Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Pr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en FabricationDocument80 pagesPr-08-Maîtrise Des Techniques de Réapprovisionnement Et de Mise en Fabricationibrahim100% (1)
- La situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPD'EverandLa situation de la formation professionnelle pour les métiers de l'hôtellerie en Tunisie: Rapport final 2009 -2014 de l'expert intégré aux centres de formation de l'ATFPPas encore d'évaluation
- Fiche Outil MTM 2Document2 pagesFiche Outil MTM 2sleh_sbiPas encore d'évaluation
- EquilibrageDocument96 pagesEquilibrageMaach KawtarPas encore d'évaluation
- Chapitre 1-Amenagement Du Poste Et Etude Du PRDocument32 pagesChapitre 1-Amenagement Du Poste Et Etude Du PRislem khemirPas encore d'évaluation
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounD'EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounPas encore d'évaluation
- Délais Et Encours - Copie PDFDocument4 pagesDélais Et Encours - Copie PDFKarim BchirPas encore d'évaluation
- Pr-15-Utilisation Des Techniques de La GPAODocument45 pagesPr-15-Utilisation Des Techniques de La GPAOAhmed TalebPas encore d'évaluation
- ÉquilibrageDocument28 pagesÉquilibrageKarim BchirPas encore d'évaluation
- La Planification de La ProductionDocument5 pagesLa Planification de La ProductionAbderrahmen AridhiPas encore d'évaluation
- Ast GPHDocument55 pagesAst GPHapi-3723248Pas encore d'évaluation
- Les Temps PrédéterminésDocument7 pagesLes Temps PrédéterminésO'zSama100% (2)
- Document Fomation-Oim-Le Jugement D'allureDocument3 pagesDocument Fomation-Oim-Le Jugement D'alluretoumi_omarPas encore d'évaluation
- Plan de Cours Module 01-M12Document4 pagesPlan de Cours Module 01-M12api-3723248Pas encore d'évaluation
- Introduction PlanningDocument21 pagesIntroduction Planningapi-372324860% (5)
- Gestion de La Production Et Des ApprovisionnementDocument86 pagesGestion de La Production Et Des Approvisionnementjaga yasminePas encore d'évaluation
- Conception Assistée Par Ordinateurs: 1. Préparer Le PatronDocument37 pagesConception Assistée Par Ordinateurs: 1. Préparer Le PatronFirdaws El’ghannaiPas encore d'évaluation
- Formation Pratique A La Méthode GSDDocument4 pagesFormation Pratique A La Méthode GSDKhaled Kalai100% (2)
- Document Fomation Oim Methodologie ChronometrageDocument46 pagesDocument Fomation Oim Methodologie Chronometragetoumi_omarPas encore d'évaluation
- PR 09 Maîtrise Des Techniques D'ordonnancement LancementDocument71 pagesPR 09 Maîtrise Des Techniques D'ordonnancement LancementHamdi Ibrahim100% (1)
- Cours Lean Chapitre 3 Notions de Temps PDFDocument19 pagesCours Lean Chapitre 3 Notions de Temps PDFRaouàa Dorboz100% (1)
- Equilibrage A La Suedoise ModaliDocument6 pagesEquilibrage A La Suedoise ModaliYassine JALLOULIPas encore d'évaluation
- Fiche de Consigne Au Poste-OI...Document1 pageFiche de Consigne Au Poste-OI...toumi_omar100% (2)
- Module 12 Maitrise Du Montage Du Jogging TH-TSTH PDFDocument37 pagesModule 12 Maitrise Du Montage Du Jogging TH-TSTH PDFdjkhlifPas encore d'évaluation
- Cours ChronométrageDocument51 pagesCours ChronométrageRiadhZaabi100% (1)
- Cours Prise de Temps Et ÉquilibrageDocument15 pagesCours Prise de Temps Et ÉquilibragemarzoukPas encore d'évaluation
- 6.2 LA NORMALISATION-pointsDocument2 pages6.2 LA NORMALISATION-pointsestellesalivetPas encore d'évaluation
- Cahier de TD Chapitre 3 Et 4 Et 5Document7 pagesCahier de TD Chapitre 3 Et 4 Et 5AichadjijiPas encore d'évaluation
