Académique Documents
Professionnel Documents
Culture Documents
Leçon 2 Mise en Position Et Appareillage
Transféré par
Yasmine HammamiCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Leçon 2 Mise en Position Et Appareillage
Transféré par
Yasmine HammamiDroits d'auteur :
Formats disponibles
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Leçon 2
MISE EN POSITION ET APPAREILLAGES
LIAISON PIECE-MACHINE
I-Mise en position (NF E 04-013)
1.1. Situation du repère pièce dans le repère machine
1.1.1. Introduction
Afin d’être usinée, une pièce doit être positionnée par rapport à la machine. Ce
positionnement est rendu possible grâce à :
Une mise en position rigoureuse de la pièce par rapport à la machine
Un maintien en position de la pièce
1.1.2. Repère pièce et repère machine
Mettre en position une pièce par rapport à la machine consiste à :
Situer correctement le référentiel pièce (o, x, y, z) par rapport au référentiel machine
(O, X, Y, Z)
II- Symbolisation géométrique (élimination des degrés de liberté)
2.1. Définition :
Une pièce (P) dans l’espace machine à 6 degrés de liberté suivant les trois axes de la
machine (3 translations Tx, Ty et Tz) et (3 rotations Rx, Ry et Rz).
Pour définir une position unique de la pièce dans l’espace machine, il est nécessaire et
suffisant de supprimer les 6 degrés de liberté.
Pendant l’usinage, la pièce doit occuper une seule position de ce fait éliminer les 6 degrés de
liberté.
Une normale de repérage correspond à la modélisation Y
de chaque contact (ou appui) supprimant un degré de Ry P
Ty
liberté dans la liaison
Tx
Une mise en position doit permettre de positionner des X
Tz
Rx
pièces par rapport à la machine afin d’éliminer les 6
Z
degrés de liberté. Ry
Analyse de fabrication GM2 1 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
2.2. Symbolisation :
Chaque contact est représenté par un vecteur
normal (perpendiculaire) à la surface
référentielle considérée. On appelle ce
vecteur normal de repérage. Chaque
normale de repérage élimine 1 degré de
liberté.
2.3. Nécessité de la mise en position isostatique :
Dans la fabrication en série continue, renouvelable, grande série…, les pièces sont montées
sur des porte-pièces et il est nécessaire lors des usinages que toutes les pièces de la série
soient positionnées exactement au même endroit par rapport au porte-pièce et à la machine
pour garantir la précision des cotes.
Pour permettre d’assurer ce même positionnement des pièces, le préparateur fait appel à la
mise en position isostatique, qui est matérialisée sur les pièces par des appuis placés de telle
sorte que les cotations soient respectées
2.4. Principales liaisons élémentaires du repérage isostatique
Analyse de fabrication GM2 2 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
2.5. Critères de choix des surfaces de mise en position des pièces
La mise en position isostatique et le nombre de normales à installer sur une surface est
fonction des paramètres suivants :
• L’étendue ou de la grandeur de cette surface.
• La précision de(s) spécification(s) dimensionnelles liées à cette surface.
• La précision de(s) spécification(s) géométriques liées à cette surface.
2.5.1. Selon la taille de la surface d’appui
Pièce prismatique
Surface référentielle
Surface plane
pièce
Désignation de la
Appui plan
liaison
TX 1 Symbolisation géométrique 1
TY 1
Z 2
1
Nombre de ddl 2 X 4
TZ 0
supprimé 2 3 1 X
3 RX 0 2
1
3
RY 0 3 3
Y 4
RZ 1 5 6
Pour usiner la surface 1, on peut utiliser la 2 comme surface de mise en position. La surface 2
est de grande taille par rapport aux autres surfaces, elle peut recevoir trois appuis au
maximum.
Surface référentielle pièce Surface plane
Désignation de la liaison Linéaire rectiligne
TX 1 Symbolisation géométrique
Nombre de ddl supprimé TY 0
TZ 1 Z Z
2
RX 1 4 Y 4 5 x
5
RY 1 3 4
RZ 0
Pour usiner la surface 4, on peut utiliser la 3 comme surface de mise en position. La surface 3
est de grande longueur par rapport aux autres surfaces, elle peut recevoir deux appuis au
maximum.
Surface référentielle pièce Surface plane
Désignation de la liaison Ponctuelle
TX 0 Symbolisation géométrique
TY 1 Z Z
Nombre de ddl supprimé
TZ 1
1 6 Y 6 x
RX 1
RY 1 5 6
RZ 1
Analyse de fabrication GM2 3 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Pour usiner la surface 6, on peut utiliser la 5 comme surface de mise en position. La surface 5
est de faible taille par rapport aux autres surfaces, elle peut recevoir un appui au maximum.
Principe isostatique pour une pièce prismatique
Le principe isostatique pour une pièce prismatique est comme suit :
• Appui plan : 3 normales sur la surface de référence de grande
taille.
• Appui linéaire : 2 normales sur la surface de référence de faible
largeur (grandeur de surface relativement faible à la surface
de l’appui plan).
• Appui ponctuel : Une normale sur la surface de référence de
faible surface.
Exemple : Usinage de l‘entaille
Dessin de définition partiel Croquis de la phase
±0.2
20
6 6
4 5 4 5
±0.1
40
1 2 3 1 3 2
Placer 6 normales de mise en position pour les pièces prismatiques
• Appui plan : 3 normales sur la surface de référence de grande taille.
• Appui linéaire : 2 normales sur la surface de référence de faible largeur
(grandeur de surface relativement faible à la surface de l’appui plan).
• Appui ponctuel : Une normale sur la surface de référence de faible surface.
(Appui plan, appui linéaire, appui ponctuel).
Pièce cylindrique
• Cylindre court
Surface référentielle pièce Surface cylindrique droit
Désignation de la liaison Linéaire Annulaire
Nombre de ddl supprimé TX 0 Symbolisation géométrique
5 TY 0
L
TZ 0 Z Z
L<D
RX 1 1 4 X Y 1
4
D
RY 0 2 3
L1 < 1,5 D
23 5
RZ 0 5 L1
Analyse de fabrication GM2 4 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
• Cylindre long
Surface référentielle pièce Surface cylindrique droit
Désignation de la liaison Pivot glissant
Nombre de ddl supprimé TX 1 Symbolisation géométrique
4 TY 0 L
Z Z
L≥D TZ 0
1 2 X Y 5 1
RX 1
D
2
L1 <1,5 D
RY 0 5
3 4 L1 3 4
RZ 0
• Montage mixte (L1 : longueur en porte à faux)
Surface référentielle pièce Surface cylindrique courte + contre pointe
Nombre de ddl supprimé TX 1 Symbolisation géométrique
4 TY 0 Z
L≥Ø TZ 0 5
2 3 X
RX 1
L1 >1,5 D 4
RY 0 1 L1
RZ 0
• Surface conique
Surface référentielle pièce Cône droit de révolution
Désignation de la liaison Pivot
TX 0 Symbolisation géométrique
TY 0 Z Plan de jauge
Nombre de ddl supprimé TZ 0 1 2
5 X
RX 1
RY 0 5
3
RZ 0 4
Principe isostatique pour une pièce cylindrique :
Le principe isostatique pour une pièce cylindrique est comme suit :
Cylindre court L < D (Appui plan + centrage court) L1 <1,5 D
• Appui plan : 3 normales sur la surface plane.
