Vous aimerez peut-être aussi
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaPas encore d'évaluation
- Taillage D'engrenages À L'outil Ou Fraise Module: I Définition - DescriptionDocument5 pagesTaillage D'engrenages À L'outil Ou Fraise Module: I Définition - Descriptionbassem kortasPas encore d'évaluation
- WINCAM 3 CFAO - درس محاكاة الصنع للسنة الثالثة ثانوي هندسة ميكانيكية بواسطة برنامج PDFDocument14 pagesWINCAM 3 CFAO - درس محاكاة الصنع للسنة الثالثة ثانوي هندسة ميكانيكية بواسطة برنامج PDFAlix BoubanPas encore d'évaluation
- MSSR - 1-TP - 2019 V0Document23 pagesMSSR - 1-TP - 2019 V0pierre chantelotPas encore d'évaluation
- COMPTEDocument5 pagesCOMPTEblack stone100% (2)
- FiletageDocument5 pagesFiletageKouam kamguaingPas encore d'évaluation
- tp4 Fraisage Avec Plateau DiviseurDocument6 pagestp4 Fraisage Avec Plateau Diviseurۥٰ ۥٰ ۥٰ ۥٰPas encore d'évaluation
- Analyse GranulométriqueDocument5 pagesAnalyse Granulométriquesdsda100% (1)
- Barre SinusDocument3 pagesBarre SinusAlaoui KhadidjaPas encore d'évaluation
- Comparateur À CadranDocument4 pagesComparateur À CadranCharaf LeoPas encore d'évaluation
- Cours Perspective IsometriqueDocument3 pagesCours Perspective IsometriqueMdzayd EL FahimePas encore d'évaluation
- Dessin D'ensembleDocument6 pagesDessin D'ensembleamri mohamed100% (1)
- Test TP Mef 2020 - 2021Document3 pagesTest TP Mef 2020 - 2021Adel NeymoPas encore d'évaluation
- Programmation Dun Centre Dusinage CNDocument73 pagesProgrammation Dun Centre Dusinage CNSamir2020Pas encore d'évaluation
- TP AffutageDocument12 pagesTP AffutageEya EssayelPas encore d'évaluation
- Tracteur EmbarreurDocument2 pagesTracteur EmbarreurMehrez ZaafouriPas encore d'évaluation
- Catalogue Des Presses MécaniquesDocument48 pagesCatalogue Des Presses MécaniquesAnonyme AccountPas encore d'évaluation
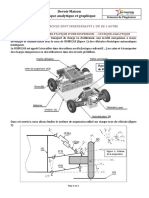
- DM Statique Analytique GraphiqueDocument5 pagesDM Statique Analytique GraphiqueFlav MPas encore d'évaluation
- Le Dessin Assisté Par Ordinateur (DAO:: Fouhma Nidhal Groupe: 03 2 Licence Production ProfessionnelDocument8 pagesLe Dessin Assisté Par Ordinateur (DAO:: Fouhma Nidhal Groupe: 03 2 Licence Production Professionnelنضال نضالPas encore d'évaluation
- RivuresDocument14 pagesRivuresKouchad FouadPas encore d'évaluation
- Chapitre04 EXERCICESDocument13 pagesChapitre04 EXERCICESAudrey RondeauPas encore d'évaluation
- Compte Rendu Du TP: Année: 2éme Année LicenceDocument12 pagesCompte Rendu Du TP: Année: 2éme Année LicenceOum AyoubPas encore d'évaluation
- TD - Vérin Rotatif AmortiDocument5 pagesTD - Vérin Rotatif AmortiLAILA BNPas encore d'évaluation
- BEC4841-défauts Dentures PDFDocument136 pagesBEC4841-défauts Dentures PDFytupidPas encore d'évaluation
- TP Fraisage 13 12 2016Document7 pagesTP Fraisage 13 12 2016Feriel GhouilaPas encore d'évaluation
- 2 Éme Cours de Dessin Industriel 3 CMDocument14 pages2 Éme Cours de Dessin Industriel 3 CMMohamed IsLemPas encore d'évaluation
- TP Soudage Par PointeDocument1 pageTP Soudage Par PointeOualidPas encore d'évaluation
- Ii - Dessin de Définition D'un Produit FiniDocument7 pagesIi - Dessin de Définition D'un Produit Finikokou100% (1)
- Ateliers Flexibles D.doc1Document7 pagesAteliers Flexibles D.doc1Aliouat MohcenPas encore d'évaluation
- Dessin Technique WatermarkDocument71 pagesDessin Technique WatermarkAxel IngabirePas encore d'évaluation