- OFPPT EquilibrageDocument13 pagesOFPPT EquilibrageYouness100% (2)
- Feuille ChronometrageDocument1 pageFeuille ChronometrageZayene KhmaisPas encore d'évaluation
- Méthodes Des Observations InstantanéesDocument3 pagesMéthodes Des Observations InstantanéesKhalid EDIANI100% (1)
- Document Fomation ZKK Amenagement PosteDocument34 pagesDocument Fomation ZKK Amenagement Postetoumi_omar100% (2)
- Document Fomation-Oim-Type de ChronometrageDocument4 pagesDocument Fomation-Oim-Type de Chronometragetoumi_omarPas encore d'évaluation
- Planification de La Production Sous TraitanceDocument14 pagesPlanification de La Production Sous Traitanceapi-3723248Pas encore d'évaluation
- 17 - Les Observations InstantanéesDocument22 pages17 - Les Observations InstantanéesAmin Chikhi100% (3)
- Génie Des TextilesDocument142 pagesGénie Des Textilesbanse JulesPas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Document Fomation ZKK Methodologie ChronometrageDocument46 pagesDocument Fomation ZKK Methodologie Chronometragetoumi_omar100% (1)
- FILIM Exercice Pratique Excel 2 TDB Taux AbsenteismeDocument14 pagesFILIM Exercice Pratique Excel 2 TDB Taux AbsenteismeKarim HaddadiPas encore d'évaluation
- TP TissageDocument10 pagesTP TissageJacob MorganPas encore d'évaluation
- Guide PédagogiqueDocument76 pagesGuide PédagogiqueBéchir Wanassi100% (3)
- Pr-04-Organisation Et Simplification de Travail PDFDocument87 pagesPr-04-Organisation Et Simplification de Travail PDFBen Hamda Fethi100% (1)
- Expose SixsigmaDocument11 pagesExpose SixsigmaHamza ChniouerPas encore d'évaluation
- CP 01 Precision Du Role Du Departement de Coupe PDFDocument27 pagesCP 01 Precision Du Role Du Departement de Coupe PDFHajjaji RamziPas encore d'évaluation
- Calcul Surfaces ModlesDocument26 pagesCalcul Surfaces Modlesyoyousfi100% (4)
- Elaboration Des Gammes de FabricationDocument2 pagesElaboration Des Gammes de FabricationKhaled KalaiPas encore d'évaluation
- Sûreté de Fonctionnement Des Systèmes 1Document22 pagesSûreté de Fonctionnement Des Systèmes 1mi doPas encore d'évaluation
- TD Systeme de ProdDocument4 pagesTD Systeme de ProdNOUHAILA EL FARDOUSSPas encore d'évaluation
- Assemblage Des Fiches CesiDocument77 pagesAssemblage Des Fiches CesiTaha BamohamedPas encore d'évaluation
- Pr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFDocument71 pagesPr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFAhlem ZENDAH100% (2)
- Indice de GINIDocument4 pagesIndice de GINISobli Flous50% (2)
- MTMDocument7 pagesMTMMustapha FagrouchPas encore d'évaluation
- PARTIE MS-ProjectDocument42 pagesPARTIE MS-ProjectThimothée BAGALWA MUSIMWAPas encore d'évaluation
- TPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFDocument36 pagesTPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFTesnime Kacem100% (1)
- Règles DéquilibragesDocument23 pagesRègles DéquilibragesYassine JALLOULIPas encore d'évaluation
- SMEDDocument10 pagesSMEDFatimaezzahra JihaouiPas encore d'évaluation
- Chapitre 8 Les FilsDocument3 pagesChapitre 8 Les FilsHajriPas encore d'évaluation
- Chapitre 7 Les Textiles ChimiquesDocument6 pagesChapitre 7 Les Textiles ChimiquesHajriPas encore d'évaluation
- French Chain Brochure-I4.0Document77 pagesFrench Chain Brochure-I4.0HajriPas encore d'évaluation
- Chap2 - Simplification Du TravailDocument4 pagesChap2 - Simplification Du TravailHajriPas encore d'évaluation
- CHAP3 - Notion de TempsDocument14 pagesCHAP3 - Notion de TempsHajriPas encore d'évaluation
- TP 1 - Prise en Main de SimscapeDocument8 pagesTP 1 - Prise en Main de SimscapeAbdoul Kader OUATTARAPas encore d'évaluation
