Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Fluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?D'EverandFluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?Pas encore d'évaluation
- Soudage À L'arc À L'électrode Enrobée - Wikipédia PDFDocument7 pagesSoudage À L'arc À L'électrode Enrobée - Wikipédia PDFMalik AuresPas encore d'évaluation
- Définitions Et GénéralitésDocument6 pagesDéfinitions Et GénéralitésngouoPas encore d'évaluation
- Procede 121 Arc Automatique Sous Flux SolideDocument7 pagesProcede 121 Arc Automatique Sous Flux Solidemed chabanePas encore d'évaluation
- Cours MMADocument3 pagesCours MMAmed chabane100% (1)
- 615-Formation IWT (Part 4c)Document19 pages615-Formation IWT (Part 4c)Chokri AtefPas encore d'évaluation
- 1.1 Introduction GeneraleDocument35 pages1.1 Introduction Generaleapi34Pas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- Sommaire: Le Soudage Au Gaz (Au Chalumeau)Document27 pagesSommaire: Le Soudage Au Gaz (Au Chalumeau)Menad Salah100% (1)
- Soudage Mig-MagDocument7 pagesSoudage Mig-MagRami StorePas encore d'évaluation
- Essai de PliageDocument1 pageEssai de Pliageguillome14100% (1)
- Préparation Des Bords A SouderDocument2 pagesPréparation Des Bords A SouderIlyes kPas encore d'évaluation
- 1 - Introduction Générale Au SoudageDocument28 pages1 - Introduction Générale Au SoudageomatrPas encore d'évaluation
- Procédé 114 - INNERSHIELDDocument14 pagesProcédé 114 - INNERSHIELDAbdala Aziz HASSANPas encore d'évaluation
- INTRODUCTION Sur Le SoudageDocument12 pagesINTRODUCTION Sur Le SoudageHamdi NefetiPas encore d'évaluation
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- Metal Lurg I Edu Souda Geet Control EsDocument181 pagesMetal Lurg I Edu Souda Geet Control Eseloge mutebaPas encore d'évaluation
- Mig MagDocument2 pagesMig MagNa ZihPas encore d'évaluation
- LE SOUDAGE 4.1. Generalites PDFDocument18 pagesLE SOUDAGE 4.1. Generalites PDFghodbanePas encore d'évaluation
- Dossier - Soudage 2023Document92 pagesDossier - Soudage 2023youcef khenchoulPas encore d'évaluation
- Cours Matériaux Et Structures Partie 2 PDFDocument35 pagesCours Matériaux Et Structures Partie 2 PDFMoudi BouhlelPas encore d'évaluation
- Guide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFDocument7 pagesGuide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFWalid Ben AmirPas encore d'évaluation
- Chapitre 8 PROCEDE DE SOUDAGEDocument13 pagesChapitre 8 PROCEDE DE SOUDAGENabil JlassiPas encore d'évaluation
- Différences Entre Les Soudures TIG Et MIG - Docx WorkDocument8 pagesDifférences Entre Les Soudures TIG Et MIG - Docx WorkAhmed Bel KaDhiPas encore d'évaluation
- TD SoudageDocument3 pagesTD SoudageMarwa Lourhzal67% (3)
- Mig MagDocument12 pagesMig MagAli ClubistPas encore d'évaluation
- Compte Rendu Soudage ZDocument13 pagesCompte Rendu Soudage ZOumayma BoudaboussPas encore d'évaluation
- TP Fab - Meca BELHADI PDFDocument34 pagesTP Fab - Meca BELHADI PDFHassen HoggasPas encore d'évaluation
- Le Soudage À L'arc 3Document12 pagesLe Soudage À L'arc 3TRAOREPas encore d'évaluation
- BrochageDocument15 pagesBrochageTBG GadjiPas encore d'évaluation
- Soudage Par Résistance: Ce Qu'il Faut Savoir Pour ChoisirDocument13 pagesSoudage Par Résistance: Ce Qu'il Faut Savoir Pour ChoisirSihamaSihamPas encore d'évaluation
- Application Du Diagramme TTTDocument2 pagesApplication Du Diagramme TTTKorichiKarimPas encore d'évaluation
- Soudage 21 22 Par RésistanceDocument9 pagesSoudage 21 22 Par RésistanceBIJOUNA BILELPas encore d'évaluation
- Cours DEPL ForgeDocument8 pagesCours DEPL ForgeNejm IddinPas encore d'évaluation
- Techniques de Modélisation Du SoudageDocument107 pagesTechniques de Modélisation Du SoudageMohamed Noureddine AbidPas encore d'évaluation
- Cintreuse A TubeDocument4 pagesCintreuse A TubeSoufyane KhadeirPas encore d'évaluation
