne qui met
en palettes et le tamisage. Toute activité autre que l’opération de la
machine doit être faite par d’autres personnes. L’équipe qui produit les
blocs est composée de 8 personnes dont les fonctions sont les suivantes:
- Opérateur de la machine.
- Le chargement de terre par seau.
- Porter les blocs, 2 personnes.
- Mélange du premier mixe.
- Mélange du premier mixe.
- Mélange du deuxième mixe.
- Mélange du deuxième mixe.
Le deuxième mixe est le plus cruciale, si le deuxième mixe n’est pas à
100% près, la machine doit être arrêtée et attendre que le mixe soit
complètement fini. Si la machine s’arrête la production tombe de 4 blocs
par minutes. Donc, si la machine s’arrête entre chaque mixe, juste pour 7
minutes, la production tombera de 30 blocs par mixe. Pour produire 1500
blocs par jour entre 15 et 20 mixes sont faits. La production tombera de
plus ou moins 600 blocs par jour s’il y avait des délais de 7 minutes entre
chaque mixe, s’il fallait attendre le deuxième.
Hydraform training manual copyright 2004 Page 55 Revision 1/2004
Le mixeur automatique :
Si un mixeur est utilisé, la main-d’œuvre doit être de 7 comme suivant :
- Opérateur de la machine.
- Chargeur de sol.
- 2 personnes pour porter les blocs
- Chargement de la terre dans le mixeur.
- Ciment et chargement d’eau.
- Chargement du mixe or du mixeur
14.5 Payer à la production est normalement la méthode la plus effective de
payer l’équipe de production. L’équipe est payée une somme fixe par
blocs de bonne qualité finie. Cela assure une production maximum et
aussi que l’équipe ait un but d’augmenter leur rémunération journalière.
Exemple : 8 hommes X par jour tarif journalier de main-d’œuvre/ 1500
blocs = à la valeur de main-d’œuvre pour un bloc.
14.6 Le curage est très important et devrait être fait par une personne
responsable qui est séparé de l’équipe de 8 personnes. Cette personne
devrait aussi être utilisée pour porter les sacs de ciment avant que la
production ne commence et aussi de préparer le sol pour les nouveaux
blocs.
14.7 Les outils devraient être de bonnes qualité et ne devraient pas être à
court, qui force les hommes à se les prêter.
14.8 Déjeuner- Avant que l’équipe ne parte au déjeuner, ils devraient préparer
le mixe pour après, les sacs de ciment devraient être placés au-dessus du
sable prêt à être ouvert et mélangé. Aucun mixe ne doit être laissé sans
l’utiliser avant le déjeuner. Le déjeuner doit être strictement visionné, en
vous souvenant que chaque minute vous perd 4 blocs, quand la machine
n’est pas en route. Après le déjeuner l’équipe entière doit aider à la
préparation du premier mélange.
14.9 Fin de journée- Avant le rangement, le sable doit être mesuré pour le jour
suivant, les deux premiers mélanges, (sans ajouter le ciment) La machine
doit être remplie de mazout et nettoyée. Le jour suivant, il ne doit y avoir
aucun délai, la machine doit être prête au fonctionnement dans les 10
minutes après le début du travail.
14.10 L’usine de blocs doit être bien étalée, avec assez de place pour bouger :
Les blocs devraient être placés nettement pour ne pas gaspiller de la place. 1500
blocs devraient prendre plus ou moins 1,8m x 12m.
