Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- M3 - Analyse de Fabrication Et Gammes D'usinageDocument138 pagesM3 - Analyse de Fabrication Et Gammes D'usinageTaha ZianePas encore d'évaluation
- Cours AGDocument877 pagesCours AGAbdou FadhulPas encore d'évaluation
- TD N°6 - Fao - L3GM - CF-S3Document4 pagesTD N°6 - Fao - L3GM - CF-S3Belloumi ManelPas encore d'évaluation
- Cours 1&2 Reseaux MobilesDocument97 pagesCours 1&2 Reseaux MobilesRwayda Nadim100% (1)
- ! Exercices - Logique-CombinatoireDocument10 pages! Exercices - Logique-CombinatoireTimo Shmitt100% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Prepartion À La Fabrication FinaleDocument31 pagesPrepartion À La Fabrication FinaleAhlem DhahriPas encore d'évaluation
- La CristallographieDocument22 pagesLa Cristallographiemilk198582% (11)
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- Correction Rattrapage A42 FI06 FP05 170404Document6 pagesCorrection Rattrapage A42 FI06 FP05 170404la pricessePas encore d'évaluation
- Limiteurs EmbrayagesDocument8 pagesLimiteurs EmbrayageskldmntPas encore d'évaluation
- Cours Sur Les AlgorigrammesDocument8 pagesCours Sur Les Algorigrammeskldmnt100% (1)
- CFAO Code GDocument85 pagesCFAO Code GjoePas encore d'évaluation
- Climatisation PassiveDocument30 pagesClimatisation PassiveAhmad ElhamriPas encore d'évaluation
- Moulage ProfDocument5 pagesMoulage Profkldmnt50% (2)
- Mutagénèse 2020Document24 pagesMutagénèse 2020assiPas encore d'évaluation
- 3-Durée de Vie Des Outils de CoupeDocument5 pages3-Durée de Vie Des Outils de Coupekldmnt100% (2)
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
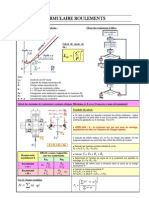
- Roulements Lma PDFDocument49 pagesRoulements Lma PDFMouss TachegachtPas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- A. Partie A: Etude de Fabrication Du Support (8pts: 5+3)Document11 pagesA. Partie A: Etude de Fabrication Du Support (8pts: 5+3)kallel hanenPas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- Gamme D'usinageDocument3 pagesGamme D'usinagefou adPas encore d'évaluation
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMDocument48 pagesM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMAdil Lamdaini100% (1)
- Corrige Des Exercices de CotationDocument12 pagesCorrige Des Exercices de CotationAbderrahmane AzPas encore d'évaluation
- Avant Projet 'Etude FabricationDocument5 pagesAvant Projet 'Etude FabricationNajlae LahlaliPas encore d'évaluation
- C09b Dimensionnement GuidagesDocument7 pagesC09b Dimensionnement GuidagesMélali MéloPas encore d'évaluation
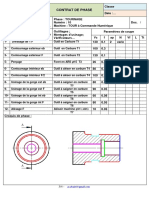
- Contrat de Phase Bielle Phase 10Document1 pageContrat de Phase Bielle Phase 10El Habib CherqaouiPas encore d'évaluation
- 1 Fourreau 2DDocument1 page1 Fourreau 2DYasine M'ghariPas encore d'évaluation
- Chap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFDocument26 pagesChap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFjarray abdesslemPas encore d'évaluation
- FaoDocument25 pagesFaoReda MoukhfiPas encore d'évaluation
- Analyse Fonctionnelle ExterneDocument36 pagesAnalyse Fonctionnelle ExterneKESSAISSIA SARAPas encore d'évaluation
- TC600 - F SPINNERDocument12 pagesTC600 - F SPINNERKali AbdennourPas encore d'évaluation
- TD FaoDocument3 pagesTD FaoAmer ChaffaiPas encore d'évaluation
- Les - Conditions - de - Coupes Par PDFDocument13 pagesLes - Conditions - de - Coupes Par PDFsarre mamoudouPas encore d'évaluation
