Vous aimerez peut-être aussi
- Cours Ex Op - SMED PDFDocument7 pagesCours Ex Op - SMED PDFهجار العاقلPas encore d'évaluation
- IntroductionDocument7 pagesIntroductionAnissa LamraniPas encore d'évaluation
- Bac Anal 2008Document26 pagesBac Anal 2008Guy EffaPas encore d'évaluation
- B30 Pour DallageDocument3 pagesB30 Pour Dallagebrbfb fPas encore d'évaluation
- Proc Exe Des CoffragesDocument12 pagesProc Exe Des CoffragesKAHO Marius100% (1)
- CHAPITRE 1 - GénéralitésDocument5 pagesCHAPITRE 1 - GénéralitésabsiPas encore d'évaluation
- Devoir 2 - Betb - G03Document8 pagesDevoir 2 - Betb - G03Omar ZinelabidinePas encore d'évaluation
- U11 2020 SujetDocument16 pagesU11 2020 Sujetmathys francoPas encore d'évaluation
- MAQ B Temex CeramicsDocument52 pagesMAQ B Temex Ceramicsyosra mdaghriPas encore d'évaluation
- Rapport de Stage-3Document21 pagesRapport de Stage-3Fernand djeff0% (1)
- BTS Obtention de Pièces Par MoulageDocument16 pagesBTS Obtention de Pièces Par MoulageElias BOYERPas encore d'évaluation
- Cours - AC - Chap 6Document22 pagesCours - AC - Chap 6ayoub karroumPas encore d'évaluation
- Rpport ModelisaDocument17 pagesRpport ModelisaMichael KassifaPas encore d'évaluation
- Définition MéthodeDocument4 pagesDéfinition Méthodemonsieir sebPas encore d'évaluation
- CCTP - Lot Courants Faibles - SSI Indb - 5Document20 pagesCCTP - Lot Courants Faibles - SSI Indb - 5Raynald HillionPas encore d'évaluation
- Elaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueDocument9 pagesElaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueMakrem CherifPas encore d'évaluation
- Presentation Memoire DjouDocument31 pagesPresentation Memoire DjouDJOU SONHOFO MorellePas encore d'évaluation
- UTC Formation 2009 Le SMED (Mode de Compatibilité) (Réparé)Document88 pagesUTC Formation 2009 Le SMED (Mode de Compatibilité) (Réparé)Mohamed ELmejriPas encore d'évaluation
- 14.13 (6648-1061-5-PS-OM-0001) Condensate Polishing Unit - II (Unit 1061) - FRDocument31 pages14.13 (6648-1061-5-PS-OM-0001) Condensate Polishing Unit - II (Unit 1061) - FRMohamed OuichaouiPas encore d'évaluation
- Chapitre Iv LeanDocument15 pagesChapitre Iv LeanNajm HbibiPas encore d'évaluation
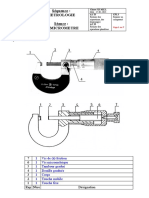
- Micromètre Prof 1Document7 pagesMicromètre Prof 1Flavien CharfiPas encore d'évaluation
- Cour MoulageDocument15 pagesCour Moulageayoub binnejPas encore d'évaluation
- Annales ITBTP N°482 - Regles Pro Sur Les DallagesDocument32 pagesAnnales ITBTP N°482 - Regles Pro Sur Les Dallagessautier_thomas100% (4)
- Rapport Stage DeuxiemeDocument20 pagesRapport Stage DeuxiemeZaina KeubouPas encore d'évaluation
- Essai Labo Béton Cours Pour Technicien Du BâtimentDocument49 pagesEssai Labo Béton Cours Pour Technicien Du BâtimentAbdelaliJlioui100% (1)
- Sujet 2Document8 pagesSujet 2rokedPas encore d'évaluation
- Etudeduntablierdepontmixteferroviaire 170905143955 PDFDocument56 pagesEtudeduntablierdepontmixteferroviaire 170905143955 PDFFoudilYouyouPas encore d'évaluation
- SMEDDocument16 pagesSMEDAnass ZitanPas encore d'évaluation
- Procédure PeintureDocument39 pagesProcédure PeinturekarimPas encore d'évaluation