Hydraform training manual copyright 2004 Page 56 Revision 1/2004
15. EMPLACEMENT DE L’USINE DE PRODUCTION
Usine de Midrand ‘ Afrique du sud’, pour une machine
Blocs mis en palettes
Blocs mis en palettes
B B B B
L L L L
O O O O
C C C C
S S S S
M M M M
I I I I
1 1 1 1 1 1 1 1
S S 5 5 5 5 5 5 5 5
S S
0 0 0 0 0 0 0 0
E E 0 0 0 0 0 0 0 0 E E
N N N N
B B B B B B B B
P P L L L L L L L L P P
A A O O O O O O O O A A
L L C C C C C C C C L L
E E S S S S S S S S E E
T T T T
T T T T
E E E E
S S S S
M7 ½ BLOCS
Silo de ciment
Zone couverte R D
pour le mélange E E
S A
de E U
6 X 2 METERS R
V
E
I
R
6 X 3 METRES
± 50M³
Hydraform training manual copyright 2004 Page 57 Revision 1/2004
16. LE SERVICE DU MOTEUR HYDRAFORM
16.1 Le remplacement de l’huile moteur
Voici où vous pouvez
vider l’huile moteur
Le bouchon d’huile
Hydraform training manual copyright 2004 Page 58 Revision 1/2004
Desserrer pour remplacer
l’huile
Verser l’huile en utilisant
un entonnoir propre
Vérifier le niveau d’huile
en utilisant le jaugeur
16.2 Pour remplacer le filtre à mazout
Hydraform training manual copyright 2004 Page 59 Revision 1/2004
Enlever le filtre du bas du
réservoir à mazout
Drainer le reservoir à
mazout et puis enlever le
filtre du bas du réservoir
Clapet de purge du
mazout
Purger le système en
utilisant une clé de 17’
Hydraform training manual copyright 2004 Page 60 Revision 1/2004
16.3 Remplacement du filtre à huile
Refaire le plein d’huile ici
Le filtre à huile
Utiliser la ceinture pour
desserrer le filtre.
Resserer le nouveau filtre
avec la main seulement
16.4 Le service du filtre à air: Bain d’huile
Hydraform training manual copyright 2004 Page 61 Revision 1/2004
Note: L’huile doit être changée
Hebdomadairement et le filtre doit être
Lavé avec du kérosène chaque semaine
Ou plus souvent en dépendant de la
Poussièrre.
Ceci est un filtre à air
avec bain d’huile. Il n’a
pas un élément filtre sec.
Il utilise l’huile pour filtrer
l’air.
Enlever le bas du filtre et
vérifier le niveau d’huile
Nettoyer le filtre avec du kérosène
Remettre de l’huile sur la
marque maximale
16.5 Le démarrage du moteur
Hydraform training manual copyright 2004 Page 62 Revision 1/2004
Tirer le sur le bouton de
démarrage pour
augmenter l’arrivée de
mazout.
Enroulez la corde du côté
détraqué du moteur dans
la direction des aiguilles
d’une montre
Tourner le moteur dans le
sans contraire des
aiguilles d’une montre
jusqu’à ce que cela
devienne difficile
Hydraform training manual copyright 2004 Page 63 Revision 1/2004
Les deux points doivent
être alignés
Tirer fermement sur la
corde avec les deux
mains.
