Vous aimerez peut-être aussi
- AmmoniacDocument6 pagesAmmoniacKreirate Sid Ahmed50% (2)
- Production Des Gaz Par Vaporeformage PDFDocument20 pagesProduction Des Gaz Par Vaporeformage PDFAyoub L'voy0% (1)
- Cours Découverte Fabrication de L'ammoniac: CH SH +H CH + H SDocument6 pagesCours Découverte Fabrication de L'ammoniac: CH SH +H CH + H SYahia ChouderPas encore d'évaluation
- Cours L2 2021 6Document3 pagesCours L2 2021 6Nedjm EddinePas encore d'évaluation
- Ammoniac, AnhydreDocument110 pagesAmmoniac, Anhydrelabdelkader84_988998Pas encore d'évaluation
- Synthèse D'ammoniacDocument20 pagesSynthèse D'ammoniacSơn PhanThanh100% (1)
- AP08 Synthese AmmoniacDocument2 pagesAP08 Synthese AmmoniacnadaPas encore d'évaluation
- Ammoniac PDFDocument68 pagesAmmoniac PDFAbdelhakim Bailal100% (2)
- 2017 - Que Faut-Il Savoir GicleursDocument44 pages2017 - Que Faut-Il Savoir GicleursMohamed Taha ZaridPas encore d'évaluation
- Traitement Des Gaz Et Des EauxDocument19 pagesTraitement Des Gaz Et Des EauxSaliha AidounPas encore d'évaluation
- Ammoniac FRDocument113 pagesAmmoniac FRWassim Hajji0% (1)
- Acide Sulfurique - CopieDocument9 pagesAcide Sulfurique - CopieismailinesPas encore d'évaluation
- Obtention de L'ammoniac Procédé HABER-BOSCH: N + 3H 2NHDocument3 pagesObtention de L'ammoniac Procédé HABER-BOSCH: N + 3H 2NHMa LiaPas encore d'évaluation
- Energieplus-Lesite - Be-Combustion Et CombustiblesDocument6 pagesEnergieplus-Lesite - Be-Combustion Et CombustiblesDjamila BENYOUCEF100% (1)
- Ammoniac R717Document2 pagesAmmoniac R717amolaPas encore d'évaluation
- ChaudièresDocument17 pagesChaudièresAdil ELPas encore d'évaluation
- Oukil Anfal PDFDocument131 pagesOukil Anfal PDFAbu SiradjPas encore d'évaluation
- CONTROLE DES PERFORMANCES DES - Bouziani M'barek - 605Document32 pagesCONTROLE DES PERFORMANCES DES - Bouziani M'barek - 605Anaibar TarikPas encore d'évaluation
- Amira & AmraniDocument146 pagesAmira & AmranibelkacemPas encore d'évaluation
- 7 3 FDS Fioul LourdDocument35 pages7 3 FDS Fioul LourdSalah JallaliPas encore d'évaluation
- Présentation Du Process GL2ZDocument24 pagesPrésentation Du Process GL2ZimenePas encore d'évaluation
- Presentation AmmoniacDocument28 pagesPresentation AmmoniacDriss Saadi100% (1)
- Memoire FinaleDocument61 pagesMemoire FinaleSalah SaadiPas encore d'évaluation
- ASP EmploiDocument31 pagesASP EmploiAhm RezPas encore d'évaluation
- Combustion PDFDocument11 pagesCombustion PDFfredonbenjaminPas encore d'évaluation
- Rapport de Stage RaffinerieDocument17 pagesRapport de Stage RaffinerieAbdelmajid ID MouhPas encore d'évaluation
- Le Carburant Et ComburantDocument14 pagesLe Carburant Et ComburantMAKHOPas encore d'évaluation
- Somiz 1Document40 pagesSomiz 1Allaa BoukhelfPas encore d'évaluation
- Les Problemes de Hassi R-MelDocument7 pagesLes Problemes de Hassi R-MelAlice AmbrePas encore d'évaluation
- Grands Volumes de Produits Chimique Inorganiques Ammoniac, Acides Et EngraisDocument471 pagesGrands Volumes de Produits Chimique Inorganiques Ammoniac, Acides Et EngraisYassine LemsyehPas encore d'évaluation
- Déshydration Du GazDocument279 pagesDéshydration Du Gazfatma belkacemiPas encore d'évaluation
- Résumé Pollution de LairDocument10 pagesRésumé Pollution de Lairmahdi araarPas encore d'évaluation
- Captage Et Stockage CO2Document14 pagesCaptage Et Stockage CO2HOUEL100% (1)
- Calcul Du Rendement Du Chaudiere 02Document30 pagesCalcul Du Rendement Du Chaudiere 02Amine AlouiPas encore d'évaluation