- Guide Technique 2013 BUSCADocument292 pagesGuide Technique 2013 BUSCAmatheuroquencourt100% (1)
- Laboratoire D'électrotechnique: 1. Charge Et Décharge Du Condensateur Sous Tension RectangulaireDocument23 pagesLaboratoire D'électrotechnique: 1. Charge Et Décharge Du Condensateur Sous Tension RectangulaireLéo GallacioPas encore d'évaluation
- Chapitre 1Document10 pagesChapitre 1Haboussi MeriemPas encore d'évaluation
- HSEDocument95 pagesHSESalissou Salha100% (1)
- Uc 15 CPUDocument7 pagesUc 15 CPURayan En-NougaouiPas encore d'évaluation
- FF Electronique m2Document7 pagesFF Electronique m2yaminoPas encore d'évaluation
- Chapitre 2Document83 pagesChapitre 2Midou MhmdPas encore d'évaluation
- Fiche Maths Terminale 1Document1 pageFiche Maths Terminale 1Pierre100% (1)
- TD2 Variables Aleã AtoiresDocument2 pagesTD2 Variables Aleã AtoiresismailasanguesowPas encore d'évaluation
- Guide Explicatif - Mon Répertoire Orthographique Pour Écrire (RETZ)Document8 pagesGuide Explicatif - Mon Répertoire Orthographique Pour Écrire (RETZ)Pierre Quantin100% (1)
- Rapport Final (1) - CopieDocument44 pagesRapport Final (1) - Copiefatima zahra lmaalemPas encore d'évaluation
- La Phrase InterrogativeDocument4 pagesLa Phrase Interrogativesamirfun2006Pas encore d'évaluation
- TD1 Ci1 Ro 2020 2021Document2 pagesTD1 Ci1 Ro 2020 2021nicolas100% (1)
- Abbas Mohamed Larbi Le Management Des Competences Dune Entreprise AlgerinneDocument198 pagesAbbas Mohamed Larbi Le Management Des Competences Dune Entreprise AlgerinneHamid BouleghabPas encore d'évaluation
- Philip Pettit Isaiah BerlinDocument32 pagesPhilip Pettit Isaiah BerlinRoberta Soromenho NicoletePas encore d'évaluation
- ThoriedesfilsdattenteV1 Anisimov LimniosDocument16 pagesThoriedesfilsdattenteV1 Anisimov LimniosCharif MohamedPas encore d'évaluation
- Les Fausses Confidences, Marivaux Acte I Scène 14 AnalyseDocument1 pageLes Fausses Confidences, Marivaux Acte I Scène 14 AnalyseSuper YakiwPas encore d'évaluation
- Examen TP MS Project Février 20-21Document3 pagesExamen TP MS Project Février 20-21Hamza BN100% (1)
- 1519 Problmes Conomiques Comprendre L Conomie MondialeDocument124 pages1519 Problmes Conomiques Comprendre L Conomie MondialeThomas le sage100% (1)
- Support Du Cours Fours IndustrielsDocument56 pagesSupport Du Cours Fours IndustrielsAustin C Lynch100% (1)
- Analyse Fonctionnelle BTS UniveriaDocument10 pagesAnalyse Fonctionnelle BTS UniveriaYounes AblePas encore d'évaluation
- P1 MHS DFM C Us01 CR 0001 - 09 - A PDFDocument322 pagesP1 MHS DFM C Us01 CR 0001 - 09 - A PDFNoelia GarcíaPas encore d'évaluation
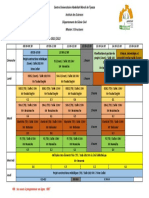
- Emploi Du Temps M1 - S2 - 2021-2022Document1 pageEmploi Du Temps M1 - S2 - 2021-2022TOUBAL SEGHIR NadhirPas encore d'évaluation
- BenchmarkDocument7 pagesBenchmarkSonia YameogoPas encore d'évaluation
- EconometrieDocument118 pagesEconometrieIbtissam JoubaPas encore d'évaluation
- Note de Calcul Reseau GazDocument1 pageNote de Calcul Reseau GazDjamal Mohammedi100% (1)
- TP ORCAD Simulation Analogique Filtres PDocument13 pagesTP ORCAD Simulation Analogique Filtres PKAPAGNAN MOHAMED KONEPas encore d'évaluation
- TDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueDocument6 pagesTDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueSmaïl KhelifaPas encore d'évaluation
- Esi-Cours LLC PDFDocument10 pagesEsi-Cours LLC PDFVivo Vivoo VIPas encore d'évaluation