- Unite Automatique de PercageDocument4 pagesUnite Automatique de Percagesono awtar AHSLPas encore d'évaluation
- CN Fao IiDocument112 pagesCN Fao IiPouhe CyrillePas encore d'évaluation
- Chapitre 1Document9 pagesChapitre 1Abdelhani MoussaouiPas encore d'évaluation
- TP UsigeDocument7 pagesTP UsigenarimPas encore d'évaluation
- RoulementsDocument1 pageRoulementsissatkaPas encore d'évaluation
- 03 Résumé FreinsDocument1 page03 Résumé Freinsdayzen jiffPas encore d'évaluation
- Camion Jumbo CinDocument3 pagesCamion Jumbo CinThibaut VagnerPas encore d'évaluation
- 7 Progression Logarithmique PDFDocument46 pages7 Progression Logarithmique PDFRājo MahefaPas encore d'évaluation
- Autocad MechanicalDocument2 pagesAutocad MechanicalSofianePas encore d'évaluation
- Cours IsostatismeDocument9 pagesCours Isostatismeأحمد الموريتاني100% (1)
- Document 2Document45 pagesDocument 2Farouk DrissiPas encore d'évaluation
- ProjerDocument15 pagesProjerMAKHELOUF HadjerPas encore d'évaluation
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifPas encore d'évaluation
- Dessin de DefinitionDocument1 pageDessin de DefinitionYohann NgankongPas encore d'évaluation
- 3202540912-U41 PDFDocument13 pages3202540912-U41 PDFChokri AtefPas encore d'évaluation
- 01 TP FnaleDocument5 pages01 TP FnaleSofianePas encore d'évaluation
- Les Origines PDFDocument7 pagesLes Origines PDFmamadouPas encore d'évaluation
- Examen1 Fabrication MécaniqueDocument2 pagesExamen1 Fabrication MécaniqueMohamed GuelaiPas encore d'évaluation
- 03 Notion de Moment TDDocument3 pages03 Notion de Moment TDN'ganmaPas encore d'évaluation
- Cours Guidage TranslationDocument11 pagesCours Guidage Translationsaded05Pas encore d'évaluation
- Application IIDocument7 pagesApplication IIHfgjjPas encore d'évaluation
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument19 pagesChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4Pas encore d'évaluation
- Rattrapage Corrigé 2012 PDFDocument7 pagesRattrapage Corrigé 2012 PDFGuiliassPas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasPas encore d'évaluation
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriPas encore d'évaluation
- GO-TSMFM Version 19-04-2004Document25 pagesGO-TSMFM Version 19-04-2004Bouallegue MounirPas encore d'évaluation
- Corrigé S.ing 2008Document6 pagesCorrigé S.ing 2008Younes KaderPas encore d'évaluation
- 2-TD-Butée de Commande-Brut Capable PDFDocument2 pages2-TD-Butée de Commande-Brut Capable PDFtagne simo rodriguePas encore d'évaluation
- Sujet Haas PDFDocument5 pagesSujet Haas PDFNaoufel FaresPas encore d'évaluation
- Contrat de Phase 10 RainureDocument1 pageContrat de Phase 10 Rainureapi-489017636Pas encore d'évaluation
- DC-L3CFM Novembre 2020 FAO DR - CorrectionDocument4 pagesDC-L3CFM Novembre 2020 FAO DR - Correctionhannachi medaminePas encore d'évaluation
- BEC4841-défauts Dentures PDFDocument136 pagesBEC4841-défauts Dentures PDFytupidPas encore d'évaluation
- M5 - TD Dynamique de RotationDocument4 pagesM5 - TD Dynamique de RotationkldmntPas encore d'évaluation
- TP 4 FrettageDocument9 pagesTP 4 FrettagekldmntPas encore d'évaluation
- 12 VerinsDocument10 pages12 VerinsSeVILLA8DzPas encore d'évaluation
- Exercice MCE5 CorrectionDocument4 pagesExercice MCE5 CorrectionkldmntPas encore d'évaluation
- Effort de CoupeDocument17 pagesEffort de CoupekldmntPas encore d'évaluation
- Analyfonct LampebureauDocument16 pagesAnalyfonct LampebureaukldmntPas encore d'évaluation
