Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Pr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en FabricationDocument80 pagesPr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en Fabricationibrahim100% (1)
- Création et certification de votre formation professionnelle: Qualiopi, Datadoc, RNCP, RS, certification européenneD'EverandCréation et certification de votre formation professionnelle: Qualiopi, Datadoc, RNCP, RS, certification européennePas encore d'évaluation
- Q 05 Controle de Reception Et Visite Des Pieces Finies PDFDocument80 pagesQ 05 Controle de Reception Et Visite Des Pieces Finies PDFdeziri mohamed67% (3)
- Q 01 Controle de La QualiteDocument131 pagesQ 01 Controle de La QualiteMohamedOuallalAgadir100% (3)
- Pr-01-Application Des Principes de La Gestion de ProductionDocument141 pagesPr-01-Application Des Principes de La Gestion de ProductionFa DilaPas encore d'évaluation
- Q 05 Controle de Reception Et Visite Des Pieces Finies PDFDocument80 pagesQ 05 Controle de Reception Et Visite Des Pieces Finies PDFMonaime Rawaha100% (2)
- Module 12 Maitrise Du Montage Du Jogging TH-TSTH PDFDocument37 pagesModule 12 Maitrise Du Montage Du Jogging TH-TSTH PDFdjkhlifPas encore d'évaluation
- EquilibrageDocument96 pagesEquilibrageMaach KawtarPas encore d'évaluation
- CoupeDocument18 pagesCoupeRima TrabelsiPas encore d'évaluation
- Plan de Cours Module 01-M12Document4 pagesPlan de Cours Module 01-M12api-3723248Pas encore d'évaluation
- Identification Des Matieres Premieres EtoffesDocument66 pagesIdentification Des Matieres Premieres EtoffesoussamaghazalPas encore d'évaluation
- Ast GPHDocument55 pagesAst GPHapi-3723248Pas encore d'évaluation
- Inspection de TextileDocument5 pagesInspection de TextileInspection Managing100% (1)
- CP 01 Precision Du Role Du Departement de Coupe PDFDocument27 pagesCP 01 Precision Du Role Du Departement de Coupe PDFHajjaji RamziPas encore d'évaluation
- Soutenance (Ikram+Hajer) - CopieDocument29 pagesSoutenance (Ikram+Hajer) - CopieRamzi AmaraPas encore d'évaluation
- Pr-15-Utilisation Des Techniques de La GPAODocument45 pagesPr-15-Utilisation Des Techniques de La GPAOAhmed TalebPas encore d'évaluation
- 6.2 LA NORMALISATION-pointsDocument2 pages6.2 LA NORMALISATION-pointsestellesalivetPas encore d'évaluation
- Q 08 Maitrise Des Techniques de Repassage Et de ConditionnementDocument51 pagesQ 08 Maitrise Des Techniques de Repassage Et de ConditionnementDebbabi Ameni100% (1)
- Pr-07-Réalisation de La Préparation Des Mises en Fabrication PDFDocument32 pagesPr-07-Réalisation de La Préparation Des Mises en Fabrication PDFNaoufel Fares100% (1)
- M05 Piquage À La Machine À CoudreDocument107 pagesM05 Piquage À La Machine À CoudreDIJA BARCELONA100% (1)
- M23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecDocument34 pagesM23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecMounir Ben Mansour100% (2)
- VC 2019 - Fabrication Prototype Veston.Document243 pagesVC 2019 - Fabrication Prototype Veston.Meriem KhelifaPas encore d'évaluation
- Pr-04-Organisation Et Simplification de Travail PDFDocument87 pagesPr-04-Organisation Et Simplification de Travail PDFBen Hamda Fethi100% (1)
- Peignage Des Fibres Courtes - S1Document6 pagesPeignage Des Fibres Courtes - S1sirinePas encore d'évaluation
- Pr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFDocument71 pagesPr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFAhlem ZENDAH100% (2)
- RepassageDocument51 pagesRepassageMaha MahoutaPas encore d'évaluation
- CI-COUPE-Texile1 20 21 PDFDocument47 pagesCI-COUPE-Texile1 20 21 PDFOmaima BouguerraPas encore d'évaluation
- CP 01 Precision Du Role Du Departement de CoupeDocument27 pagesCP 01 Precision Du Role Du Departement de CoupeHayet HayetPas encore d'évaluation
- Cahier ChargesDocument2 pagesCahier ChargesTaoufik MajdoubiPas encore d'évaluation
- Elaboration Des Gammes de FabricationDocument2 pagesElaboration Des Gammes de FabricationKhaled KalaiPas encore d'évaluation
- 2 - TROPIC MAD Resume Des CoursDocument645 pages2 - TROPIC MAD Resume Des CoursEricVoahary LéoncePas encore d'évaluation
- M03 - Utilisation Des Machines de Confection Et Des MatieresDocument67 pagesM03 - Utilisation Des Machines de Confection Et Des MatieresMounir Ben Mansour100% (1)
- Chapitre 2 Partie 1Document28 pagesChapitre 2 Partie 1Karim BchirPas encore d'évaluation