• Centrage court : deux normales sur la surface cylindrique
La surface la plus importante est le plan perpendiculaire à l’axe de révolution,
pour éliminer le maximum de degré de liberté on associe une liaison appui
plan à cette surface, une liaison linéaire annulaire sur la surface cylindrique
(centrage court) élimine deux degrés de liberté (2 translations).
Cylindre long L≥ D (Centrage long + appui ponctuel) L1 <1,5 D
• Centrage long : 4 normales sur la surface cylindrique
• Appui ponctuel : une seule normale sur la surface plane
Pour ce type de pièce, la surface la plus importante est la surface cylindrique,
alors cette surface élimine 4 degrés de libertés, la translation restante de la
pièce est éliminée par un contact ponctuel d’une direction d’action portée par
l’axe de révolution de la pièce.
Analyse de fabrication GM2 5 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Exemple : Usinage du Ø60
Dessin de définition partiel Croquis de la phase
±0.1
30
1
1
±0.05
5 2
±0.05
Ø120
Ø60
2 5
3
±0.3
20 4 4
Exemple : Usinage du Ø20
Dessin de définition partiel Croquis de la phase
1 2 1 2
±0.05
Ø30 h7
Ø20
4 5 5
3 4
+0.3 ±0,2
60 0 20
2.5.2. Selon la précision de(s) spécification(s) dimensionnelles liées à cette
surface
Le choix de la surface de mise en position de la pièce dépend de l’étendu de l’intervalle de
tolérance entre la surface à usiner et la surface de mise en positon.
L’intervalle de tolérance le plus petit de la spécification dimensionnelle liée à la surface à
usiner détermine celle de mise en position.
Pièce prismatique
Principe isostatique pour une pièce prismatique
Le principe isostatique pour une pièce prismatique est comme suit :
• Appui plan : 3 normales sur la surface de référence de la
spécification dimensionnelle de grande précision (si sa taille
le permet).
• Appui linéaire : 2 normales sur la surface de référence de
faible largeur (grandeur de surface relativement faible à
la surface de l’appui plan).
• Appui ponctuel : Une normale sur la surface de référence
de faible taille.
Analyse de fabrication GM2 6 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Exemples : Usinage d’une rainure droite A
Dessin de définition partiel Croquis de la phase
3 A 3
2
2 6
4 5
±0,1
70
1
+0,5 1 3 1 2
68 0
+0,5 1
40 0 6
3
2
4
4 5
4
+0.5
La rainure A est liée par une spécification dimensionnelle 70±0.1 par rapport à 1 et 680 par
rapport à 3.
La spécification 70±0.1 est la plus précise, alors la 1 est la première surface de mise en position,
c’est une surface grande, elle peut recevoir trois appuis au maximum.
+0.5
La spécification 680 est moins précise, alors la 3 est la deuxième surface de mise en position,
c’est une petite surface elle peut recevoir une normale au maximum, alors sur la surface 4 on
peut mettre 2 normales car cette surface est longue.
Pièce cylindrique courte
Principe isostatique pour une pièce cylindrique courte L<D
Le principe isostatique pour une pièce cylindrique est comme suit :
• Appui plan : 3 normales sur la surface de référence de la spécification
dimensionnelle de grande précision (si sa taille le permet).
La surface de référence qui présente l’intervalle de tolérance le plus faible est la
surface plane perpendiculaire à l’axe de révolution, pour éliminer le maximum
de degré de liberté (1translations + 2 rotations) on associe une liaison appui plan
à cette surface
• Centrage court : 2 normales sur la surface de référence de faible largeur
(grandeur de surface relativement faible à la surface de l’appui plan).
La deuxième surface de référence cylindrique (centrage court) élimine deux
degrés de liberté (2 translations).
Analyse de fabrication GM2 7 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Exemple : Usinage du Ø60
Dessin de définition partiel Croquis de la phase Montage réel
±0.05
30
1
1
±0.1
Ø120
5 2
Ø60
2 5
3
±0.1
20
4 4
Pièce cylindrique Longue L1 <1,5 D
Principe isostatique pour une pièce cylindrique longue L>D :
Cylindre long L> D (Centrage long + appui ponctuel)
• Centrage long : 4 normales sur la surface cylindrique
• Appui ponctuel : une seule normale sur la surface plane
Pour ce type de pièce, la surface la plus importante est la surface cylindrique, alors cette
surface élimine 4 degrés de libertés, la translation restante de la pièce est éliminée par un
contact ponctuel d’une direction d’action portée par l’axe de révolution de la pièce.
Dessin de définition partiel Croquis de la phase
2x45° L1<1.5 D
±0.05
Ø30 h7
3
Ø20
4 5 5
3 4
+0.3 ±0,2
60 0 20
1 2 1 2
Placer 5 normales de mise en position pour les pièces cylindrique
• Centrage long : 4 normales sur la surface cylindrique
• Appui ponctuel : une seule normale sur la surface plane
Analyse de fabrication GM2 8 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
2.5.3. Selon la précision de(s) spécification(s) géométriques liées à cette
surface.
Pièce prismatique
Principe isostatique pour une pièce prismatique
Le principe isostatique pour une pièce prismatique est comme
suit :
• Appui plan : 3 normales sur la surface de référence de la
spécification géométrique de grande précision si sa grandeur le
permet.
• Appui linéaire : 2 normales sur la surface de référence de
faible largeur (grandeur de surface relativement faible à la
surface de l’appui plan).
• Appui ponctuel : Une normale sur la surface de référence de
faible surface.