Après que le moteur soit
chaud tourner
l’accélérateur au
maximum
Pousser pour éteindre le
moteur
Hydraform training manual copyright 2004 Page 64 Revision 1/2004
Hydraform training manual copyright 2004 Page 65 Revision 1/2004
Hydraform training manual copyright 2004 Page 66 Revision 1/2004
Hydraform training manual copyright 2004 Page 67 Revision 1/2004
Hydraform training manual copyright 2004 Page 68 Revision 1/2004
Vous aimerez peut-être aussi
- Hydra FormDocument7 pagesHydra Formmoussi25Pas encore d'évaluation
- Création D'une Entreprise de Nettoyage Et de Ménage À DomicileDocument21 pagesCréation D'une Entreprise de Nettoyage Et de Ménage À Domicilemouradtarik05Pas encore d'évaluation
- Construction D'un Immeuble D'habitations R+3 A Ouest FoireDocument17 pagesConstruction D'un Immeuble D'habitations R+3 A Ouest FoireDOUMA100% (1)
- Bâtiment Zéro Énergie: L'énergie totale consommée par les services publics est égale à l'énergie renouvelable totale produiteD'EverandBâtiment Zéro Énergie: L'énergie totale consommée par les services publics est égale à l'énergie renouvelable totale produitePas encore d'évaluation
- Hydraform Brochure FrenchDocument2 pagesHydraform Brochure Frenchda'dogg50% (2)
- Préfa Chap1Document25 pagesPréfa Chap1hamzaoui612Pas encore d'évaluation
- 700.15 FICHE TECHNIQUE Distributeur de Savon LiquideDocument2 pages700.15 FICHE TECHNIQUE Distributeur de Savon LiquideNiss OchPas encore d'évaluation
- Offre FinancièreDocument12 pagesOffre FinancièreAude Steaven Mackaya Bolo100% (3)
- EC-Société de Gestion Et de Location ImmobilièreDocument3 pagesEC-Société de Gestion Et de Location ImmobilièreJoom LAPas encore d'évaluation
- Densité GravierDocument2 pagesDensité Gravierb_heurfinPas encore d'évaluation
- Bifold Binastore 10x21cmDocument2 pagesBifold Binastore 10x21cmdroPas encore d'évaluation
- Fiche BriqueterieDocument8 pagesFiche BriqueterieTanou Balla SakouvoguiPas encore d'évaluation
- Pavage Haute Intensite Main Doeuvre Himo FRDocument8 pagesPavage Haute Intensite Main Doeuvre Himo FRVD EtsPas encore d'évaluation
- Matrice Du Cadre LogiqueDocument3 pagesMatrice Du Cadre Logiquekaoula ghannay100% (1)
- Projet Economie PDFDocument10 pagesProjet Economie PDFAno Nymous ProPas encore d'évaluation
- Projet Creation ParpaingsDocument18 pagesProjet Creation ParpaingsNjakarivo RasolofonjatovoPas encore d'évaluation
- FICHE DE PROJET - ForotegpdfDocument12 pagesFICHE DE PROJET - ForotegpdfDjouamassa KaramokoPas encore d'évaluation
- Logement PNC - Congo-2Document17 pagesLogement PNC - Congo-2Andree SchimeiPas encore d'évaluation
- Pavés: 1. DéfinitionDocument2 pagesPavés: 1. DéfinitionGael Noé Tjomb100% (2)
- Dossier de Soumission - Founisseurs BTP - PLAN - 220725 - 095559Document20 pagesDossier de Soumission - Founisseurs BTP - PLAN - 220725 - 095559Y1jPas encore d'évaluation
- Devoir de Projet de CreationDocument9 pagesDevoir de Projet de CreationMBAGNICK DIOUFPas encore d'évaluation
- Betonsteinbelaege 2016 FDocument52 pagesBetonsteinbelaege 2016 FMamy RakotomalalaPas encore d'évaluation
- Chap 3 Les Ouvrages Accostages Et Amarrages - QuaiDocument23 pagesChap 3 Les Ouvrages Accostages Et Amarrages - QuaiRAHMA ABDELLI100% (1)