- Introductions Sur Les FoursDocument13 pagesIntroductions Sur Les Foursmohamed faresPas encore d'évaluation
- Le Soudage Part 1Document8 pagesLe Soudage Part 1simo jinPas encore d'évaluation
- Chap6 - Outillages Pour Moulage Sous Pression 2017 PDFDocument64 pagesChap6 - Outillages Pour Moulage Sous Pression 2017 PDFjarray abdesslemPas encore d'évaluation
- 3 SoudageDocument32 pages3 SoudageHamza Rouihem100% (1)
- AcierDocument18 pagesAcierMohamed SahilPas encore d'évaluation
- Cours - 11 - Traitements ThermiquesDocument25 pagesCours - 11 - Traitements ThermiquesHorr TounsiPas encore d'évaluation
- Le Soudage Electrode EnrobéeDocument19 pagesLe Soudage Electrode EnrobéeHamza RouihemPas encore d'évaluation
- Quizz Déformations Et ContraintesDocument45 pagesQuizz Déformations Et Contraintesdanemsal50% (2)
- Cours - TF-PerçageDocument8 pagesCours - TF-PerçageOussama CherifiPas encore d'évaluation
- TREMPEDocument13 pagesTREMPEGhassen Bouslama100% (2)
- Calcul en Fonderie - Partie IIDocument51 pagesCalcul en Fonderie - Partie IIIbtissam MalekPas encore d'évaluation
- Le Matricage EnsDocument11 pagesLe Matricage EnsMayouMohAmedPas encore d'évaluation
- Soudage en Phase LiquideDocument32 pagesSoudage en Phase Liquidesayr0sPas encore d'évaluation
- ARO ElectrodesDocument66 pagesARO Electrodesdandolea75Pas encore d'évaluation
- Traitement Thermique FinDocument11 pagesTraitement Thermique Finprof.stm.stePas encore d'évaluation
- AtelierProcedes Et Methodes I TP Rached NciriDocument54 pagesAtelierProcedes Et Methodes I TP Rached Nciriموسى زاوي100% (1)
- SoudageDocument7 pagesSoudagebchouPas encore d'évaluation
- Cintrage de Tube (Prof)Document9 pagesCintrage de Tube (Prof)yoan bouysse0% (1)
- Les Traitements Thermochimiques de DiffusionDocument33 pagesLes Traitements Thermochimiques de Diffusionali BourenanePas encore d'évaluation
- ZAO5387Document174 pagesZAO5387daemsalPas encore d'évaluation
- Procèdes de SoudageDocument27 pagesProcèdes de SoudageFethi BELOUIS100% (2)
- Stick Welding FRDocument6 pagesStick Welding FRMenad SalahPas encore d'évaluation
- Définition de Électrode EnrobéeDocument3 pagesDéfinition de Électrode EnrobéeRania TrimechPas encore d'évaluation
- نسخة من Cours Mécanique du solide complet + TD 18 - 19Document89 pagesنسخة من Cours Mécanique du solide complet + TD 18 - 19Oussama NiverPas encore d'évaluation
- Tournage Et FraisageDocument154 pagesTournage Et FraisageOussama Niver100% (3)
- Contribution À L'étude Des Transformations Structurales Dans Des Alliages Métalliques Nanostructurés Par HyperdéformationDocument104 pagesContribution À L'étude Des Transformations Structurales Dans Des Alliages Métalliques Nanostructurés Par HyperdéformationOussama NiverPas encore d'évaluation
- Santé Et SecuritéDocument32 pagesSanté Et SecuritéOussama NiverPas encore d'évaluation
- Resultat 2a Final 09082022Document20 pagesResultat 2a Final 09082022Oussama NiverPas encore d'évaluation
- GL4.1 SADT 4pDocument6 pagesGL4.1 SADT 4pOussama NiverPas encore d'évaluation
- Principe de Fonctionnement D'une Fraiseuse Et Différents Types - Comment Ça Marche Exapro Blog Exapro BlogDocument1 pagePrincipe de Fonctionnement D'une Fraiseuse Et Différents Types - Comment Ça Marche Exapro Blog Exapro BlogOussama NiverPas encore d'évaluation
- Manque StageDocument2 pagesManque StageOussama NiverPas encore d'évaluation
- Transmission (Annexe BAC)Document10 pagesTransmission (Annexe BAC)MIMFS100% (1)
- CV de Technicien Spécialisé Génie MécaniqueDocument1 pageCV de Technicien Spécialisé Génie MécaniqueOussama NiverPas encore d'évaluation
- CV - Kabbi Mehdi.2023 2Document1 pageCV - Kabbi Mehdi.2023 2Oussama NiverPas encore d'évaluation
- Achat: Date Fournisseur Produits Total KG Prix Carton TTCDocument129 pagesAchat: Date Fournisseur Produits Total KG Prix Carton TTCOussama NiverPas encore d'évaluation