Dessin de définition partiel Croquis de la phase
4 5 6
±0.1
30
1 2 3
±0.1
30 3
5
1
4 2
Analyse de fabrication GM2 9 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Pièce cylindrique
Exemple :
Dessin de définition partiel Croquis de la phase
15±0,05 0.08 A
0.05 B 6 4 5
60±0,1
1 2
4
1 3
5
2
6
La surface de référence qui présente l’intervalle de tolérance le plus faible est la surface plane
perpendiculaire à l’axe de révolution, pour éliminer le maximum de degré de liberté on
associe une liaison appui plan à cette surface, une liaison linéaire annulaire sur la surface
cylindrique (centrage court) élimine deux degrés de liberté (2 translations), la normale 6
élimine la rotation de la pièce et aussi oriente la pièce (pour que la rainure soit perpendiculaire
au méplat).
2.6. Principales règles d’utilisations
2.6.1. Représentation :
Les normales de repérages sont installées du coté libre de la matière, directement sur la
surface du référentiel et éventuellement sur une ligne de rappel en cas de manque de place
Eloignées au maximum pour une meilleure stabilité (voir le schéma ci-dessus).
Sur les vues où leurs positions facilitent leur compréhension
Affectées d’un indice numérique de 1à 6.
Analyse de fabrication GM2 10 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
2.6.2. Règles générales
Pour les pièces prismatiques placer 6 normales de repérage (normales de mise en
position)
• Appui plan.
• Appui linéaire.
• Appui ponctuel.
Pour les pièces cylindriques simples placer 5 normales de mise en position.
Placer les appuis sur les surfaces d’où portent les cotes (les surfaces de référence BE)
Sauf pour des indications particulaires, placer le maximum d’appui sur la surface qui a
la cote avec le plus petit intervalle de tolérance.
Ne jamais opposer deux appuis pour ne pas créer un positionnement hyperstatique.
Si cela est possible, placer le plus grand nombre d’appuis opposés à l’effort de coupe.
Pour avoir une bonne stabilité de la pièce sur le porte-pièce lors de l’usinage il faut
mettre le maximum de normale de repérage sur la surface de plus grande dimension de
la pièce à usiner.
Remarque : une surface de référence est la surface d’où porte les cotes ou les spécifications
géométriques.
2.7. Exemples de mise en position géométrique des pièces
Analyse de fabrication GM2 11 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Soit la pièce ci-contre dans laquelle on doit Dessin de définition de la pièce
réaliser un trou cylindrique avec son lamage.
Sur le dessin de définition on distingue
• Les cotes de forme des usinages (a, b, c) :
• Les cotes de position (e, f et la tolérance de
localisation h).
Les cotes de position des usinages portent des
surfaces de référence A, B et C
L’ordre de priorité géométrique des surfaces A,
B et C est spécifié par l’ordre donné dans les Dessin de la phase
trois dernières cases du cadre de la tolérance de
localisation. On dit que les références sont
ordonnées.
SYSTEME DEREFERENCE
Références ordonnées
Références Ordre géométrique Nb de normales
A Référence primaire 3 normales
B Référence secondaire 2 normales
C Référence tertiaire 1 normale
Analyse de fabrication GM2 12 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
III- Symbolisation technologique (éléments d’appui et de maintien)
3.1. Object : Les symboles technologiques sont représentés sur les dessins de phase, les
éléments d’appui et les éléments de maintien des pièces au cours des opérations auxquelles
sont soumises lors de leurs fabrications, leurs contrôles et leurs manutentions.
3.2. Domaine d’application : Les symboles proposés sont à utiliser pour l’établissement
des documents techniques concernant le processus de fabrication d’une pièce.
3.3. Principe de l’établissement des symboles
Cette symbolisation est destinée à définir les types de solutions technologiques à utiliser pour
mettre en position et maintenir en position une pièce au cours de sa fabrication. Chaque
syombole est construit à l’aide d’un certain nombre de symboles élémentaires dont le role est
de précicer les qutres elements suivants
1 La nature du contact avec la surface et/ou le type d’appui
2 La fonction de l’élément technologique
3 La nature de la surface de contact de la pièce brut ou usinée
4 Le type de la technologie de l’élément
Analyse de fabrication GM2 13 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Symboles composés
Tableau 1 : Symboles technologiques composés
Le symbole ne comporte pas obligatoirement les quatres familles de symboles
élémentaires.
Il peut ètre complété par une brève indication écrite (voir tableau 1)
3.4. Position d’un symbole
Le symble est placé du coté libre de la matière sur la surface spécifiée ou sur une ligne
d’attache, sa direction est normale à la surface (voir figure1)
Les symboles des fonctions des éléments technologiques peuvent etre projetés (Figure 2)
Les dimensions des symboles ne sont pas normaliées elles doivent etre adaptées au schéma
sur lequel le symbole et indiqué (figure3), ces dimensions ne prégujent pas les dimensions
réelles de l’élément technologique.
Figure 1 Figure 2 Figure3
Analyse de fabrication GM2 14 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
3.5. Exemples d’application
B-B 56±0.1 B 0.2
Ø100 4 trous Ø6,5 0
24±0.1 18±0.2 M6 x 1 0.5
+0.5 0.5 A
17.5 0 5±0.2 lamés Ø11 0
C
39±0,5
4 5°
Ø52H7
Ø86h6
90°
90°
Ø52H7
Détail B Détail C
90°
0.02 A
Détail A
B
B
Détail B Ech : 2:1 Détail C Ech : 2:1
+0.5 +0.5
Détail A Ech : 2:1 +0.5 10 10
A Ø0.02 C
10
45°
A Ø0.02 B
45°
45°
Ø11
Ø6,5
+0.5
20 INSTITUT INTERNATIONAL DE TECHNOLOGIQUE DE SFAX
Brut de fonderie
Matière : A - S13 10±0.5 ECHELLE : 1/1 IMED KESSENTINI
Rugosité partout 6,3 sauf indications
Surépaisseur partout 3 mm pour surfaces usinées sauf les perçages et lamages
PALIER 08-06-2011
A3 Classe : L2 CFM
Ph
Mise en position géométrique Mise en position technologique
Cf10=56 ±0.1 Ø0.02 C
Ø0.02 B
Ø1 B2 Trois
Cf8=18±0.2 touces
Cf4=5 ±0.2 à120°
C B1
0.02 A
1- 2 Ra 3.2
A Détail A Ech : 2
+0.5 4
Phase 20
Cf2=Ø86h6
Cf3=10
Cf6=Ø52H7
5
Cf7=Ø52H7
45°
45° Cf9=1
45°
Ra 3.2 Ra 3.2
Détail A 2
Cf11=1
B2 4 B 1
3 Cf1= 10
±0.5 B2
B1 3
B +0.5
Cf12=17.5
0
B
D Trois touches à120°
C
1-2 D
C
Phase 30
5
Cf13=39±0,5
3
1 B
1
B 3
B 4 3
B
Analyse de fabrication GM2 15 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
B B
0.2 Trois touches à120°
Cf15=Ø100 Cf14=M6 x 1 4 trous Ø6,5 0 ±0.1
0.5 A 0.5 B-B Cf16=24
C
lamés Ø11 0
D 6 C 1-2 D
6 B-B
90°
45°
Phase 40
5 5
90°
3
B 1
Cf18=Ø11
Cf17=Ø6.5
B
90°
4 3
+0.5
B 1 B
Cf19=16 0 8 7
3
3.6. Exercice d’évaluation
Placer directement sur le document suivant, les symboles de mise en position technologiques
suivantes
Exercice 1
Appui sur une surface usinée par un
contact fixe surfacique (cote a)
Orientation sur une surface usinée par une
touche fixe dégagée (cote b)
Butée sur une surface usinée par une
touche fixe ponctuelle
Serrage sur une surface brute par un
dispositif à contact ponctuel
Exercice 2
Appui sur une face brut par trois touches
bombées fixes (cote a et tolérance de
perpendicularité b)
Centrage court et entrainement sur une
surface brute par un dispositif à serrage
concentrique et à contact striée (faible
longueur relative aux mors)
Exercice 3
• Centrage long sur une surface brute
(tolérance de coaxialité a)
• Butée sur une surface brute par une touche
fixe à contact ponctuel (cote b)
• Orientation sur une surface brute par une
touche fixe à contact ponctuel
• Serrage s’exerçant sur deux surfaces brutes
par deux dispositifs à contact ponctuel
Analyse de fabrication GM2 16 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
APPAREILLAGES PORTE-PIECE
1. Présentation et objectif
L’appareillage, dans l’analyse des systèmes de fabrication, concerne essentiellement le
porte-pièce.