- Cours de Métré Et Étude de PrixDocument18 pagesCours de Métré Et Étude de PrixNicholas BrouPas encore d'évaluation
- M0015mba GP15Document92 pagesM0015mba GP15Nabaga BAMBA100% (3)
- Calcul de Prix de Revient Bloc en BetonDocument9 pagesCalcul de Prix de Revient Bloc en BetonYahya TaharPas encore d'évaluation
- Business Plan: Livreur A DomicileDocument8 pagesBusiness Plan: Livreur A DomicileTaha LouarzaziPas encore d'évaluation
- Maroc-Projet de Cimenterie de Tekcim-Resume EIES-10 2017Document40 pagesMaroc-Projet de Cimenterie de Tekcim-Resume EIES-10 2017EMOPas encore d'évaluation
- Fabrication D'hourdis Et de Parpaings - FicheDocument5 pagesFabrication D'hourdis Et de Parpaings - FicheLovasoa Mbolamanana Joseph AndrianirianaPas encore d'évaluation
- Fabrication de Brique en Terre Cuite PDFDocument2 pagesFabrication de Brique en Terre Cuite PDFJames50% (6)
- Bordereau Des Prix UnitairesDocument46 pagesBordereau Des Prix UnitairesmarthialprofPas encore d'évaluation
- Modèle de Fiche D'identification-1Document1 pageModèle de Fiche D'identification-1Amada HolmesPas encore d'évaluation
- Projet Entretien RoutierDocument58 pagesProjet Entretien RoutierEric SanaPas encore d'évaluation
- KribiDocument16 pagesKribiBen Ali Kaya100% (1)
- Fiche BTCDocument2 pagesFiche BTCDianik EkraPas encore d'évaluation
- ainaAndriamanantsoaS GES M1 14 PDFDocument92 pagesainaAndriamanantsoaS GES M1 14 PDFBabyy UuPas encore d'évaluation
- Fiche Briqueterie PDFDocument8 pagesFiche Briqueterie PDFraouf50% (2)
- Matériaux de ConstructionDocument218 pagesMatériaux de ConstructionMajda AmzirPas encore d'évaluation
- BoQ Projet BTS Camusat SenegalDocument2 pagesBoQ Projet BTS Camusat Senegalelifalconstruction0% (1)
- Business Plan ConciergerieDocument8 pagesBusiness Plan ConciergerieDOPE CmrPas encore d'évaluation
- Empreinte: BTC Blocs de Terre CompriméeDocument1 pageEmpreinte: BTC Blocs de Terre Compriméeoliravaka100% (1)
- Briques Hourdis Tuyaux Tuiles PDFDocument21 pagesBriques Hourdis Tuyaux Tuiles PDFKhadir YassinePas encore d'évaluation
- Pochette Concours DirectDocument3 pagesPochette Concours DirectOusman LamPas encore d'évaluation
- Projet Fabrication Du Brique EcologiqueDocument29 pagesProjet Fabrication Du Brique Ecologiquemarieme100% (4)
- Fabrication Et Transport - BetonDocument7 pagesFabrication Et Transport - BetonAbderrazzaq AbderrazzaqPas encore d'évaluation
- GLACIER ALI 2021 Version FinaleDocument15 pagesGLACIER ALI 2021 Version FinaleFarah MerrasPas encore d'évaluation
- Construction D'un Hôpital-Fi6268048Document20 pagesConstruction D'un Hôpital-Fi6268048Atiampo Guy RogerPas encore d'évaluation
- Etude FaisabiliteDocument16 pagesEtude FaisabiliteFedy Timoumi100% (2)
- Exemple Devis Construction Maison PDFDocument2 pagesExemple Devis Construction Maison PDFAudrey0% (1)
- TEMPS UNITAIRES ET CADENCES POUR UN OUVRAGE D'ART - PolyvertDocument9 pagesTEMPS UNITAIRES ET CADENCES POUR UN OUVRAGE D'ART - PolyvertGweltaz Piegu100% (1)
- Business ModelDocument12 pagesBusiness Modelyoussef naboltanePas encore d'évaluation
- Travaux de Construction D'Une Ecole Primaire: Realise ParDocument29 pagesTravaux de Construction D'Une Ecole Primaire: Realise ParchabanePas encore d'évaluation