- Licence MOUCKALA-1Document30 pagesLicence MOUCKALA-1sckotmouckalPas encore d'évaluation
- Main D'œuvre Et Temps Unitaires - Méthodes BTPDocument7 pagesMain D'œuvre Et Temps Unitaires - Méthodes BTPGweltaz PieguPas encore d'évaluation
- Marc AnthonyDocument20 pagesMarc AnthonyFabrice Bessime-MinkoPas encore d'évaluation
- Présentation Eddy 22Document18 pagesPrésentation Eddy 22Fabrice Bessime-MinkoPas encore d'évaluation
- Lot 07-ElectriciteDocument77 pagesLot 07-ElectriciteSALEM YoussefPas encore d'évaluation
- 302-gerflor-pmo-bat-pose-collee-dalles-frDocument2 pages302-gerflor-pmo-bat-pose-collee-dalles-frwefinish.dzPas encore d'évaluation
- Note de Calcul Dalot D o o T Complet Version 2Document43 pagesNote de Calcul Dalot D o o T Complet Version 2limmoud2j100% (13)
- Corrigé EFP TSCTTP 2011Document3 pagesCorrigé EFP TSCTTP 2011UPALERMO TVPas encore d'évaluation
- Note de Calcul Sci KenrilDocument238 pagesNote de Calcul Sci Kenrillando de chancePas encore d'évaluation
- 8122 TP Mag 1 Car o LinerDocument9 pages8122 TP Mag 1 Car o LinerNorr MalPas encore d'évaluation
- PV de Reception Provisoire Languibonou - 03 - 09 - 2015Document13 pagesPV de Reception Provisoire Languibonou - 03 - 09 - 2015Stanley Soars100% (1)
- TP Tapis Roulant 1sens de MarcheDocument9 pagesTP Tapis Roulant 1sens de MarcheMaleno SantosPas encore d'évaluation
- SmedDocument33 pagesSmedKamal MefPas encore d'évaluation
- Corps Du ProjetDocument8 pagesCorps Du ProjetRoger Adam's Kouyang TaptoussiaPas encore d'évaluation
- 7599FDocument49 pages7599FLawrd RrafiePas encore d'évaluation
- UTC Formation 2009 Le SMEDDocument88 pagesUTC Formation 2009 Le SMEDAhmed GADDOURPas encore d'évaluation
- Rapport de Stage 2Document19 pagesRapport de Stage 2Manel HajjiPas encore d'évaluation
- TP 2018 2019Document25 pagesTP 2018 2019aziz loud100% (1)
- PowerPoint Les Niveaux Et TPMDocument24 pagesPowerPoint Les Niveaux Et TPMaymenPas encore d'évaluation
- 14.7 (6648-1051-5-PS-OM-0001) Boiler FEED Water Steam & Power System - II (Uni - FRDocument55 pages14.7 (6648-1051-5-PS-OM-0001) Boiler FEED Water Steam & Power System - II (Uni - FRMohamed OuichaouiPas encore d'évaluation
- Memoire BEDDA ZEKRI Master 2016 PDFDocument54 pagesMemoire BEDDA ZEKRI Master 2016 PDFYouoyouPas encore d'évaluation
- Mauritanie - RAP Projet Route 2Document40 pagesMauritanie - RAP Projet Route 2Aubin NoupoueaubinPas encore d'évaluation
- GlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03Document86 pagesGlobalGarden Divers Kundendiensthandbuch 92 Wsm92 FR 97-03yoannPas encore d'évaluation
- Note de Calcul Sci Kenril Complet-1Document155 pagesNote de Calcul Sci Kenril Complet-1marthialprofPas encore d'évaluation
- RP5294-07-2020 Eb10-Bbsg3 BJ01Document7 pagesRP5294-07-2020 Eb10-Bbsg3 BJ01ALAKOUKOPas encore d'évaluation
- Chap 4 Maintenance 2020Document18 pagesChap 4 Maintenance 2020ayoub karroumPas encore d'évaluation
- Cours - AC - Chap 6Document22 pagesCours - AC - Chap 6ayoub karroumPas encore d'évaluation
- Cours - AC - Chap 4Document12 pagesCours - AC - Chap 4ayoub karroumPas encore d'évaluation