L’appareillage est une interface permettant de lier la pièce à la machine. Il doit assurer deux
fonctions :
La mise en position : l’objectif est de matérialiser la mise en position géométrique de
la pièce
Le serrage : dont l’objectif est de serrer la pièce dans la position géométrique
précédemment définie afin qu’elle puisse être usinée. Force de serrage Fs > Effort de coupe Fc
2. Paramètres de qualité de reprise
La qualité d’un appareillage dépend :
• De sa fiabilité de reprise : aptitude à respecter les pièces dans une
même position géométrique après serrage.
• De son utilisation simple et aisée par l’opérateur : diminution des
temps manuels Tm pour le montage et le démontage de la pièce.
• De sa compatibilité avec les opérations réalisées : direction du serrage
principal, fiable encombrement sans gêner l’usinage, etc.
3. Typologie des porte-pièces
On trouve généralement trois types de porte-pièces qui sont couramment utilisés en
production
3.1. Porte-pièce standard
Ces composants sont disponibles dans le
commerce. Ils sont généralement polyvalents
et permettent la mise en position et le
maintien de pièces de géométrie simple. Ils
conviennent pour le travail unitaire et pour
un travail sériel en lot unique
Exemples : étau, mandrin, table à
dépression, plateau magnétique, étaux
combinés...
Analyse de fabrication GM2 17 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
3.2. Porte pièce dédié spécifique
Spécifique généralement à une suite
d'opérations d'une sous-phase ou d'une
phase. Ils conviennent pour les fabrications
de moyennes et grandes séries répétitives.
Ces porte-pièces ont généralement pour
éléments de base des ensembles moulés ou
mécano-soudés et utilisent le plus possible
des composants standards. Ces porte-pièces
ont donc une structure figée dans le temps.
Exemples : montages de fraisage, de
tournage, de perçage...
3.3. Porte pièce dédié modulaire
Dédiés généralement à une suite d'opérations
d'une sous-phase ou d'une phase. Par
combinaison d’éléments modulaires tels que
plaque, appui, support, etc. Il est possible de
réaliser un porte-pièce à structure modulable
dans le temps.
Exemples : montage de fraisage,
de perçage
4. Tableaux comparatifs des différents porte-pièces
Type de
Types d’appareillage Remarques Flexibilité Forme de la pièce Coût
fabrication
Souvent
Appareillage Généralement Unitaire ou
livrés avec la Moyenne Faible
Standard simples petite série
machine
Appareillages
Conçu
Spéciaux : Moyennes à
spécifiqueme
Montage d’usinage Nulle Toutes formes grandes Important
nt pour une
dédié séries
phase
Petites à
Composé à
Appareillage de type Pas de limites de moyennes
partir Important
modulaire Très bonne forme et de séries
d’éléments au départ
dimensions parfois
modulaires
unitaire
Analyse de fabrication GM2 18 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
5. Appareillages porte-pièce standard
5.1. Tournage
5.1.1. Mandrin à serrage concentrique
Principe de fonctionnement en serrage manuel
Une rotation sens horaire sur un des satellites de serrage permet une
rotation de la couronne spirale qui entraine simultanément en translation
les mors vers l’axe (action de serrage concentrique)
Remarque : sur commande numérique, l’action de serrage peut être
pneumatique ou hydraulique
Mandrin à trois mors durs à l’endroit montage en l’air
- ◎1 Défaut de coaxialité
Axe mandrin (P-P) / Axe nez de la broche (M)
Sa valeur dépend de la qualité des contacts
dans la liaison (pas d’impureté). Généralement
négligeable
- ◎ Défaut de coaxialité résultant : - ◎2 Défaut de coaxialité
mesuré sur la pièce entre l’axe de C2 Axe pièce (P) / Axe mandrin (P-P).
(Cylindre généré) et l’axe de C1 Sa valeur dépend de montage des mors bien
(Cylindre lié au (P-P) respecter l’ordre de montage)
Axe mandrin (P) / Axe mandrin (P- - De la précision du (P-P)
P). - De la qualité des contacts dans la liaison (pas
Sa valeur dépend essentiellement de d’impuretés, de bavure…).
◎2 donc de la liaison P/P-P
Elle doit être inférieure ou égale à la
tolérance imposée.
Analyse de fabrication GM2 19 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Utilisé en fabrication unitaire et en fabrication de série pour la reprise en général de pièces
brutes, Existes en 4 mors pour le montage des pièces de forme prismatique.
Mandrin à quatre mors à serrage indépendant
-Les mors a et b assurent la mise en
position
-Les mors c et d assurent le maintien
Utilisé essentiellement en fabrication
unitaire pour la reprise de pièces
prismatiques. Mise en œuvre assez
longue
Mandrin de reprise expansible
• Liaison pièce /mandrin de reprise
La douille assure le centrage
long en général sur l’alésage de reprise
et le maintien grâce au serrage
concentrique résultant de l’expansibilité
de la douille lorsqu’on agit sur l’écrou
de serrage.
