Vous aimerez peut-être aussi
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2Pas encore d'évaluation
- Cours FraisageDocument11 pagesCours FraisageCrazy ytPas encore d'évaluation
- 1 AvpefDocument6 pages1 AvpefRashid ElaychiiPas encore d'évaluation
- 16 EX9 PerceuseDocument1 page16 EX9 PerceuseChokri Atef100% (1)
- Principaux Techniques D'usinageDocument208 pagesPrincipaux Techniques D'usinageNajwa AabirouchePas encore d'évaluation
- Cours Lean Six Sigma, EQOTA Consulting PDFDocument38 pagesCours Lean Six Sigma, EQOTA Consulting PDFMehdi SaouriPas encore d'évaluation
- Chapitre 3 - Procédés Sans Enlèvement de MatièreDocument17 pagesChapitre 3 - Procédés Sans Enlèvement de MatièreEpimaque Nkurunziza100% (1)
- La Coupe Des Materiaux Designation Plaquettes - EleveDocument8 pagesLa Coupe Des Materiaux Designation Plaquettes - EleveZakaria Bettioui100% (1)
- Cours 3 VSMDocument37 pagesCours 3 VSMNouha MnassriPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Cimco CNC Calc ProgDocument52 pagesCimco CNC Calc ProgRyemPas encore d'évaluation
- Cours IsostatismeDocument9 pagesCours Isostatismeأحمد الموريتاني100% (1)
- 01-Introduction Element de MachineDocument50 pages01-Introduction Element de MachineLydia HAMCHAOUIPas encore d'évaluation
- Ii - Dessin de Définition D'un Produit FiniDocument7 pagesIi - Dessin de Définition D'un Produit Finikokou100% (1)
- Travail Demandé Sur La Mise en Position IsostatiqueDocument8 pagesTravail Demandé Sur La Mise en Position IsostatiqueAbdoulaye DIALLOPas encore d'évaluation
- Cours 1 CFAO.Document13 pagesCours 1 CFAO.Bibo LovitchePas encore d'évaluation
- Chap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFDocument26 pagesChap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFjarray abdesslemPas encore d'évaluation
- BrochageDocument15 pagesBrochageTBG GadjiPas encore d'évaluation
- Analyse Modale Dans CATIADocument22 pagesAnalyse Modale Dans CATIAdidierzefPas encore d'évaluation
- Les Effort Et Puissance de CoupeDocument21 pagesLes Effort Et Puissance de CoupeFATMAPas encore d'évaluation
- Contrat de Phase FraisageDocument2 pagesContrat de Phase FraisageIsmail OularbiPas encore d'évaluation
- RDM Equation de La DéforméeDocument4 pagesRDM Equation de La DéforméeFilaliAbderrahim100% (1)
- Rattrapage Corrigé 2012 PDFDocument7 pagesRattrapage Corrigé 2012 PDFGuiliassPas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
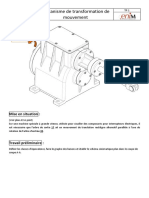
- Sujet - Mécanisme de Transformation de MouvementDocument2 pagesSujet - Mécanisme de Transformation de Mouvementhaziq ridzuanPas encore d'évaluation
- Le TournageDocument9 pagesLe TournageELMustaphaELMoukhtari100% (1)
- Théorie de MécanismeDocument10 pagesThéorie de Mécanismemejri merinPas encore d'évaluation
- Cours Production Chap 3 Programmation 2020Document20 pagesCours Production Chap 3 Programmation 2020hamza fargaliPas encore d'évaluation
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Document9 pagesGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtariPas encore d'évaluation
- Cours Techniques D'usinage AvancéesDocument79 pagesCours Techniques D'usinage AvancéesFadwa ZRPas encore d'évaluation
- Cours - TF-PerçageDocument8 pagesCours - TF-PerçageOussama CherifiPas encore d'évaluation
- TP CN FraisageDocument4 pagesTP CN FraisageWael Ben RomdhanePas encore d'évaluation