- TP FabDocument13 pagesTP Fabnadir benyoucefPas encore d'évaluation
- AI Bap C Assist Fabric Mécanique 148Document13 pagesAI Bap C Assist Fabric Mécanique 148Donald TeyouPas encore d'évaluation
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriPas encore d'évaluation
- Cours TournageDocument3 pagesCours TournageNassro ZiadPas encore d'évaluation
- Le RectificationDocument3 pagesLe RectificationOussama El ghanemyPas encore d'évaluation
- TP N°0 Présentation Du Logiciel CATIADocument19 pagesTP N°0 Présentation Du Logiciel CATIAOumayma JomâaPas encore d'évaluation
- Atelier Cao2 tp1Document39 pagesAtelier Cao2 tp1adel hedhli100% (1)
- RectificationDocument18 pagesRectificationSehili Mohamed houssemPas encore d'évaluation
- Calcul SinusDocument1 pageCalcul SinusJay SlvatrPas encore d'évaluation
- TP Fonderie 1Document4 pagesTP Fonderie 1jihenk100% (1)
- La Fraiseuse Universelle 10N GambinDocument6 pagesLa Fraiseuse Universelle 10N GambinBechir Hamdi0% (1)
- Examen 2013 Correction PDFDocument10 pagesExamen 2013 Correction PDFNassim RabaouiPas encore d'évaluation
- FAO SeanceuneDocument26 pagesFAO SeanceuneMurielle LemogoPas encore d'évaluation
- Partie 8 - Procédés de Fabrication Sans Outil Coupant PDFDocument11 pagesPartie 8 - Procédés de Fabrication Sans Outil Coupant PDFamalPas encore d'évaluation
- CH 2 GINDUS Généralités UsinageDocument70 pagesCH 2 GINDUS Généralités UsinageMeryem JanatiPas encore d'évaluation
- 3 - APPAREIL DIVISEUR Cours Master ConstDocument8 pages3 - APPAREIL DIVISEUR Cours Master ConstLokman HamzaPas encore d'évaluation
- Techniques Du Lancer Du RayonDocument81 pagesTechniques Du Lancer Du RayonHichem FellahPas encore d'évaluation
- 2cours de Fabrication Usinage Par Enlèvement de CopeauxDocument5 pages2cours de Fabrication Usinage Par Enlèvement de CopeauxEtienne BouronPas encore d'évaluation
- Cimco CNC Calc ProgDocument52 pagesCimco CNC Calc ProgRyemPas encore d'évaluation
- Fabrica MecaniqueDocument41 pagesFabrica MecaniqueallloportoPas encore d'évaluation
- Exo 12 Mobilites SinusmaticDocument11 pagesExo 12 Mobilites SinusmaticSimoMonkad100% (1)
- FraisageDocument16 pagesFraisagemohamedmehri59Pas encore d'évaluation
- Compte Rendu TP ADocument14 pagesCompte Rendu TP Akallel hanenPas encore d'évaluation
- TP Treillis2Document6 pagesTP Treillis2Haddad CherifPas encore d'évaluation
- Isostatisme MipDocument9 pagesIsostatisme Mipmaraghni_hassine7592Pas encore d'évaluation
- (Analyse) Etau de Fraiseuse - e JMDocument3 pages(Analyse) Etau de Fraiseuse - e JMmarouf aek100% (3)
- Lecture Pied A CoulisseDocument4 pagesLecture Pied A CoulisseEric ROBINPas encore d'évaluation
- Les Origines PDFDocument7 pagesLes Origines PDFmamadouPas encore d'évaluation
- Formation Management de La Qualite Iso 9001 Version 2015Document141 pagesFormation Management de La Qualite Iso 9001 Version 2015benchikh lindaPas encore d'évaluation
- Dossier TechniqueDocument8 pagesDossier Techniquebenchikh lindaPas encore d'évaluation
- Chapitre 2Document15 pagesChapitre 2benchikh lindaPas encore d'évaluation
- TD1 ENR-PV-1eme GMDocument7 pagesTD1 ENR-PV-1eme GMbenchikh lindaPas encore d'évaluation
- Correction TDDocument17 pagesCorrection TDbenchikh lindaPas encore d'évaluation
- Cours MOCN - IIT 2023 CH1 12-02-2023Document16 pagesCours MOCN - IIT 2023 CH1 12-02-2023benchikh lindaPas encore d'évaluation