La butée axiale fixe assure l’arrêt en
translation
• Liaison mandrin de reprise / Machine
Sur cône mors Entre pointes
Il permet une reprise de pièces précises : défaut de coaxilité ◎= 0,01 sans marquage des
surfaces de reprise.
Ce porte-pièce est essentiellement utilisé pour des usinages à faible effort de coupe (Fc)
compatible avec la force limite du serrage (Fs) par pincement Fs > Fc . C’est un porte-
pièce de finition.
La bouille expansible est interchangeable. Il faudra consulter le catalogue constructeur
pour le dimensionnement de la douille (ØA)
Analyse de fabrication GM2 20 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Mandrin à 3 mors doux épaulés (montage en l’air)
• Les mors sont
usinés en fonction
de la forme de la
pièce à usiner
• Défaut de
coaxialité usuel
Ø0,02< coaxialité <Ø0,05
Utilisé en fabrication unitaire et en petite série, il permet une reprise précise sans
marquage de la pièce
5.1.2. Pinces
Défaut de coaxialité usuel
Ø0,01< coaxialité <Ø0,02
Elles permettent l’usinage des pièces dans la barre (brut étiré en général). Elle existe
en plusieurs sections, circulaire, carrée et hexagonal, et sont surtout utilisées sur les tours à
commande numériques
5.1.3. Pointes
Montage entre pointes
Travail unitaire Montage type industriel
Défaut de coaxialité pour le montage type
industriel usuel est :
Coaxialité ≤ Ø0,05 Maxi
Très utilisé en fabrication unitaire ou
fabrication de série pour la reprise des pièces
longues.
Remarque : La contre pointe tournante peut
être associée avec un mandrin. Il s’agit d’un
montage mixte
Analyse de fabrication GM2 21 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
5.2. Fraisage et perçage
5.2.1. Etau
Etau à mors parallèles et à base tournante
Référentiel de base de l’étau pour la liaison avec les pièces [Base + Mors fixe (MF)]
L’étau convient essentiellement pour la liaison de pièces aux formes simples et
régulières. La mise en position représentatives des pièces est, dans certains cas, assez peu
précises, ce qui limite son utilisation en fabrication sérielles (éventuellement petite série
unique, en revanche il est très utilisé en fabrication unitaire
Etau à mors plaqueurs
Les directions de serrage peuvent permettent de
plaquer la pièce sur les deux surfaces de
référentielle de l’étau (Base et mors fixe)
5.2.2. Diviseur universel
-La liaison du diviseur avec la machine est
identique à celle de l’étau
-Le référentiel de base pour la liaison avec les
pièces dépend du porte-pièce utilisé : mandrin,
pointe…
-De plus en plus remplacé pour les travaux de
diviseur par les commandes numériques, le diviseur
est essentiellement employé en fabrication unitaire.
6. Appareillages porte-pièce spécifiques ou dédié
Les montages d’usinage sont spécifiquement conçus pour une phase. On dit qu’ils sont dédiés
à une phase. Ils sont uniques et peuvent rarement être réutilisés. C’est une solution peu
flexible. Ils conviennent essentiellement aux moyennes et grandes séries répétitives.
Analyse de fabrication GM2 22 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Les montages d’usinage sont couteux, ils doivent être amortis par le nombre de pièces à
usiner.
Pour réduire le coût de réalisation et d’exploitation, on rapporte des éléments standard (ex :
éléments NORELEM) sur un élément moulé ou soudé
Exemples d’élément standard Norelem
Fonction à assurer
Désignation Visualisation Schéma en situation
Mise en position
géométrique de la Cimblot
pièce (matérialisation cylindrique
d’une liaison linéaire Réf :
annulaire) centrage NLM312,313
court
Bride
Serrage de la pièce coulissante
Réf : NLM401
Canon de
Guidage des outils perçage
tournants (exemple : amovible
foret (Type M)
Réf : NLM819
Ils peuvent concerner les phases de tournage fraisage et perçage, etc
Montage de fraisage : exemple
Analyse de fabrication GM2 23 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
Quelques exemples de montages dédiés spécifiques
7. Porte pièce modulaire
7.1. Caractéristiques
Les porte-pièces de type modulaire sont réalisés très rapidement à partir d’éléments
Complémentaires et adaptables. Ils conviennnent à une situaion donnée pour une durée
définie, ce qui permet une plus grande flexibilité dans le système de production.
Ils permettent totes les applications (pas de limites de dimensions et de formes des surfaces
de reprise).
Ils conviennent pour les fabriccations de petites et moyennes séries et également por certaines
fabrications uinitaires (exemple prototype)
7.2. Principaux éléments modulaires
Type d’éléments Exemples Fonctions
Elemenet de base Plateaux, équerres, Assurer la atructure de base
plaques, socles… du porte-pièce.
Assure la liaison du porte-
pièce sur la machine.
Elémént de mise en Lardons, appuis, supports Assurer la matérialisation de
position géométrique en vé, centreur, plaques la mise en position
de positionnement… géométrique de la pièce sur la
porte-pièce selon le contrat de
phade.
Eléments de maintien Bride, vés, palonus.nés, Assurer le maintien en
vis, rondelles, écr position de la pièce pendant
l’usinage.
7.3. Exemple de matérialisation liaison « pièce/porte-pièce »
phase 100
Analyse de fabrication GM2 24 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
-Appui plan sur B1 (1, 2, 3)
-Centrage court sur B2 (4, 5)
-Butée en rotation (6)
-Serrages normaux par deux brides
Gamme de montage
Sélectionner et mettre en place la plaque
1 de base
Sélectionner et mettre en place les éléments
2 matérialisant l’appui plan (1, 2, 3)
Sélectionner et mettre en place les éléments
3 matérialisant le centrage court (4, 5)
Sélectionner et mettre en place l’élément
4 matérialisant la butée (6)
Mettre en place la pièce et régler les
5 différents éléments pour obtenir le
parallélisme de la surface d’appui B1 par
rapport à la plaque de base
Sélectionner et mettre en place les éléments
6 matérialisant le maintien de la pièce.
Serrer les écrous des brides
7 Contrôler toutes les fixations
Analyse de fabrication GM2 25 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
8. Montage direct (Liaison pièce /machine)
8.1. Caractéristiques :
La pièce est liée directement sur le référentiel de la machine sans interface porte-pièce.