- Knitted Mitts & Mittens: 25 Fun and Fashionable Designs for Fingerless Gloves, Mittens, and Wrist WarmersD'EverandKnitted Mitts & Mittens: 25 Fun and Fashionable Designs for Fingerless Gloves, Mittens, and Wrist WarmersPas encore d'évaluation
- The Art and Science of Hand Reading: Classical Methods for Self-Discovery through PalmistryD'EverandThe Art and Science of Hand Reading: Classical Methods for Self-Discovery through PalmistryÉvaluation : 5 sur 5 étoiles5/5 (4)
- Convict Conditioning 2: Advanced Prison Training Tactics for Muscle Gain, Fat Loss and Bulletproof JointsD'EverandConvict Conditioning 2: Advanced Prison Training Tactics for Muscle Gain, Fat Loss and Bulletproof JointsÉvaluation : 4.5 sur 5 étoiles4.5/5 (15)
- Crocheted Mitts & Mittens: 25 Fun and Fashionable Designs for Fingerless Gloves, Mittens, & Wrist WarmersD'EverandCrocheted Mitts & Mittens: 25 Fun and Fashionable Designs for Fingerless Gloves, Mittens, & Wrist WarmersÉvaluation : 5 sur 5 étoiles5/5 (2)
- Hand Disorders, A Simple Guide To The Condition, Diagnosis, Treatment And Improvised TreatmentD'EverandHand Disorders, A Simple Guide To The Condition, Diagnosis, Treatment And Improvised TreatmentPas encore d'évaluation
- Human Movement: How the Body Walks, Runs, Jumps, and KicksD'EverandHuman Movement: How the Body Walks, Runs, Jumps, and KicksÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Carpal Tunnel Syndrome, A Simple Guide To The Condition, Treatment And Related ConditionsD'EverandCarpal Tunnel Syndrome, A Simple Guide To The Condition, Treatment And Related ConditionsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Volkmann Contracture, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandVolkmann Contracture, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation
- Writer’s Cramp (Hand Dystonia), A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandWriter’s Cramp (Hand Dystonia), A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation
- Gloves and Mittens to Knit and Crochet for the Entire FamilyD'EverandGloves and Mittens to Knit and Crochet for the Entire FamilyÉvaluation : 4 sur 5 étoiles4/5 (2)
- Palmistry Plain & Simple: The Only Book You'll Ever NeedD'EverandPalmistry Plain & Simple: The Only Book You'll Ever NeedPas encore d'évaluation
- Swan Neck Deformity, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandSwan Neck Deformity, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation
- Scaphoid Fracture, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandScaphoid Fracture, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation
- Claw Hand, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandClaw Hand, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Expert Manipulative Magic - A Series of Advanced Sleights and ManipulationsD'EverandExpert Manipulative Magic - A Series of Advanced Sleights and ManipulationsÉvaluation : 3 sur 5 étoiles3/5 (1)
- Finger And Toe Nail Care: Facts And InformationD'EverandFinger And Toe Nail Care: Facts And InformationÉvaluation : 4 sur 5 étoiles4/5 (2)
- Trigger Finger, A Simple Guide to The Condition, Treatment And Related DisordersD'EverandTrigger Finger, A Simple Guide to The Condition, Treatment And Related DisordersPas encore d'évaluation
- Mallet Finger, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandMallet Finger, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation
- Dinner Fork Deformity, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsD'EverandDinner Fork Deformity, A Simple Guide To The Condition, Diagnosis, Treatment And Related ConditionsPas encore d'évaluation