- Conception D'une Brique CompriméeDocument84 pagesConception D'une Brique CompriméeAbdessamad BerghaziPas encore d'évaluation
- Projet Électrification RuraleDocument5 pagesProjet Électrification Ruraleseverin lecaPas encore d'évaluation
- Rapport Projet Sig Travaux de Groupe Master 1 Promotion 2018 2ieDocument21 pagesRapport Projet Sig Travaux de Groupe Master 1 Promotion 2018 2ieMichée KouakouPas encore d'évaluation
- Note de Calcul Immeuble ResidentienlDocument37 pagesNote de Calcul Immeuble ResidentienlGuillaume Hervé POH'SIÉPas encore d'évaluation
- Demolition de Structures de Grande Hauteur PDFDocument44 pagesDemolition de Structures de Grande Hauteur PDFlobaPas encore d'évaluation
- DAO cct5Document53 pagesDAO cct5contact.mohamed.miladiPas encore d'évaluation
- Version PréliminaireDocument64 pagesVersion PréliminairealbanPas encore d'évaluation
- Projet - Inzan - Divo - 30-04-2021Document1 pageProjet - Inzan - Divo - 30-04-2021Ohel servicetechPas encore d'évaluation
- Vue en Plan RDCDocument1 pageVue en Plan RDCOhel servicetech100% (1)
- DEVIS LOT 02 BON 30-04-21 - M. ZOU MoumounouDocument14 pagesDEVIS LOT 02 BON 30-04-21 - M. ZOU MoumounouOhel servicetechPas encore d'évaluation
- Devis Lot 31 - Bon 30-04-21 - M. Lacina KonateDocument14 pagesDevis Lot 31 - Bon 30-04-21 - M. Lacina KonateOhel servicetechPas encore d'évaluation
- Facture Modifiee Mme Paul EdwigeDocument7 pagesFacture Modifiee Mme Paul EdwigeOhel servicetech100% (1)
- Vue en Plan RDCDocument1 pageVue en Plan RDCOhel servicetechPas encore d'évaluation
- DQ CHAPELLE-convertiDocument5 pagesDQ CHAPELLE-convertiOhel servicetechPas encore d'évaluation
- Devis Paves - M Kouassi EdmondDocument4 pagesDevis Paves - M Kouassi EdmondOhel servicetech100% (1)
- Formulaire InscriptionDocument1 pageFormulaire InscriptionOhel servicetechPas encore d'évaluation
- Cotation Construction FaraDocument49 pagesCotation Construction FaraOhel servicetechPas encore d'évaluation
- Plan de Fosse Septique Et PP 3 PDocument1 pagePlan de Fosse Septique Et PP 3 POhel servicetechPas encore d'évaluation
- Plan Chambre Froide Guirao PDFDocument1 pagePlan Chambre Froide Guirao PDFOhel servicetechPas encore d'évaluation
- Dqe 14 Studio en BandeDocument16 pagesDqe 14 Studio en BandeOhel servicetech0% (1)
- Plan 4pieces PDFDocument1 pagePlan 4pieces PDFOhel servicetechPas encore d'évaluation
- Plan de Toiture ChapelleDocument1 pagePlan de Toiture ChapelleOhel servicetechPas encore d'évaluation
- M. Oka Olivier 4 Pieces 1 PDFDocument1 pageM. Oka Olivier 4 Pieces 1 PDFOhel servicetechPas encore d'évaluation
- Vue en Plan Studio PDFDocument1 pageVue en Plan Studio PDFOhel servicetechPas encore d'évaluation
- Compte-Rendu Diagnostic Et ExpertiseDocument23 pagesCompte-Rendu Diagnostic Et ExpertiseM'hamdi EzdiharPas encore d'évaluation
- Du de La Des de de L ExercisesDocument2 pagesDu de La Des de de L Exercisesapi-262811896Pas encore d'évaluation
- Grille Bfem TroisiemeDocument5 pagesGrille Bfem Troisiemepapeefi93Pas encore d'évaluation
- Art-Pie 1er Régiment d'Artillerie-à-Pied (Dunkerque, Calais, Boulogne)Document22 pagesArt-Pie 1er Régiment d'Artillerie-à-Pied (Dunkerque, Calais, Boulogne)DUCHAUSSOYPas encore d'évaluation