Cette solution économique et précise (mois de liaisons dans le circuit géométrique, donc
moins de dispersions) est cependant limitée à des pièces dont les surfaces du référentiel de
reprise sont de bonne qualité géométrique et de formes simples.
8.2. Exemples de montages sur table
Symbolisation technologique Matérialisation de la liaison
Définition de la liaison
Schéma de phase Pièce /Machine
MISE EN POSITION
• Appui plan : F1 sur table
(-3Dl), 1-2-3.
• Appui linéaire rectiligne
F2 sur 2 lardons (-2DL),
4-5.
MAINTIEN
• Serrage sur F4 avec bride
crénelée.
• Butée sur F3 (opposition
aux efforts et
prélocalisation).
MISE EN POSITION
• Appui plan : F1 sur table
(-3DL), 1-2-3.
• Centrage court Ød1 sur
centreur court (-2DL),
4-5.
• Butée sur F2 (-1DL), 6
MAINTIEN
• Serrage sur F4 et F5 avec
crampons plaqueurs
8.3. Règles de base de bridage
Afin d’éviter les déformations de la pièce, la
direction du serrage est opposée aux appuis
• Installer la bride près de l’usinage sans le
gêner.
• Bien plaquer la bride sur la surface de
serrage ‘meilleur stabilité de la pièce au
moment du serrage, risque de marquage
réduit).
• La distance x1 doit être inférieure à x2 afin
que la force de serrage soit maximale sur la
pièce
Analyse de fabrication GM2 26 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
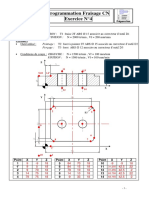
Application d’évaluation
Données :
La pièce étudiée est le palier avant dont un dessin de définition partiel est fourni ainsi
que le repérage des surfaces. Le matériau est un alliage d'aluminium. L'objectif de ce travail
est d'effectuer seulement la mise en position géométrique ou technologique directement sur
les contrats partiels (incomplet) fournis des phases proposées (200 et 300), en plus, proposer
une conception simplifiée pour chaque montage d’usinage de la pièce en vue d'obtenir les
cotes de fabrication.
Les deux phases d'usinage de la pièce sont présentées ci-dessous (la phase 200 et 300)
IMED KESSENTINI
04-01-2020
Classe : GM2
INSTITUT INTERNATIONAL DE TECHNOLOGIE DE SFAX
PALIER AVANT
Surépaisseur partout 3 mm pour surfaces usinées
B3
Brut de fonderie
Matière : GC45
Ø0.02 C
+0.2
80
6
Ø30H7
ECHELLE : 1/1
A4
7
+0.1
5
0
4
4
8
Ø340
±0.1
+0.5
96
B1
±0,5
B2
1 B1
12
Ø1 B1
1
+0.5
3
60
Ø60H7
Dessin de définition partiel du palier avant
Analyse de fabrication GM2 27 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
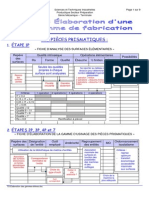
Contrats des phases (200 et 300) incomplets avec la mise en position géométrique.
Ensemble :
Contrat de phase Elément : Palier
Phase : N°200 avant Bureau des méthodes
Matière : AS13
Nom : Date :
Désignation : TOURNAGE
Machine-outil : Tour parallèle
Mandrin de reprise conique
Mise en position : Ø1 B1
• Centrage conique long (1, 2, 3,
et 4) sur B1
1 B1
• Appui ponctuel 5 sur le brut B2
• Maintien par serrage 1
concentrique à touches striées
2
4 5
3 3
1 2
Ø60H7
C
B1 B2 +0.5
±0,5 60
12
Désignation des Eléments de coupe
opérations Outils de coupe Vc n fz Vf ap np
(m/min) (tr/min) (mm/tr) (mm/min) (mm)
a/
b/
c/
d/
e/
f/
g/
Analyse de fabrication GM2 28 Imed KESSENTINI
Institut International de Technologie de SFAX Année Universitaire 2019/2020
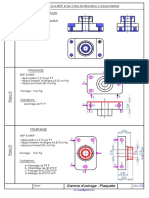
Ensemble :
Elément : Palier
Contrat de phase avant
Phase : N°300 Matière : A - Bureau des méthodes
S13
Nom : Date :
Désignation : TOURNAGE
Machine-outil : Tour parallèle
Mandrin de reprise spécial
8 7 Ø0.02 C
+0.5
Mise en position :
1-2
0
• Appui plan sur 1 en trois normales +0.1
Ø34
C 0
(1, 2 et 3) 4
Ø30H7
• Centrage court (4 et 5) sur 3
• Maintien par serrage contre appui
plan
1 +0.2
3 4
80
4 3 96
±0.1 5
Outils de Eléments de coupe
Désignation des opérations coupe
Vc n fz Vf ap np
(m/min) (tr/min) (mm/tr) (mm/min) (mm)
a/
b/
c/
d/
e/
f/
g/
Proposition d’une conception du montage d’usinage spécifique pour chaque
phase
Analyse de fabrication GM2 29 Imed KESSENTINI
Vous aimerez peut-être aussi
- 1 AVPEF CorrigéDocument6 pages1 AVPEF CorrigéRashid Elaychii50% (2)
- Dispersion - D'usinageDocument4 pagesDispersion - D'usinageMahrez Zaafouri100% (5)
- 4-Contrat de Phase #10-CvDocument1 page4-Contrat de Phase #10-CvMohamedBejja100% (1)
- Examen - Commande Numérique - 18052018-3 PDFDocument18 pagesExamen - Commande Numérique - 18052018-3 PDFO ZPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFDocument10 pages694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012Pas encore d'évaluation
- 1 Cotation de Fab CorrigéDocument6 pages1 Cotation de Fab Corrigékhocine100% (2)
- Mip Map Doc-Prof MoukhtariDocument8 pagesMip Map Doc-Prof MoukhtariMeryemHmouri100% (1)
- bUREAU DE MeTHOD-EvfDocument19 pagesbUREAU DE MeTHOD-EvfAmer ChaffaiPas encore d'évaluation
- 09 Transfert de CotesDocument2 pages09 Transfert de CotesSalah Eddine Chouikh100% (2)
- Optimisation Des Conditions de CoupeDocument27 pagesOptimisation Des Conditions de CoupeEl Jaouad100% (4)
- 1 Sur 5Document1 page1 Sur 5kkmPas encore d'évaluation
- Corrige TD de Fraisage CompressDocument5 pagesCorrige TD de Fraisage CompressShooting StarPas encore d'évaluation
- Mise Et Maintien en Position Isostatique PDFDocument8 pagesMise Et Maintien en Position Isostatique PDFzakaria100% (2)