- Cours Tournage PDFDocument10 pagesCours Tournage PDFOumeima ChaoualiPas encore d'évaluation
- TP Hydrolique 1 Version Prof 2Document13 pagesTP Hydrolique 1 Version Prof 2fatimazahraajabroukPas encore d'évaluation
- TD Matériaux Métalliques MasterGMGP 2019Document8 pagesTD Matériaux Métalliques MasterGMGP 2019Mouad HaritPas encore d'évaluation
- ExamDocument3 pagesExamNaoufel FaresPas encore d'évaluation
- Memo Matlab AutomDocument2 pagesMemo Matlab AutomBelhamidi Mohammed HoussamePas encore d'évaluation
- Programmation Matlab RechercheDocument26 pagesProgrammation Matlab RechercheYassine SAHIDPas encore d'évaluation
- WINCAM 3 CFAO - درس محاكاة الصنع للسنة الثالثة ثانوي هندسة ميكانيكية بواسطة برنامج PDFDocument14 pagesWINCAM 3 CFAO - درس محاكاة الصنع للسنة الثالثة ثانوي هندسة ميكانيكية بواسطة برنامج PDFAlix BoubanPas encore d'évaluation
- Glossaire Des Commandes MatlabDocument5 pagesGlossaire Des Commandes MatlabSarha BenabdersoulPas encore d'évaluation
- RMChap5 (Cisaillement) ExSup PDFDocument14 pagesRMChap5 (Cisaillement) ExSup PDFAmadou Traoré100% (1)
- TP1 Effort de CoupeDocument10 pagesTP1 Effort de CoupenidhalePas encore d'évaluation
- S Rie 2 ThermodynamiquenDocument3 pagesS Rie 2 Thermodynamiquenabdo issaouiPas encore d'évaluation
- TP7 - CFAO Fraisage Sur Catia - Exemple - SupportDocument42 pagesTP7 - CFAO Fraisage Sur Catia - Exemple - SupportOUZLIG MohamedPas encore d'évaluation
- Qualification MGP Metrologie Dimensionnelle Et GeometriqueDocument29 pagesQualification MGP Metrologie Dimensionnelle Et GeometriqueHamza Naziha100% (1)
- TDs Calcul Structures - Corrigé 2212 - 231222 - 143922Document7 pagesTDs Calcul Structures - Corrigé 2212 - 231222 - 143922anasidy4Pas encore d'évaluation
- TTDocument45 pagesTTra bia100% (1)
- FiletageDocument5 pagesFiletageKouam kamguaingPas encore d'évaluation
- TP #De Meca AjustageDocument5 pagesTP #De Meca AjustageChanol NoupaPas encore d'évaluation
- Pour Le Ressort de CompressionDocument4 pagesPour Le Ressort de CompressionSeif HabbachiPas encore d'évaluation
- La Mise en Position 1ere Partie de La Norme - PROFDocument6 pagesLa Mise en Position 1ere Partie de La Norme - PROFAbdelmoghit IdhsainePas encore d'évaluation
- CisaillementDocument4 pagesCisaillementAdda HadjriPas encore d'évaluation
- Partie 1Document4 pagesPartie 1Amal Hammami Ep SghaierPas encore d'évaluation
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- EXEMPLE CORRIGES Polygones Des Accélérations 2020Document22 pagesEXEMPLE CORRIGES Polygones Des Accélérations 2020JJ MosesPas encore d'évaluation
- TP AffutageDocument8 pagesTP AffutageZied kallelPas encore d'évaluation
- TP de CNCDocument3 pagesTP de CNCYouness El HamriPas encore d'évaluation
- ProjerDocument15 pagesProjerMAKHELOUF HadjerPas encore d'évaluation
- Chapitre 5Document13 pagesChapitre 5Mou Héb RzPas encore d'évaluation
- Chapitre 4 EngrenagesDroitsDocument20 pagesChapitre 4 EngrenagesDroitsKaram QaoubPas encore d'évaluation
- PortiquesDocument14 pagesPortiquesSarah BhmiPas encore d'évaluation
- FraisageDocument16 pagesFraisagemohamedmehri59Pas encore d'évaluation
- Accouplements Elastiques-Accouplements RigidesDocument58 pagesAccouplements Elastiques-Accouplements RigidesKAPOUO NONOPas encore d'évaluation
- Effet de L'environnement Sur Les Propretés Mécanique Des Tubes de HDPE 2Document70 pagesEffet de L'environnement Sur Les Propretés Mécanique Des Tubes de HDPE 2ahmoudaPas encore d'évaluation