- Passerelle Primaire Admis 2023-2024Document6 pagesPasserelle Primaire Admis 2023-2024Chaymah ChoubouPas encore d'évaluation
- BUDAI Erika - Les SirenesDocument9 pagesBUDAI Erika - Les SirenesHélène RichardeauPas encore d'évaluation
- DS1 4si2 2015-2016Document2 pagesDS1 4si2 2015-2016PROF PROFPas encore d'évaluation
- Calendrier Previsionnel These 1.2Document5 pagesCalendrier Previsionnel These 1.2Wassim CharmantPas encore d'évaluation
- 37 Denombrements CorrigeDocument10 pages37 Denombrements CorrigeYassine BenabdellahPas encore d'évaluation
- Dwnload Full Analog Circuit Design Discrete and Integrated 1st Edition Franco Solutions Manual PDFDocument36 pagesDwnload Full Analog Circuit Design Discrete and Integrated 1st Edition Franco Solutions Manual PDFlincolnrod80100% (16)
- L'impact Du Choix Des FournisseursDocument9 pagesL'impact Du Choix Des FournisseursMamadou SYPas encore d'évaluation
- Le TANTRA Et Le Massage Tantrique.Document15 pagesLe TANTRA Et Le Massage Tantrique.Alexandra GalvezPas encore d'évaluation
- Ces Aliments Que L'on Peut Consommer Après La Date de Péremption - Santé MagazineDocument3 pagesCes Aliments Que L'on Peut Consommer Après La Date de Péremption - Santé MagazinekiamgoPas encore d'évaluation
- Le Risque D'inondationDocument13 pagesLe Risque D'inondationcasaouis02Pas encore d'évaluation
- Architecture J2 EEDocument27 pagesArchitecture J2 EEFaiçal YahiaPas encore d'évaluation
- COUR DE COMPTES TOGO AUDIT Thème 1Document42 pagesCOUR DE COMPTES TOGO AUDIT Thème 1Pascal SindiePas encore d'évaluation
- Dossier Technique RéviséDocument10 pagesDossier Technique RéviséJalal Ke100% (2)
- Les Lettres AdministrativesDocument7 pagesLes Lettres AdministrativesAyman LamzouriPas encore d'évaluation
- Le Management de La Force de Vente Support 2Document73 pagesLe Management de La Force de Vente Support 2Soufiane Cherif100% (1)
- 11 Technique D'expression3Document17 pages11 Technique D'expression3Imene BrbPas encore d'évaluation
- 20 Pages Part 3 - Trajectoire Decarbonation Du MarocDocument20 pages20 Pages Part 3 - Trajectoire Decarbonation Du MarocIsmail LamriniPas encore d'évaluation
- 10 29000-Rumelide 817008-1366091Document19 pages10 29000-Rumelide 817008-1366091gnouna12Pas encore d'évaluation
- 08 Cours Travail Force Energie Mecanique MelissoDocument5 pages08 Cours Travail Force Energie Mecanique MelissoAZIAKOUPas encore d'évaluation
- Adobe Illustrator CC Le Support de Cours OfficielDocument479 pagesAdobe Illustrator CC Le Support de Cours OfficielAly Bernard Ndiaye86% (7)
- Integrer Un PDF Dans Un Site PDFDocument3 pagesIntegrer Un PDF Dans Un Site PDFlydiaberthomieuPas encore d'évaluation
- Ue201718 213 S3 PDFDocument120 pagesUe201718 213 S3 PDFIman FalahPas encore d'évaluation
- Examen Eoae 2 Bac Eco 2012 Session Rattrapage CorrigeDocument4 pagesExamen Eoae 2 Bac Eco 2012 Session Rattrapage CorrigeAhmed Hassan SkifaPas encore d'évaluation
- 2008 Position de L'exiléDocument25 pages2008 Position de L'exilé1234Pas encore d'évaluation
- Cordiérite-Mullite 1 PDFDocument10 pagesCordiérite-Mullite 1 PDFkhalidPas encore d'évaluation
- PNL - SubmodalitesDocument7 pagesPNL - SubmodalitessoriboPas encore d'évaluation