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- Elaborer Un Contrat de PhaseDocument2 pagesElaborer Un Contrat de PhaseZikoPas encore d'évaluation
- Exemple Complet Butée ÉclipsableDocument6 pagesExemple Complet Butée Éclipsablejemai67% (3)
- Exercice 4 Avec CATIADocument2 pagesExercice 4 Avec CATIASoufianePas encore d'évaluation
- APEF & Contrat de PhaseDocument23 pagesAPEF & Contrat de PhaseMou Hamoudi100% (4)
- Tous Sur Le Mip Et Map PDFDocument5 pagesTous Sur Le Mip Et Map PDFsvans lmsvansi100% (2)
- 3-Durée de Vie Des Outils de CoupeDocument5 pages3-Durée de Vie Des Outils de Coupekldmnt100% (2)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Prof APEFDocument12 pagesProf APEFMeryemHmouriPas encore d'évaluation
- TD Elaboration Des GammesDocument9 pagesTD Elaboration Des GammesKhadija Labrizi100% (1)
- Geometrie de Outil de CoupeDocument19 pagesGeometrie de Outil de CoupeEL khaldi100% (3)
- 4-Simulation D'usinageDocument26 pages4-Simulation D'usinageMarwenBeltaif100% (2)
- Analyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmDocument47 pagesAnalyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmmaraghni_hassine7592100% (1)
- Corrigé DS Pré Fab APEF EquerreDocument9 pagesCorrigé DS Pré Fab APEF EquerreMejri ImedPas encore d'évaluation
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDocument12 pagesCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- Module Théorie de CoupeDocument53 pagesModule Théorie de Couperedwane ouberri100% (3)
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFworldsailor100% (2)
- TP Commande Numérique Et FAO PDFDocument89 pagesTP Commande Numérique Et FAO PDFMohsen SaidiPas encore d'évaluation
- Cours 3-FAODocument32 pagesCours 3-FAOReda MoukhfiPas encore d'évaluation
- Travail À Faire PDFDocument8 pagesTravail À Faire PDFamrPas encore d'évaluation
- Cote Fabrication DOC-prof MOUKHTARI - 2STMDocument7 pagesCote Fabrication DOC-prof MOUKHTARI - 2STMELMustaphaELMoukhtari50% (2)
- Elaboration D Un Avant Projet D Etude de Fabrication Apef CoursDocument8 pagesElaboration D Un Avant Projet D Etude de Fabrication Apef Courspinamark100% (1)
- Analyse de FabricationDocument14 pagesAnalyse de FabricationDayang DayangPas encore d'évaluation
- TD ApefDocument3 pagesTD Apefkamal0% (1)
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDocument46 pagesPartie 4 - Mise en Forme Par Déformation Plastique PDFamalPas encore d'évaluation
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- Cri DanDocument6 pagesCri Danmohamed1101Pas encore d'évaluation
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- GammeDocument18 pagesGammeMarwene Eniso Ben Arbia100% (4)
- Analyse Des Contraintes DDocument4 pagesAnalyse Des Contraintes DAbdelilah El Gmairi100% (1)
- 3 Correction DevoirDocument5 pages3 Correction Devoirhalim otmanePas encore d'évaluation
- Calcul ClavetteDocument5 pagesCalcul ClavetteHamza Liberados100% (1)
- Simulation D'usinage PDFDocument2 pagesSimulation D'usinage PDFPse Udo100% (1)
- 2-TD - Exemple-1Document4 pages2-TD - Exemple-1halim otmane100% (2)
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- Contrainte D'usinageDocument53 pagesContrainte D'usinagetaha oulkadi86% (7)
- IsostatismeDocument7 pagesIsostatismeredaPas encore d'évaluation
- Robot Peinture (À, Imprimer) 231024 150655Document8 pagesRobot Peinture (À, Imprimer) 231024 150655namou5836Pas encore d'évaluation
- Chap Ii - Isostatisme - 2023 PDFDocument13 pagesChap Ii - Isostatisme - 2023 PDFDelano TamkoPas encore d'évaluation
- CNC Si MP 2011Document27 pagesCNC Si MP 2011salma ait aliPas encore d'évaluation
- Travail de Groupe BM-1Document6 pagesTravail de Groupe BM-1Amadou DiawaraPas encore d'évaluation
- Partie 1Document4 pagesPartie 1Amal Hammami Ep SghaierPas encore d'évaluation
- Ap0288 21 05 Ds 004-Feuilles de Donnees Reservoir de Stockage Eau Anti-IncendieDocument2 pagesAp0288 21 05 Ds 004-Feuilles de Donnees Reservoir de Stockage Eau Anti-IncendieYasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modèle 2D Coque Double Symétrie-1Document10 pagesModélisation D'une Pièce-Yasmine-Modèle 2D Coque Double Symétrie-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modèle 2D Axisymétrie-1Document10 pagesModélisation D'une Pièce-Yasmine-Modèle 2D Axisymétrie-1Yasmine HammamiPas encore d'évaluation
- Analyse Des Données Analyse Des Données: Chapitre II: Analyse en Composantes Principales (ACP)Document23 pagesAnalyse Des Données Analyse Des Données: Chapitre II: Analyse en Composantes Principales (ACP)Yasmine HammamiPas encore d'évaluation
- Acp Sur SpssDocument4 pagesAcp Sur SpssYasmine Hammami100% (1)
- Feuille de Calcul Réservoir CirculaireDocument2 pagesFeuille de Calcul Réservoir CirculaireMustapha NajemPas encore d'évaluation
- Etude de Cas - CorrigéDocument5 pagesEtude de Cas - CorrigéYasmine HammamiPas encore d'évaluation
- Etude de CasDocument8 pagesEtude de CasYasmine HammamiPas encore d'évaluation
- Feuilletage 437Document23 pagesFeuilletage 437Yasmine HammamiPas encore d'évaluation
- AFPS Guide Technique 2014 Reservoire de Stockage Partie B PDFDocument97 pagesAFPS Guide Technique 2014 Reservoire de Stockage Partie B PDFYassineElabdPas encore d'évaluation
- Analyse Des Données Analyse Des DonnéesDocument24 pagesAnalyse Des Données Analyse Des DonnéesYasmine HammamiPas encore d'évaluation