- Chaine D ActionDocument47 pagesChaine D ActionkldmntPas encore d'évaluation
- Exercice MCE5 CorrectionDocument4 pagesExercice MCE5 CorrectionkldmntPas encore d'évaluation
- Entité D'usinageDocument10 pagesEntité D'usinagekldmntPas encore d'évaluation
- Guide Utilisateur AutomgenDocument15 pagesGuide Utilisateur AutomgenkldmntPas encore d'évaluation
- Cinematique Graphique PDFDocument5 pagesCinematique Graphique PDFTriki BilelPas encore d'évaluation
- Sujet Technologie AutomobileDocument33 pagesSujet Technologie AutomobilekldmntPas encore d'évaluation
- Guide Utilisateur AutomgenDocument15 pagesGuide Utilisateur AutomgenkldmntPas encore d'évaluation
- Application 01 - Etude Des SystemesDocument4 pagesApplication 01 - Etude Des SystemeskldmntPas encore d'évaluation
- Bro ChesDocument73 pagesBro CheskldmntPas encore d'évaluation
- Maths FiDocument8 pagesMaths Ficamara eloi tambaPas encore d'évaluation
- PalmerDocument6 pagesPalmerHamza BouabdallahPas encore d'évaluation
- FIltrage Numerique RII Et RIFDocument27 pagesFIltrage Numerique RII Et RIFG POWERPas encore d'évaluation
- Le MEDAFDocument6 pagesLe MEDAFmsidoPas encore d'évaluation
- 1 Iwcf Introduction Iap2023Document24 pages1 Iwcf Introduction Iap2023Tou NechPas encore d'évaluation
- Jacob Delafon JULYDocument1 pageJacob Delafon JULYRadoineMarzaukPas encore d'évaluation
- Les Essais Du Puits Et Les Interprétations DesDocument137 pagesLes Essais Du Puits Et Les Interprétations DesLahcen SaidiPas encore d'évaluation
- Chapitre 01 Demarche Scientifique Pour Aborder Les Problematiques Resume PPTDocument22 pagesChapitre 01 Demarche Scientifique Pour Aborder Les Problematiques Resume PPTAbdelghani TakaoutPas encore d'évaluation
- Les Relativites Espace-Temps-Gravitation !!!Document22 pagesLes Relativites Espace-Temps-Gravitation !!!Samiro TatbetPas encore d'évaluation
- Rapport2 G1A T2Document9 pagesRapport2 G1A T2AHMED LEBBARPas encore d'évaluation
- TP N°1Document6 pagesTP N°1home bonePas encore d'évaluation
- Cours Éléctronique AnalogiqueDocument134 pagesCours Éléctronique AnalogiqueDhahri Yadhahri100% (1)
- Communications Num Eriques Travaux Pratiques (15 H) Mod Elisation Et Etude D'une Cha Ine de Communication Num EriqueDocument11 pagesCommunications Num Eriques Travaux Pratiques (15 H) Mod Elisation Et Etude D'une Cha Ine de Communication Num EriqueYasser éducation scientifiquePas encore d'évaluation
- Travail Et Energie Cinetique Cours 2Document9 pagesTravail Et Energie Cinetique Cours 2Smove Oner100% (1)
- Ladjouzi SamiaDocument108 pagesLadjouzi SamiaBoucif Nihal AminaPas encore d'évaluation
- Chapitre 1 Ensembles Et ApplicationsDocument13 pagesChapitre 1 Ensembles Et ApplicationsColmain NassiriPas encore d'évaluation
- Fiche Suivi Scratch v03Document1 pageFiche Suivi Scratch v03Malainine FarhanePas encore d'évaluation
- DemoDocument13 pagesDemoAba dialloPas encore d'évaluation
- MMA 2010 Solution VL F PDFDocument26 pagesMMA 2010 Solution VL F PDFOualid50% (2)
- Bac 2006 Juin S Polynesie Mathematiques CorrigeDocument5 pagesBac 2006 Juin S Polynesie Mathematiques CorrigeOsmän Abdøu IbrPas encore d'évaluation
- Cours 5 - 2 - P PHPDocument21 pagesCours 5 - 2 - P PHPAYOUB OURYAPas encore d'évaluation
- Devoir 2Document3 pagesDevoir 2Yaye garmy WadePas encore d'évaluation
- Exercices Corrigés - Les AnnuitésDocument4 pagesExercices Corrigés - Les Annuitésloubna.hoummani100% (1)