- Cours GNL2 1Document189 pagesCours GNL2 1oussama100% (1)
- Master 1Document65 pagesMaster 1Mohammed Ben Ali100% (1)
- Questions FrequentesDocument7 pagesQuestions FrequentesNassim Ben AbdeddayemPas encore d'évaluation
- Eia FRDocument158 pagesEia FRcyrine khbouPas encore d'évaluation
- Benchmark Ammoniac Web PDFDocument171 pagesBenchmark Ammoniac Web PDFIsam KamalPas encore d'évaluation
- Brochure IDS 2011Document6 pagesBrochure IDS 2011idscasaPas encore d'évaluation
- MANUELDocument130 pagesMANUELHadjer ZitounePas encore d'évaluation
- Soutenance hb3 2Document48 pagesSoutenance hb3 2Oussama Laribi100% (1)
- Rapport Chaimaa Et SalmaDocument39 pagesRapport Chaimaa Et SalmaOuma BaPas encore d'évaluation
- Riello Bruleur 50Document2 pagesRiello Bruleur 50Eden BenPas encore d'évaluation
- Alasmar Eliane 2018Document234 pagesAlasmar Eliane 2018Hk EhPas encore d'évaluation
- PFEDocument8 pagesPFEGOUAREF SAMIRPas encore d'évaluation
- GM ProductionDocument13 pagesGM ProductionAlex SkanderPas encore d'évaluation
- Thème: Mémoire de MagisterDocument170 pagesThème: Mémoire de MagisterzahiraPas encore d'évaluation
- M202-Chaudieres Et Reseaux VapeurDocument153 pagesM202-Chaudieres Et Reseaux Vapeurzakaria.ockarPas encore d'évaluation
- Reforming CatalytiquexDocument20 pagesReforming CatalytiquexHadjer zit100% (1)
- Manual-De-Formation-G N Rale-Sp Cifique Amm12 Rev0.PDF Filename UTF-8''Manual-De-Formation-Générale-spécifique Amm12 Rev0Document87 pagesManual-De-Formation-G N Rale-Sp Cifique Amm12 Rev0.PDF Filename UTF-8''Manual-De-Formation-Générale-spécifique Amm12 Rev0Badredine EDDAIDJPas encore d'évaluation
- PRO 819231 00 Condensate-Manual FRDocument178 pagesPRO 819231 00 Condensate-Manual FRHoucine JbaraPas encore d'évaluation
- Élimination Des Colorants Des Eaux Résiduaires de L'industrie Textile Par La Bentonite Et Des Sels D'aluminiumDocument16 pagesÉlimination Des Colorants Des Eaux Résiduaires de L'industrie Textile Par La Bentonite Et Des Sels D'aluminiumkamdemPas encore d'évaluation
- Fabrication de BiogazDocument41 pagesFabrication de BiogazDesigner BrainPas encore d'évaluation
- Chapitre IIIDocument15 pagesChapitre IIIYASMINE ABBASPas encore d'évaluation
- Cycle Vie PVC RecyclageDocument11 pagesCycle Vie PVC RecyclageTahani GouaouPas encore d'évaluation
- Tabet Roumaissa PDFDocument76 pagesTabet Roumaissa PDFsholadzPas encore d'évaluation
- Technologies Émergentes Dans Le Domaine De L'Énergie [French]D'EverandTechnologies Émergentes Dans Le Domaine De L'Énergie [French]Pas encore d'évaluation
- PublicationDocument10 pagesPublicationVeron djonkepPas encore d'évaluation
- These ChaffraixDocument218 pagesThese ChaffraixwidadPas encore d'évaluation
- Bts Cira U31-SujetDocument6 pagesBts Cira U31-SujetVeron djonkepPas encore d'évaluation
- Bts Cira U31-SujetDocument6 pagesBts Cira U31-SujetVeron djonkepPas encore d'évaluation
- 7 Fluidisation: F o JeDocument10 pages7 Fluidisation: F o JeVeron djonkepPas encore d'évaluation
- 2.2. Synthèse Et Stockage de L'ammoniacDocument8 pages2.2. Synthèse Et Stockage de L'ammoniacVeron djonkepPas encore d'évaluation
- PublicationDocument10 pagesPublicationVeron djonkepPas encore d'évaluation
- 7 Fluidisation: F o JeDocument10 pages7 Fluidisation: F o JeVeron djonkepPas encore d'évaluation
- Bts Cira U31-SujetDocument6 pagesBts Cira U31-SujetVeron djonkepPas encore d'évaluation
- 7 Fluidisation: F o JeDocument10 pages7 Fluidisation: F o JeVeron djonkepPas encore d'évaluation