- Chap 2 Maintenance 2020Document27 pagesChap 2 Maintenance 2020ayoub karroumPas encore d'évaluation
- Chap 1 Maintenance 2020Document15 pagesChap 1 Maintenance 2020ayoub karroumPas encore d'évaluation
- Outils QualitéDocument47 pagesOutils QualitéJalil Errahmani100% (4)
- Correction TDDocument2 pagesCorrection TDamine jerbouyPas encore d'évaluation
- SMEDDocument30 pagesSMEDMahdi El MarrakchiPas encore d'évaluation
- Compte Rendu 5s Edine Sarah Elodie JesusDocument5 pagesCompte Rendu 5s Edine Sarah Elodie JesusbenkPas encore d'évaluation
- La Méthode SMEDDocument15 pagesLa Méthode SMEDMohamed ZaaratPas encore d'évaluation
- Ch6 Les Outils de La QualitéDocument70 pagesCh6 Les Outils de La QualitéMourad SeloughaPas encore d'évaluation
- Juste À Temps.Document39 pagesJuste À Temps.chair_manPas encore d'évaluation
- (Fujikura) Chapitre - 4Document22 pages(Fujikura) Chapitre - 4Ayoub RubioPas encore d'évaluation
- Rapport de StageDocument55 pagesRapport de StageSalwa MihoubiPas encore d'évaluation
- De L'Innovation Au Changement: David CoudurierDocument71 pagesDe L'Innovation Au Changement: David CoudurierFaress Rabi100% (1)
- Amélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SDocument68 pagesAmélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SmehdiPas encore d'évaluation
- Chapitre 4 JATDocument9 pagesChapitre 4 JATAbderraouf KhenchouchePas encore d'évaluation
- Lean Management WMDocument70 pagesLean Management WMHassen DamiPas encore d'évaluation
- SMEDDocument18 pagesSMEDSoleille NdamkamPas encore d'évaluation
- Présentation Kaizen Final2020-2021Document46 pagesPrésentation Kaizen Final2020-2021Rachidh Uverkane100% (1)
- CoursDocument53 pagesCourshamza012160Pas encore d'évaluation
- SMEDDocument10 pagesSMEDFatimaezzahra JihaouiPas encore d'évaluation
- SMED (1) (Enregistré Automatiquement)Document19 pagesSMED (1) (Enregistré Automatiquement)Imane Salam Labass BouazaPas encore d'évaluation
- Etablissement Des Standards de - SOULE Abdou Akim Kolawole - 321 PDFDocument64 pagesEtablissement Des Standards de - SOULE Abdou Akim Kolawole - 321 PDFBougaalech Med AminePas encore d'évaluation
- QCM SmedDocument3 pagesQCM SmedAb Sar100% (2)
- Support de Cours - Gestion de ProductionDocument20 pagesSupport de Cours - Gestion de ProductionABLA SENTISSIPas encore d'évaluation
- GROUPE 8 PowerPointDocument45 pagesGROUPE 8 PowerPointmelissa.benk.mbPas encore d'évaluation
- Groupe N°26 - L'optimisation de La ProductionnDocument19 pagesGroupe N°26 - L'optimisation de La ProductionnOverDoc100% (2)
- Lean ManagementDocument23 pagesLean ManagementMor NdiayePas encore d'évaluation
- L'école JaponaiseDocument13 pagesL'école JaponaiseNada Hiddi100% (3)
- Fiche SMEDDocument2 pagesFiche SMEDTommy NantenainaPas encore d'évaluation
- Innovation CoursDocument71 pagesInnovation CoursMohamed SahilPas encore d'évaluation
- Chapitre 5 - Outils D'amélioration Des FluxDocument16 pagesChapitre 5 - Outils D'amélioration Des FluxnyckeauPas encore d'évaluation
- SMEDDocument4 pagesSMEDtaherkarwiPas encore d'évaluation