Vous aimerez peut-être aussi
- Document Fomation ZKK Methodologie ChronometrageDocument46 pagesDocument Fomation ZKK Methodologie Chronometragetoumi_omar100% (1)
- Document Fomation Oim Amenagement PosteDocument29 pagesDocument Fomation Oim Amenagement Postetoumi_omar100% (2)
- Document Fomation Oim Methodologie ChronometrageDocument46 pagesDocument Fomation Oim Methodologie Chronometragetoumi_omarPas encore d'évaluation
- ConfectionDocument16 pagesConfectionAbdelhamid Hamouda Issaoui100% (1)
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Etude de CasDocument33 pagesEtude de Casapi-3723248100% (2)
- Plan de Cours Module 01-M12Document4 pagesPlan de Cours Module 01-M12api-3723248Pas encore d'évaluation
- Ast GPHDocument55 pagesAst GPHapi-3723248Pas encore d'évaluation
- CI-COUPE-Texile1 20 21 PDFDocument47 pagesCI-COUPE-Texile1 20 21 PDFOmaima BouguerraPas encore d'évaluation
- Soutenance (Ikram+Hajer) - CopieDocument29 pagesSoutenance (Ikram+Hajer) - CopieRamzi AmaraPas encore d'évaluation
- OFPPT EquilibrageDocument13 pagesOFPPT EquilibrageYouness100% (2)
- Qualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilDocument75 pagesQualité Du Tricot Sur Métier Rectiligne Manuelle À Double Fonture: Théorie de La Tension Du FilRAZAFINDRABE Rovatiana Harivelo100% (1)
- Pr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFDocument71 pagesPr-09-Maîtrise Des Techniques d'Ordonnancement-Lancement PDFAhlem ZENDAH100% (2)
- M23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecDocument34 pagesM23 - Reparation Et Reglages de La Machine A Point Invisible (Ourleuse) - Th-TmcecMounir Ben Mansour100% (2)
- Pr-01-Application Des Principes de La Gestion de ProductionDocument141 pagesPr-01-Application Des Principes de La Gestion de ProductionFa DilaPas encore d'évaluation
- Manuel complet des fabricans de chapeaux en tous genresD'EverandManuel complet des fabricans de chapeaux en tous genresPas encore d'évaluation
- Pr-15-Utilisation Des Techniques de La GPAODocument45 pagesPr-15-Utilisation Des Techniques de La GPAOAhmed TalebPas encore d'évaluation
- CoupeDocument18 pagesCoupeRima TrabelsiPas encore d'évaluation
- Contenu D'un Cahier Des Charges Textile-Habillement - Formation by IFTHDocument8 pagesContenu D'un Cahier Des Charges Textile-Habillement - Formation by IFTHCobalt BluePas encore d'évaluation
- Pr-04-Organisation Et Simplification de Travail PDFDocument87 pagesPr-04-Organisation Et Simplification de Travail PDFBen Hamda Fethi100% (1)
- Fiche de Consigne Au Poste-OI...Document1 pageFiche de Consigne Au Poste-OI...toumi_omar100% (2)
- Moulage PDFDocument20 pagesMoulage PDFayoub100% (1)
- Techniques de Standards de TempsDocument68 pagesTechniques de Standards de TempsAbdelhamid Ferchichi80% (5)
- Pr-07-Réalisation de La Préparation Des Mises en Fabrication PDFDocument32 pagesPr-07-Réalisation de La Préparation Des Mises en Fabrication PDFNaoufel Fares100% (1)
- C I Initiation À La ConfectionDocument113 pagesC I Initiation À La ConfectionIadh Triaa67% (6)
- Vesirene ConvertiDocument19 pagesVesirene ConvertiAmine BounebPas encore d'évaluation