- PublicationDocument10 pagesPublicationVeron djonkepPas encore d'évaluation
- Pompes À Vide À Piston Sec (PDFDrive)Document108 pagesPompes À Vide À Piston Sec (PDFDrive)Veron djonkepPas encore d'évaluation
- 2.2. Synthèse Et Stockage de L'ammoniacDocument8 pages2.2. Synthèse Et Stockage de L'ammoniacVeron djonkepPas encore d'évaluation
- CPS ClimatisationDocument2 pagesCPS Climatisationilyass tourkiPas encore d'évaluation
- Methode de TravailDocument2 pagesMethode de Travailamal akhoulouPas encore d'évaluation
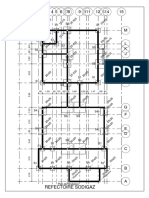
- Structure REFECTOIRE SODIGAZ PDFDocument44 pagesStructure REFECTOIRE SODIGAZ PDFheheheyPas encore d'évaluation
- Facteur de PuissanceDocument9 pagesFacteur de PuissancesonoumoudjibouPas encore d'évaluation
- Jeremie Gouyon Ok-2Document289 pagesJeremie Gouyon Ok-2leucinedijaPas encore d'évaluation
- Cas IS AmortissementsDocument3 pagesCas IS AmortissementsT. AndersonPas encore d'évaluation
- NF EN 1993-1-7 NA Aout 2008Document4 pagesNF EN 1993-1-7 NA Aout 2008fauvyPas encore d'évaluation
- Soukhoï Su-57 - WikipédiaDocument10 pagesSoukhoï Su-57 - WikipédiaMohamed Lamine TourePas encore d'évaluation
- TIG Ta33 Panneau de Commande FRDocument22 pagesTIG Ta33 Panneau de Commande FRk.a55Pas encore d'évaluation
- Exam MDMDocument4 pagesExam MDMHaithem AminePas encore d'évaluation
- Karim, Ousmane Socé PDFDocument27 pagesKarim, Ousmane Socé PDFL’unique SuperboyPas encore d'évaluation
- Matièreexamen 4 Ème Aet DDocument6 pagesMatièreexamen 4 Ème Aet DToby 17Pas encore d'évaluation
- Catalogue PHOTOFLEX en FrancaisDocument26 pagesCatalogue PHOTOFLEX en FrancaisAllanlitwinPas encore d'évaluation
- Cours OrdonnacementDocument17 pagesCours OrdonnacementMed ArefPas encore d'évaluation
- PDFDocument24 pagesPDFCompétitionPas encore d'évaluation
- Sco BP1Document5 pagesSco BP1Philippe Diego DelasvegasPas encore d'évaluation
- TD2 MCC Corrigé InfotroniqueDocument3 pagesTD2 MCC Corrigé InfotroniqueRima AlayaPas encore d'évaluation
- S o Mortaiseuse MechesDocument2 pagesS o Mortaiseuse Mechesp bwPas encore d'évaluation
- AFAM - Projet de RechercheDocument23 pagesAFAM - Projet de RechercheAlbert Francis Abega MekongoPas encore d'évaluation
- Dictionnaire Amoureux Des Dieux Et Des DéessesDocument273 pagesDictionnaire Amoureux Des Dieux Et Des DéessesKone Assane100% (1)
- Act2 1Document4 pagesAct2 1nassima ghallabiPas encore d'évaluation
- Introduction A L'immunologieDocument9 pagesIntroduction A L'immunologieBalakibawi ESSOPas encore d'évaluation
- Cours 3 ProthèseDocument4 pagesCours 3 ProthèseDDan2005Pas encore d'évaluation
- Glossaire Les Littoraux - PufDocument11 pagesGlossaire Les Littoraux - PufAndréaPas encore d'évaluation
- Exos PDT Conjugaison G1Document16 pagesExos PDT Conjugaison G1Olivier Benard100% (1)
- Mur Types PDFDocument76 pagesMur Types PDFWafaa ElyaâgoubiPas encore d'évaluation
- Les Thèmes Du Dalf C1Document28 pagesLes Thèmes Du Dalf C1Ioana Babarus100% (1)
- Hygiène HospitalièreDocument4 pagesHygiène HospitalièreJamal MalouPas encore d'évaluation
- Enquête de Fréquentation Culturelle 2015 PDFDocument35 pagesEnquête de Fréquentation Culturelle 2015 PDFilikesummer1234Pas encore d'évaluation
- 1sm G Fonction Ex SeulDocument5 pages1sm G Fonction Ex SeulSouhail El AsferPas encore d'évaluation

























































![Technologies Émergentes Dans Le Domaine De L'Énergie [French]](https://imgv2-2-f.scribdassets.com/img/series/600946556/149x198/5b401f5dbe/1713995319?v=1)