- m31 Maitrise Du Montage Du Jogging TH-TSTH PDFDocument37 pagesm31 Maitrise Du Montage Du Jogging TH-TSTH PDFAli Sbayti100% (1)
- Ammoula SitexDocument32 pagesAmmoula SitexSalim TajouriPas encore d'évaluation
- Formation Textile Et HabillementDocument1 pageFormation Textile Et HabillementBadr BadriPas encore d'évaluation
- Fiche de Consigne Au Poste-OI...Document1 pageFiche de Consigne Au Poste-OI...toumi_omar100% (2)
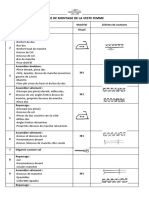
- Gamme de Montage de La Veste FemmeDocument2 pagesGamme de Montage de La Veste FemmeKhadija AdahaPas encore d'évaluation
- Qualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilDocument75 pagesQualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilRAZAFINDRABE Rovatiana Harivelo100% (1)
- m23 Maitrise Des Techniques de Repassage Et de Conditionnement TH-TSTH PDFDocument52 pagesm23 Maitrise Des Techniques de Repassage Et de Conditionnement TH-TSTH PDFAli Sbayti100% (2)
- Controles QualitatifsDocument26 pagesControles QualitatifsSahbi JemliPas encore d'évaluation
- La Genie TextDocument99 pagesLa Genie Textoxydamine100% (2)
- Formation Du Point Noue Classe 301Document3 pagesFormation Du Point Noue Classe 301Afih CfptiPas encore d'évaluation
- Raport PFEDocument64 pagesRaport PFESabri KraïemPas encore d'évaluation
- Analyse de Travail-Correction DSDocument88 pagesAnalyse de Travail-Correction DSselsabil1267% (6)
- TPEn01 Processus de Préparation D'une Collection de Prêt À Porter 00Document11 pagesTPEn01 Processus de Préparation D'une Collection de Prêt À Porter 00Eya BouguerraPas encore d'évaluation
- M04 - Piquage Avec Fil - CU-PVPDocument49 pagesM04 - Piquage Avec Fil - CU-PVPMounir Ben MansourPas encore d'évaluation
- m01 Identification Des Differentes Supports Textiles Et Des Fournitures TH Osc PDFDocument68 pagesm01 Identification Des Differentes Supports Textiles Et Des Fournitures TH Osc PDFRamzi Hajjaji100% (2)
- CHAP6 - Les Standards de Temps Et de MouvementsDocument11 pagesCHAP6 - Les Standards de Temps Et de MouvementsHajriPas encore d'évaluation
- Contrôle Des Tricot TH-TPBDocument19 pagesContrôle Des Tricot TH-TPBroi99100% (1)
- DOSSIER Technique PANTALONDocument14 pagesDOSSIER Technique PANTALONRaouf TliliPas encore d'évaluation
- Guide PédagogiqueDocument76 pagesGuide PédagogiqueBéchir Wanassi100% (3)
- TP 1 FilatureDocument11 pagesTP 1 FilatureIlahi FatmaPas encore d'évaluation
- Rapport deDocument23 pagesRapport denasryv2Pas encore d'évaluation
- Stage de Perfectionnement Version FinaleDocument31 pagesStage de Perfectionnement Version FinaleKarim BchirPas encore d'évaluation
- m09 Sensibilisation À La QualitéDocument75 pagesm09 Sensibilisation À La QualitéAbderrahmane HassaniPas encore d'évaluation
- TS MpqaDocument49 pagesTS MpqaChaimae IdadiPas encore d'évaluation
- M10 - Sensibilisation À La QualitéDocument75 pagesM10 - Sensibilisation À La Qualitéhypnose77Pas encore d'évaluation
- Gestion de La Production PDFDocument177 pagesGestion de La Production PDFhettassi100% (1)
- 238 Appel A Manifestation D Interet - Contrat Cadre 2Document3 pages238 Appel A Manifestation D Interet - Contrat Cadre 2MOISE BOTTIPas encore d'évaluation
- Lancer Son Agence SmmaDocument8 pagesLancer Son Agence Smmacicilan198Pas encore d'évaluation
- Fiscalité-IR - PR Hasnaoui 2020 - Gestion Comptable'Document45 pagesFiscalité-IR - PR Hasnaoui 2020 - Gestion Comptable'Samya ENNOURI100% (2)
- 154-Texto Do Artigo-288-1-10-20210617Document22 pages154-Texto Do Artigo-288-1-10-20210617fotso kamgaPas encore d'évaluation
- Avis GRH 2020Document9 pagesAvis GRH 2020Sara LmariniPas encore d'évaluation
- Aircraft Charter Consumer Guide FRDocument4 pagesAircraft Charter Consumer Guide FRKhaled DridiPas encore d'évaluation
- Finance Assurance Master 1 DeliberationDocument6 pagesFinance Assurance Master 1 DeliberationMi MinePas encore d'évaluation
- Aida Tech Vol 9 Reverse TonnageDocument149 pagesAida Tech Vol 9 Reverse TonnageDavid RodriguezPas encore d'évaluation
- Micro Finance Islamique SenegalDocument2 pagesMicro Finance Islamique SenegalLouis Omer KAMBOUPas encore d'évaluation
- CV Driss BenDocument2 pagesCV Driss Benaymandriss694Pas encore d'évaluation
- TD 7 Analyse Eco Wiedenhoff AkifDocument7 pagesTD 7 Analyse Eco Wiedenhoff AkifWiedenhoffPas encore d'évaluation