- Rapport de StageDocument53 pagesRapport de StageOussama NiverPas encore d'évaluation
- Motor Rotatif: #WankelDocument16 pagesMotor Rotatif: #WankelOussama NiverPas encore d'évaluation
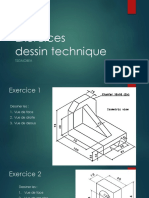
- EX-2D Support-1Document1 pageEX-2D Support-1Oussama NiverPas encore d'évaluation
- Exercices de RevisionDocument15 pagesExercices de RevisionOussama NiverPas encore d'évaluation
- Exercice Outillge Et Presses A SuivreDocument4 pagesExercice Outillge Et Presses A SuivreOussama NiverPas encore d'évaluation
- La Chimie Organique en BDDocument3 pagesLa Chimie Organique en BDfranklin kaband100% (1)
- Serie D'exercices Sur Le BenzeneDocument3 pagesSerie D'exercices Sur Le BenzeneKouassi Alain KoffiPas encore d'évaluation
- AE09 - Suivi Cinétique-2023Document4 pagesAE09 - Suivi Cinétique-2023Yazine ZeidPas encore d'évaluation
- TestsDocument3 pagesTestsSabrine GUEROUCHIPas encore d'évaluation
- TD AlgorithmeDocument2 pagesTD AlgorithmeBenAmorAhmedPas encore d'évaluation
- Chapitre 4-Resistance Au Cisaillement Des SolsDocument75 pagesChapitre 4-Resistance Au Cisaillement Des SolsHaithem AmmarPas encore d'évaluation
- RCFR 2015 - 09 Securite Hygiene Environnement PDFDocument16 pagesRCFR 2015 - 09 Securite Hygiene Environnement PDFPirlo Polo100% (1)
- Verification D'un PHmètreDocument25 pagesVerification D'un PHmètreSLAOUTIPas encore d'évaluation
- Cas D'algerDocument149 pagesCas D'algerkjsqcnqknqkscqcsPas encore d'évaluation
- ChimieOrg SMP SMC2Document40 pagesChimieOrg SMP SMC2Li XiPas encore d'évaluation
- ILEPHYSIQUE Physique 2 Atomes Ions CoursDocument2 pagesILEPHYSIQUE Physique 2 Atomes Ions CoursMoussa BanaPas encore d'évaluation
- Le Soudage À LDocument2 pagesLe Soudage À LMoncef Boualem KhodjaPas encore d'évaluation
- Les FeldspathsDocument3 pagesLes FeldspathsAbdou Oukebdane OuahidPas encore d'évaluation
- CHAPITRE I Opérations UnitairesDocument19 pagesCHAPITRE I Opérations UnitairesDjellelPas encore d'évaluation
- SX013 ADocument18 pagesSX013 AHamza MamiPas encore d'évaluation
- Les Additifs AlimentairesDocument12 pagesLes Additifs AlimentairesJad Haydar Mohamed BouanguaPas encore d'évaluation
- Fabrication de Cuiseurs Et de Séchoirs SolairesDocument40 pagesFabrication de Cuiseurs Et de Séchoirs Solairesmasterforce100% (2)
- Sujet Type Bac Physique 1erDocument8 pagesSujet Type Bac Physique 1erdaresh.rdhPas encore d'évaluation
- Chapitre 2 SVT L'organisation Des ChromosomesDocument5 pagesChapitre 2 SVT L'organisation Des ChromosomessbsPas encore d'évaluation
- Eclairage AutomatiqueDocument4 pagesEclairage AutomatiquelbaizabdoPas encore d'évaluation
- Bioch2an-Metabolisme Corps Cetoniques2017Document5 pagesBioch2an-Metabolisme Corps Cetoniques2017sabiou amadouPas encore d'évaluation
- MAOC Twin Shaft Continuous MixerDocument4 pagesMAOC Twin Shaft Continuous MixerCơ Khí Thái AnPas encore d'évaluation
- Mémoire PDFDocument118 pagesMémoire PDFBadra Ali Sanogo100% (1)
- Cours de Thermodynamique Et Conversion D'energie - L3 Mécanique ÉnergétiqueDocument133 pagesCours de Thermodynamique Et Conversion D'energie - L3 Mécanique ÉnergétiqueSen MarKh100% (4)
- FDS Sun RincageDocument12 pagesFDS Sun RincageNatacha JolyPas encore d'évaluation
- Bio Disc Booklet FrenchDocument8 pagesBio Disc Booklet FrenchIbrahima Sassy DIANEPas encore d'évaluation
- TP 5 Syntheses AvonDocument2 pagesTP 5 Syntheses AvonHarrys Ignace RamarolahyPas encore d'évaluation
- (PDF) Chapitre 2 Diagrammes Equilibre Ayoub SSoulaghrous - Academia - Edu PDFDocument20 pages(PDF) Chapitre 2 Diagrammes Equilibre Ayoub SSoulaghrous - Academia - Edu PDFDavid ZidnabaPas encore d'évaluation
- Fluides Caloporteurs/heat Transfer FluidsDocument11 pagesFluides Caloporteurs/heat Transfer Fluidspomabe13100% (1)
- L'Inexplicable - Pierre BergierDocument225 pagesL'Inexplicable - Pierre Bergierdaniel75% (4)