- Analyse de Travail-Correction DSDocument88 pagesAnalyse de Travail-Correction DSselsabil1267% (6)
- Module 12 Maitrise Du Montage Du Jogging TH-TSTH PDFDocument37 pagesModule 12 Maitrise Du Montage Du Jogging TH-TSTH PDFdjkhlifPas encore d'évaluation
- Rapport VF Refka Hafiene Converti 1Document87 pagesRapport VF Refka Hafiene Converti 1radhoinezerelly100% (1)
- Matelas PlanningDocument6 pagesMatelas Planningapi-3723248100% (1)
- Formation Pratique A La Méthode GSDDocument4 pagesFormation Pratique A La Méthode GSDKhaled Kalai100% (2)
- M03 - Utilisation Des Machines de Confection Et Des MatieresDocument67 pagesM03 - Utilisation Des Machines de Confection Et Des MatieresMounir Ben Mansour100% (1)
- Formation Le Textile Matières Et Processus de FabricationDocument1 pageFormation Le Textile Matières Et Processus de FabricationSẵffǿủ JặmếsPas encore d'évaluation
- CP 06 Cao Lectra MODARIS PDFDocument124 pagesCP 06 Cao Lectra MODARIS PDFAnouer Machfar100% (1)
- Les Etapes de Fabrication D ' Un VetementDocument25 pagesLes Etapes de Fabrication D ' Un VetementYassine JALLOULI100% (1)
- GPH Temps CoupeDocument23 pagesGPH Temps Coupeapi-372324888% (8)
- M05 Coupe-Th-MiDocument83 pagesM05 Coupe-Th-MiYounessPas encore d'évaluation
- Calcul Surfaces ModlesDocument26 pagesCalcul Surfaces Modlesyoyousfi100% (4)
- KjuhygtfrdDocument32 pagesKjuhygtfrdcenderillastoryPas encore d'évaluation
- VC 2019 - Fabrication Prototype Veston.Document243 pagesVC 2019 - Fabrication Prototype Veston.Meriem KhelifaPas encore d'évaluation
- CP 01 Precision Du Role Du Departement de CoupeDocument27 pagesCP 01 Precision Du Role Du Departement de CoupeHayet HayetPas encore d'évaluation
- BlouseDocument9 pagesBlouseSana Rezig Ep Tahar100% (1)
- Elaboration Des Gammes de FabricationDocument2 pagesElaboration Des Gammes de FabricationKhaled KalaiPas encore d'évaluation
- Planification de La Production Sous TraitanceDocument14 pagesPlanification de La Production Sous Traitanceapi-3723248Pas encore d'évaluation
- Conception Assistée Par Ordinateurs: 1. Préparer Le PatronDocument37 pagesConception Assistée Par Ordinateurs: 1. Préparer Le PatronFirdaws El’ghannaiPas encore d'évaluation
- TPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFDocument36 pagesTPE - Q 07 Maitrise de La Qualite en Achats Et Approvisionnements PDFTesnime Kacem100% (1)
- Dessin Technique Veste CuisineDocument19 pagesDessin Technique Veste CuisineDelhoum FadélaPas encore d'évaluation
- Exercice Planification CoupeDocument3 pagesExercice Planification Coupeapi-3723248Pas encore d'évaluation
- M05 Piquage À La Machine À CoudreDocument107 pagesM05 Piquage À La Machine À CoudreDIJA BARCELONA100% (1)
- Cahier de Métrologie - omar+Yosr+ArwaDocument44 pagesCahier de Métrologie - omar+Yosr+ArwaKarim BchirPas encore d'évaluation
- EquilibrageDocument96 pagesEquilibrageMaach KawtarPas encore d'évaluation
- Types de ChronométragesDocument5 pagesTypes de ChronométragesTimo Chihi0% (1)
- Module 2Document80 pagesModule 2Ali Sbayti100% (2)
- Q 05 Controle de Reception Et Visite Des Pieces Finies PDFDocument80 pagesQ 05 Controle de Reception Et Visite Des Pieces Finies PDFMonaime Rawaha100% (2)