- Prestation de Gardiennage Et Surveillance Des Batiments Et Locaux Administratifs Relevant de La Commune Mechouar KasbahDocument21 pagesPrestation de Gardiennage Et Surveillance Des Batiments Et Locaux Administratifs Relevant de La Commune Mechouar KasbahAyoub ELPas encore d'évaluation
- Fabrication Mecanique 1 2st HammouDocument52 pagesFabrication Mecanique 1 2st HammouMohamed RougabPas encore d'évaluation
- Horizon Mines 010Document38 pagesHorizon Mines 010deodatPas encore d'évaluation
- TD 1 Comptabilité Gestion Ensa TangerDocument2 pagesTD 1 Comptabilité Gestion Ensa TangerXwalGamingPas encore d'évaluation
- Créer Son Site Web: 2 Édit IonDocument26 pagesCréer Son Site Web: 2 Édit IonMavoungou ardy jauresPas encore d'évaluation
- El-Azzouzi Et AlDocument13 pagesEl-Azzouzi Et AlYacine LeulmiPas encore d'évaluation
- GRH en Logistique - Support 1 2 & 3Document55 pagesGRH en Logistique - Support 1 2 & 3Saadeddine AkkaouiPas encore d'évaluation
- Facture Darty 2021Document1 pageFacture Darty 2021delphine henrioPas encore d'évaluation
- Gestion de La Qualité Chapitre 1Document11 pagesGestion de La Qualité Chapitre 1Zineb H'nPas encore d'évaluation
- Exemples de La Circulaire 717Document51 pagesExemples de La Circulaire 717conso-fusionPas encore d'évaluation
- Bienvenue Sur Uber Eats PDFDocument35 pagesBienvenue Sur Uber Eats PDFLola pollyPas encore d'évaluation
- Atelier 3Document2 pagesAtelier 3Mohamed HmamouchPas encore d'évaluation
- Résumé ConsolidationDocument40 pagesRésumé ConsolidationAsmaâ BouâmPas encore d'évaluation
- Procedure InventaireDocument17 pagesProcedure InventaireMbarekBalbsirPas encore d'évaluation
- Kangoo - TôlerieDocument255 pagesKangoo - TôlerieJoao LimaPas encore d'évaluation
- Cadrage TvaDocument4 pagesCadrage TvaRida LhriPas encore d'évaluation
- TP MicroprocesseurDocument2 pagesTP Microprocesseurben houria yassinePas encore d'évaluation
- Remuneration Deductions: TE Sous Service Taux Fed. ProvDocument1 pageRemuneration Deductions: TE Sous Service Taux Fed. Provgislaine donfackPas encore d'évaluation
- Etude de Cas FidélisationDocument3 pagesEtude de Cas FidélisationRachida SaadPas encore d'évaluation
- Comment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !D'EverandComment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !Évaluation : 4 sur 5 étoiles4/5 (8)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Si tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsD'EverandSi tu n’es pas le premier, tu es le dernier: Stratégies de vente pour dominer votre marché et devancer vos concurrentsÉvaluation : 5 sur 5 étoiles5/5 (1)
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- Options Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.D'EverandOptions Binaires: Étapes par étapes guide pour gagner de l'argent à partir du trading l'indice de Volatilite.Évaluation : 5 sur 5 étoiles5/5 (1)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Réussir son marketing par courriel : Communiquer - Fidéliser - MonétiserD'EverandRéussir son marketing par courriel : Communiquer - Fidéliser - MonétiserPas encore d'évaluation
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Le money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneD'EverandLe money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneÉvaluation : 3 sur 5 étoiles3/5 (3)
- Les Secrets du MLM: Les Secrets des marketers de réseau compétentsD'EverandLes Secrets du MLM: Les Secrets des marketers de réseau compétentsPas encore d'évaluation
- Gestion de projet : outils pour la vie quotidienneD'EverandGestion de projet : outils pour la vie quotidienneÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Direction, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)D'EverandDirection, Alignment, Commitment: Achieving Better Results Through Leadership, First Edition (French)Pas encore d'évaluation
- Maîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheD'EverandMaîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Agile Practice Guide (French)D'EverandAgile Practice Guide (French)Évaluation : 4 sur 5 étoiles4/5 (2)
- Guide OCDE-FAO pour des filières agricoles responsablesD'EverandGuide OCDE-FAO pour des filières agricoles responsablesPas encore d'évaluation
- La psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsD'EverandLa psychologie du travail facile à apprendre: Le guide d'introduction à l'utilisation des connaissances psychologiques dans le domaine du travail et des organisationsPas encore d'évaluation