- Lettre Motivation Ingenieur MecaniqueDocument2 pagesLettre Motivation Ingenieur MecaniqueYasmine HammamiPas encore d'évaluation
- Le Projet Personnel Et ProfessionnelDocument25 pagesLe Projet Personnel Et ProfessionnelYasmine Hammami100% (1)
- Acp Sur SpssDocument4 pagesAcp Sur SpssYasmine Hammami100% (1)
- DESSIN TECHNIQUE Cours Et Exercices Avec Solutions WWW Cours-Electromecanique ComDocument276 pagesDESSIN TECHNIQUE Cours Et Exercices Avec Solutions WWW Cours-Electromecanique ComYasmine HammamiPas encore d'évaluation
- Make A StartDocument21 pagesMake A StartYasmine HammamiPas encore d'évaluation
- Leçon 6 Elaboration D'un Avant Projet de GammeDocument11 pagesLeçon 6 Elaboration D'un Avant Projet de GammeYasmine HammamiPas encore d'évaluation
- TD Serie No 2Document3 pagesTD Serie No 2soufiane8fkaPas encore d'évaluation
- TableauxDocument18 pagesTableauxYasmine HammamiPas encore d'évaluation
- ThermocoupleDocument8 pagesThermocoupleYasmine HammamiPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- Construction Industrielle Dessin Technique Calcul MecaniqueDocument257 pagesConstruction Industrielle Dessin Technique Calcul MecaniqueYasmine HammamiPas encore d'évaluation
- ProjetDocument14 pagesProjetYasmine HammamiPas encore d'évaluation
- AD IIT Exam Prin 2020 ProjetDocument3 pagesAD IIT Exam Prin 2020 ProjetYasmine HammamiPas encore d'évaluation
- Exemple de Business PlanDocument30 pagesExemple de Business PlanYasmine HammamiPas encore d'évaluation
- Atelier TournageDocument4 pagesAtelier TournageYasmine HammamiPas encore d'évaluation
- Bilan Energétique Sur Un Echangeur de ChaleurDocument6 pagesBilan Energétique Sur Un Echangeur de ChaleurYasmine HammamiPas encore d'évaluation
- Dossier Corrigé MecaDocument8 pagesDossier Corrigé Mecaantoine71160Pas encore d'évaluation
- S2 1011 Mecanique Des Fluides TD CorrectionDocument9 pagesS2 1011 Mecanique Des Fluides TD Correctiontarif ashtarPas encore d'évaluation
- Chimie Des MateriauxDocument155 pagesChimie Des Materiauxbouallegue_moun180650% (2)
- Programme Instrumentation Et Métrologie LEEA2 - S3 PDFDocument2 pagesProgramme Instrumentation Et Métrologie LEEA2 - S3 PDFParfumerie Actu'EllePas encore d'évaluation
- 636116bfcb71b - Magazine1 ÉnoncéDocument5 pages636116bfcb71b - Magazine1 ÉnoncéAmine MohamedPas encore d'évaluation
- Couples de Serrage - Couples de Controle (Gedore) PDFDocument12 pagesCouples de Serrage - Couples de Controle (Gedore) PDFAmi RoslanePas encore d'évaluation
- RPFE (Récupération de L'énergie Biomécanique) 2023Document38 pagesRPFE (Récupération de L'énergie Biomécanique) 2023Loffy AyouPas encore d'évaluation
- Control Non DestructifDocument7 pagesControl Non Destructifhouyam hamdiPas encore d'évaluation
- Formulaire Dipoles ParfaitsDocument1 pageFormulaire Dipoles ParfaitsDavid100% (1)
- Gilbert Simondon L'Individuation Psychique Et CoDocument138 pagesGilbert Simondon L'Individuation Psychique Et CoMariana Kaufman100% (1)
- QCM Phisique-ChimieDocument2 pagesQCM Phisique-ChimieklowkerPas encore d'évaluation
- 55-1-2 PhysicsDocument15 pages55-1-2 PhysicsAli GadaPas encore d'évaluation
- C4 2Document22 pagesC4 2Hoang-Vu BuiPas encore d'évaluation
- Chap M2Document33 pagesChap M2Kader MilanoPas encore d'évaluation
- Correction Examen PC Juin 2016 2bac SVT FRDocument7 pagesCorrection Examen PC Juin 2016 2bac SVT FRhassan ibnahmadPas encore d'évaluation
- Ens ScientDocument1 pageEns ScientfachaferreroPas encore d'évaluation
- M Ecanique Quantique II - Corrig e S Erie 2: 1 Delta de Dirac IDocument9 pagesM Ecanique Quantique II - Corrig e S Erie 2: 1 Delta de Dirac Iaba armelPas encore d'évaluation
- TD1Document1 pageTD1DjamalPas encore d'évaluation
- Cours S4 Edp 08Document81 pagesCours S4 Edp 08Guy Gildas DjemPas encore d'évaluation
- Chapitre1-Vecteurs Torseurs PDFDocument19 pagesChapitre1-Vecteurs Torseurs PDFIlies GourriPas encore d'évaluation
- Edgar Morin Introduction A La Pense e Complexe PDF Images Avec Recherche PDFDocument157 pagesEdgar Morin Introduction A La Pense e Complexe PDF Images Avec Recherche PDFLeonardo David Hdez83% (6)
- Chap I I Biomedical eDocument26 pagesChap I I Biomedical eZOUHAIR KADDIOUIPas encore d'évaluation
- تمارينDocument4 pagesتمارينnouraddine tadmoriPas encore d'évaluation
- 1.série N°1 de Chimie II - 1er CP - 2018-2019 ModDocument7 pages1.série N°1 de Chimie II - 1er CP - 2018-2019 ModLAICHAOUI NOURELIMANEPas encore d'évaluation
- Cours DSsDocument227 pagesCours DSslouabdiaPas encore d'évaluation
- Modélisation en 2 Dimensions D'une Poutre de Forme Rectangulaire Trouée, Homogène Et Isotrope en Élastoplasticité Sous Sollicitation StatiqueDocument8 pagesModélisation en 2 Dimensions D'une Poutre de Forme Rectangulaire Trouée, Homogène Et Isotrope en Élastoplasticité Sous Sollicitation StatiqueYOUNES KABBAJPas encore d'évaluation
- Les Defauts TriphasesDocument12 pagesLes Defauts TriphasesBillel Soti100% (1)
- Dans Les Secrets de L UniversDocument165 pagesDans Les Secrets de L UniversNihad FarahPas encore d'évaluation
- L'Infini Dans La Paume de La Main - Matthieu Ricard Et Thuan Trinh Xuan PDFDocument465 pagesL'Infini Dans La Paume de La Main - Matthieu Ricard Et Thuan Trinh Xuan PDFVincenzo FlightPas encore d'évaluation