- Memoire TextileeDocument13 pagesMemoire TextileeAbdelhadi EssalihPas encore d'évaluation
- Contrôle Des Tricot TH-TPBDocument19 pagesContrôle Des Tricot TH-TPBroi99100% (2)
- De poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.D'EverandDe poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.Pas encore d'évaluation
- Tout savoir sur les métiers à tisser et à tricoterD'EverandTout savoir sur les métiers à tisser et à tricoterPas encore d'évaluation
- L2-GPJ - Cours Aménagement D'un Poste de Travail - Chap. 1 Et 2Document10 pagesL2-GPJ - Cours Aménagement D'un Poste de Travail - Chap. 1 Et 2moad zouibaaPas encore d'évaluation
- Document Fomation-Oim-Type de ChronometrageDocument4 pagesDocument Fomation-Oim-Type de Chronometragetoumi_omarPas encore d'évaluation
- Document Fomation Oim QqoqcpDocument3 pagesDocument Fomation Oim Qqoqcptoumi_omarPas encore d'évaluation
- Document Fomation Oim SimogrammeDocument4 pagesDocument Fomation Oim Simogrammetoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Le Jugement D'allureDocument3 pagesDocument Fomation-Oim-Le Jugement D'alluretoumi_omarPas encore d'évaluation
- Document Fomation Oim Observation Instant An NeeDocument7 pagesDocument Fomation Oim Observation Instant An Neetoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Les Cinq SDocument3 pagesDocument Fomation-Oim-Les Cinq Stoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Les Unites Des TempsDocument3 pagesDocument Fomation-Oim-Les Unites Des Tempstoumi_omarPas encore d'évaluation
- Document Fomation Oim QqoqcpDocument3 pagesDocument Fomation Oim Qqoqcptoumi_omarPas encore d'évaluation
- Document Fomation Oim IshikawaDocument8 pagesDocument Fomation Oim Ishikawatoumi_omarPas encore d'évaluation
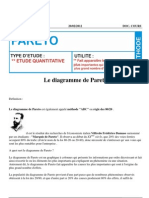
- Document Fomation-Oim-Diagrmme de ParetoDocument4 pagesDocument Fomation-Oim-Diagrmme de Paretotoumi_omar100% (1)
- Document Fomation Oim Demarche 8dDocument3 pagesDocument Fomation Oim Demarche 8dtoumi_omarPas encore d'évaluation
- Fiche de Consigne Au Poste-OI...Document1 pageFiche de Consigne Au Poste-OI...toumi_omar100% (2)
- Document Fomation Oim SimogrammeDocument4 pagesDocument Fomation Oim Simogrammetoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Les Unites Des TempsDocument3 pagesDocument Fomation-Oim-Les Unites Des Tempstoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Diagrmme de ParetoDocument4 pagesDocument Fomation-Oim-Diagrmme de Paretotoumi_omar100% (1)
- Document Fomation-Oim-Le Jugement D'allureDocument3 pagesDocument Fomation-Oim-Le Jugement D'alluretoumi_omarPas encore d'évaluation
- Document Fomation-Oim-Type de ChronometrageDocument4 pagesDocument Fomation-Oim-Type de Chronometragetoumi_omarPas encore d'évaluation
- Document Fomation Oim Demarche 8dDocument3 pagesDocument Fomation Oim Demarche 8dtoumi_omarPas encore d'évaluation
- CV 31 12 2011Document2 pagesCV 31 12 2011toumi_omarPas encore d'évaluation
- Calcul Des Delais de LivraisonDocument1 pageCalcul Des Delais de Livraisontoumi_omar100% (1)
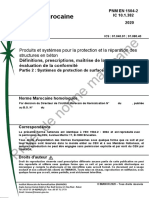
- NF en Iso 12944-2 - 1998Document24 pagesNF en Iso 12944-2 - 1998Nassim Ben Abdeddayem100% (3)