- Resume Transformateur PDFDocument3 pagesResume Transformateur PDFbenchikh lindaPas encore d'évaluation
- Cours MOCN - IIT 2023 CH3 27-2-2023 PDFDocument45 pagesCours MOCN - IIT 2023 CH3 27-2-2023 PDFbenchikh lindaPas encore d'évaluation
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- Boite À Outils Transfert de ConnaissancesDocument104 pagesBoite À Outils Transfert de ConnaissancesElyes Benhmida100% (2)
- Les Mensonges de La Propagande Néo Féministe by El Rayhan Z LibDocument31 pagesLes Mensonges de La Propagande Néo Féministe by El Rayhan Z LibGloria ChristiPas encore d'évaluation
- Diag Calculateur Edc16c3et16c34Document23 pagesDiag Calculateur Edc16c3et16c34luckyPas encore d'évaluation
- Atelier Adhérent CFDT: Les Unités Aéroportuaires en 12 HeuresDocument2 pagesAtelier Adhérent CFDT: Les Unités Aéroportuaires en 12 HeuresGérard MenvussaPas encore d'évaluation
- Piscicole - Analyse de La Chaine de Valeur de La Pisciculture Cote IvoireDocument12 pagesPiscicole - Analyse de La Chaine de Valeur de La Pisciculture Cote IvoireBienvenu Kakpo100% (1)
- ACL Bon CoursDocument16 pagesACL Bon CoursElvÏs ElvÏsPas encore d'évaluation
- Unity 5 FreDocument80 pagesUnity 5 Frestephane AbrePas encore d'évaluation
- Tuyauterie Liste de Prix FR 2021Document38 pagesTuyauterie Liste de Prix FR 2021Hassim CongoPas encore d'évaluation
- Extrait de Role BelabdiDocument1 pageExtrait de Role BelabdiAlexanor Asma0% (3)
- Suivi BudgetaireDocument12 pagesSuivi BudgetairecabeaureyPas encore d'évaluation
- Examen Optimisation Et ModélisationDocument1 pageExamen Optimisation Et ModélisationmalikaPas encore d'évaluation
- Pfe D LmerdDocument8 pagesPfe D LmerdHafsa El basriPas encore d'évaluation
- Catalogue DAI Pro 2018Document36 pagesCatalogue DAI Pro 2018Ricardo FelixPas encore d'évaluation
- MFG FR Outils Gestion Ressources Humaines 07 2007 PDFDocument190 pagesMFG FR Outils Gestion Ressources Humaines 07 2007 PDFstyve vorrenPas encore d'évaluation
- Copie de SoutenirDocument42 pagesCopie de SoutenirrniaryjaminaPas encore d'évaluation
- Serie QT Designer 2022-2023Document9 pagesSerie QT Designer 2022-2023Nesrine GharianiPas encore d'évaluation
- Econometrie Pour La FinanceDocument80 pagesEconometrie Pour La FinanceSiehi Toh ServaisPas encore d'évaluation
- Caractx DIESELDocument45 pagesCaractx DIESELAtone RomeoPas encore d'évaluation
- Cofrend Fiche MagnetoscopiewebDocument2 pagesCofrend Fiche MagnetoscopiewebAbdelkaderPas encore d'évaluation
- TDElec 8Document7 pagesTDElec 8oukkaPas encore d'évaluation
- Exos2 TorsionDocument2 pagesExos2 TorsionmohammedPas encore d'évaluation
- Intervention - Cas Marketing Nanterre 102013henkel DR Caspari PDFDocument80 pagesIntervention - Cas Marketing Nanterre 102013henkel DR Caspari PDFiyad_techPas encore d'évaluation
- Lavande Bâtiments Réseaux Sociaux RapportDocument9 pagesLavande Bâtiments Réseaux Sociaux RapportSara ZahafPas encore d'évaluation
- Résume RDMDocument5 pagesRésume RDMMoustapha Abdillahi abdiPas encore d'évaluation
- Fiche de Culture de La Pomme de TerreDocument10 pagesFiche de Culture de La Pomme de TerreFrançoisLassus-PigatPas encore d'évaluation
- الالتزام التنظيمي في المؤسسة الجزائريةDocument13 pagesالالتزام التنظيمي في المؤسسة الجزائريةaicha aichaPas encore d'évaluation
- Cour Ja Va DétailléDocument561 pagesCour Ja Va DétailléMajed Ben SaadaPas encore d'évaluation