- Modéle Conception CONTROLE CONTINU 2020-2021 G204 v1Document2 pagesModéle Conception CONTROLE CONTINU 2020-2021 G204 v1badr hadriPas encore d'évaluation
- Note Bande Pleine RDCDocument14 pagesNote Bande Pleine RDCUlrich GBENOUPas encore d'évaluation
- Chapitre 2-LES EFFORTS ENGENDRES PAR LA COUPEDocument6 pagesChapitre 2-LES EFFORTS ENGENDRES PAR LA COUPEsaleh benaliaPas encore d'évaluation
- Gare BoxDocument58 pagesGare BoxSaud DhopawnkarPas encore d'évaluation
- Pilotage Des Flux Et Gestion Des Stocks Dans Une EntrepriseDocument85 pagesPilotage Des Flux Et Gestion Des Stocks Dans Une EntrepriseÖmarìon Lle Měc Šublìme Jr.Pas encore d'évaluation
- Correction Du DS-productique 2021-2022-2Document8 pagesCorrection Du DS-productique 2021-2022-2meissa chaouchPas encore d'évaluation
- Contribution A L'Amelioration de Ajout D'Adjuvant A Base de SiliceDocument69 pagesContribution A L'Amelioration de Ajout D'Adjuvant A Base de SiliceNduwayo ChristophePas encore d'évaluation
- Fiche CIMBETONDocument8 pagesFiche CIMBETONJean-marie DagaPas encore d'évaluation
- Cours - Génie Mécanique - Lecture D'un Dessin D'ensemble - DESIGNATION DES MATERIAUX - 3ème Technique (2016-2017) MR ABIDI MOURADDocument1 pageCours - Génie Mécanique - Lecture D'un Dessin D'ensemble - DESIGNATION DES MATERIAUX - 3ème Technique (2016-2017) MR ABIDI MOURADPAPINHO JRPas encore d'évaluation
- Note de Calcul Semelle S3Document6 pagesNote de Calcul Semelle S3Ulrich GBENOUPas encore d'évaluation
- 3M Catalogue PSA 2018Document80 pages3M Catalogue PSA 2018FLEURISSON BENJAMINPas encore d'évaluation
- Rapport de StageDocument36 pagesRapport de StageHakima ELABDYPas encore d'évaluation
- Séance AT2 P03a Mortier Et BetonDocument28 pagesSéance AT2 P03a Mortier Et Betonjean claude ligerPas encore d'évaluation
- Iso 4968Document8 pagesIso 4968Noureddine SlimaniPas encore d'évaluation
- 01.05.01 Leviat F FR Titan Fiche Technique v01 2020-08-10Document5 pages01.05.01 Leviat F FR Titan Fiche Technique v01 2020-08-10Ossama El SayedPas encore d'évaluation
- Industrie Du Plastique (Zeineb SOUILAH)Document22 pagesIndustrie Du Plastique (Zeineb SOUILAH)zeineb souilahPas encore d'évaluation
- Poubelles Calendrier 1080 MolenbeekSaintJeanDocument6 pagesPoubelles Calendrier 1080 MolenbeekSaintJeanCoach MokiPas encore d'évaluation
- FR Tata Guide de Presciption ADD 2017 01Document24 pagesFR Tata Guide de Presciption ADD 2017 01abderrazak el korchiPas encore d'évaluation
- Nouvelle Afrique 017 PAGE ANAGEDDocument18 pagesNouvelle Afrique 017 PAGE ANAGEDAmyna MelissaPas encore d'évaluation
- Formations Échues Sur 2024 CIEMA - GECITEC-SETDocument8 pagesFormations Échues Sur 2024 CIEMA - GECITEC-SETCathy FrackowiakPas encore d'évaluation
- Chapitre 2 Partie B LES COTES DE FABRICATIONDocument6 pagesChapitre 2 Partie B LES COTES DE FABRICATIONAdel ZitouniPas encore d'évaluation
- Données Technique Pointes Norfix-235144231Document28 pagesDonnées Technique Pointes Norfix-235144231soumanaPas encore d'évaluation
- Cours Partie 3 Et 4 FI GMQE - Verres Et Céramiques - S3-07-11-2022Document30 pagesCours Partie 3 Et 4 FI GMQE - Verres Et Céramiques - S3-07-11-2022Fadwa Asri100% (1)
- Axe Contrats de PhaseDocument3 pagesAxe Contrats de PhaseYoussef NajihPas encore d'évaluation