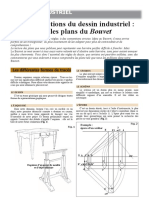
- Fiche LeDessinIndustrielDocument16 pagesFiche LeDessinIndustrielDebessePas encore d'évaluation
- Compandium Des Statistiques Vol1Document145 pagesCompandium Des Statistiques Vol1Sylla Sidiki Aboubacar100% (1)
- Jacques Ellul Le Bluff TechnologiqueDocument11 pagesJacques Ellul Le Bluff TechnologiqueMarcuTiberiuPas encore d'évaluation
- NF EN 523 - Janvier 2004 PDFDocument20 pagesNF EN 523 - Janvier 2004 PDFSoumaya AddouPas encore d'évaluation
- Fiches Clap PDFDocument253 pagesFiches Clap PDFsebastienschlesserPas encore d'évaluation
- Reglementations Et NormesDocument23 pagesReglementations Et Normesyasser Chemsso100% (1)
- Dessind1 Rem-Tre PDFDocument29 pagesDessind1 Rem-Tre PDFsouheil khalifaPas encore d'évaluation
- NF en Iso 22477-1-2018Document33 pagesNF en Iso 22477-1-2018Afolabi Jacob100% (1)
- La Conservation Électronique Des DocumentsDocument44 pagesLa Conservation Électronique Des DocumentsBEN ROMDHANE100% (7)
- T Rec E.802 200702 I!!pdf FDocument42 pagesT Rec E.802 200702 I!!pdf FKOUHON Derou FabricePas encore d'évaluation
- Bilan 2019 Et Perspectives 2020 CN P06Document18 pagesBilan 2019 Et Perspectives 2020 CN P06jovial manfoPas encore d'évaluation
- DTU 21 NF P 18-201 Travaux BétonDocument72 pagesDTU 21 NF P 18-201 Travaux BétonCharles Auverny100% (1)
- Guide Application Normes En54Document60 pagesGuide Application Normes En54Eric LazzariPas encore d'évaluation
- Chapitre 2Document27 pagesChapitre 2Sidi Boune VallPas encore d'évaluation
- 10.1.382 en 1504 2Document43 pages10.1.382 en 1504 2bassem kooliPas encore d'évaluation
- Iec 61724Document9 pagesIec 61724bob_rocksPas encore d'évaluation
- NF En-13286-45Document13 pagesNF En-13286-45Zaineb Ben AbdallahPas encore d'évaluation
- Assurance QualiteDocument11 pagesAssurance QualiteHermann Samba100% (1)
- Référentiel de Certification de Conformité - Label Marhba Pour La Qualité D'accueil Ed3 2020Document42 pagesRéférentiel de Certification de Conformité - Label Marhba Pour La Qualité D'accueil Ed3 2020Salma MnasriPas encore d'évaluation
- Livre Adets - Bael 99Document422 pagesLivre Adets - Bael 99kheusss100% (2)
- NF EN 60825-1 Sécurité Des Appareils LaserDocument119 pagesNF EN 60825-1 Sécurité Des Appareils LaserBruno RIGOMONTPas encore d'évaluation
- Liste Des Expert Comptable DiploméDocument25 pagesListe Des Expert Comptable Diploméahmed njPas encore d'évaluation
- ISO 21001-2018F (Full Permission)Document78 pagesISO 21001-2018F (Full Permission)Amine Diaby92% (12)
- NF en 196-9 Chaleur D'hydratationDocument23 pagesNF en 196-9 Chaleur D'hydratationEdem100% (2)
- Carte À PuceDocument4 pagesCarte À Puceabdoul7Pas encore d'évaluation
- 11 B Content Norms Accreditation FRDocument10 pages11 B Content Norms Accreditation FRAnonh AdikoPas encore d'évaluation
- CTD S2 2020 Regles CorrigeDocument85 pagesCTD S2 2020 Regles CorrigehospicematamorosPas encore d'évaluation
- FABEM - 4-V2 - Protection Des Bétons PDFDocument339 pagesFABEM - 4-V2 - Protection Des Bétons PDFAbdülhalim ChaouatiPas encore d'évaluation
- NCT 5 VS Ias 16Document90 pagesNCT 5 VS Ias 16Faouzia Ibrahmi100% (4)