Vous aimerez peut-être aussi
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Étude D'implantation: Ameni EltaiefDocument36 pagesÉtude D'implantation: Ameni EltaiefHana HossniPas encore d'évaluation
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- Handout 1Document5 pagesHandout 1ifatiPas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Typologie D'implantation Oumaima AissaouiDocument17 pagesTypologie D'implantation Oumaima AissaouiOumi AissPas encore d'évaluation
- Méthodes de planification en transport: Deuxième éditionD'EverandMéthodes de planification en transport: Deuxième éditionPas encore d'évaluation
- ChboukiDocument11 pagesChboukizouhair chboukiPas encore d'évaluation
- Automatique: Les Grands Articles d'UniversalisD'EverandAutomatique: Les Grands Articles d'UniversalisPas encore d'évaluation
- KANBANDocument23 pagesKANBANAmenzou MohamedPas encore d'évaluation
- Ch11-13 de La Ligne A Cellule Flexible-Pages-86-92Document7 pagesCh11-13 de La Ligne A Cellule Flexible-Pages-86-92Wael MaatougPas encore d'évaluation
- Diagramme Ficelle IMPLATATIONDocument3 pagesDiagramme Ficelle IMPLATATIONPatricia PressonPas encore d'évaluation
- Chapitre V Méthodes D'implantation D'atelierDocument14 pagesChapitre V Méthodes D'implantation D'atelierMahdi AllaniPas encore d'évaluation
- La Méthode Des ChaînonsDocument20 pagesLa Méthode Des Chaînonsapi-374822084% (38)
- CHAP5.4-Implantation Par ChainonsDocument10 pagesCHAP5.4-Implantation Par ChainonsWassim GarredPas encore d'évaluation
- CHAPITRE 5-ImplantationDocument28 pagesCHAPITRE 5-Implantationmariem mariemPas encore d'évaluation
- Methode Des ChaînonsDocument28 pagesMethode Des ChaînonsSheikh Al-shoteriPas encore d'évaluation
- Kanban Et JatDocument59 pagesKanban Et JatNazaaha Rubaa Maloof75% (4)
- Kanban MPDocument42 pagesKanban MPAbdelali Talbi100% (1)
- Etude Des Machines Et Systèmes de Production 2011Document39 pagesEtude Des Machines Et Systèmes de Production 2011Bannour Souilah100% (1)
- Pilotage Et Implantation D'AtelierDocument63 pagesPilotage Et Implantation D'AtelierHOMIPas encore d'évaluation
- Resume Prod PDFDocument11 pagesResume Prod PDFAliPas encore d'évaluation
- Document 2Document6 pagesDocument 2coralie ABOPas encore d'évaluation
- Implantation Des Moyens de ProductionDocument40 pagesImplantation Des Moyens de ProductionAmine AlaouiPas encore d'évaluation
- APEFDocument5 pagesAPEFأحمد الموريتاني100% (1)
- Les Problèmes D'ordonnancement Des AteliersDocument7 pagesLes Problèmes D'ordonnancement Des AteliersMalek Ben GamraPas encore d'évaluation
- Découpage en Phases - Présentation PDFDocument18 pagesDécoupage en Phases - Présentation PDFmedPas encore d'évaluation
- Elaboration ApefDocument6 pagesElaboration Apefkldmnt100% (1)
- Chapitre 2 Partie 1 OOPDocument6 pagesChapitre 2 Partie 1 OOPInsaf InsafPas encore d'évaluation
- Cours de ManutentionDocument6 pagesCours de ManutentionmichelPas encore d'évaluation
- CHAPITRE2Document4 pagesCHAPITRE2Youssef ElalaouiPas encore d'évaluation
- Kanban Et Jat - ppt1Document58 pagesKanban Et Jat - ppt1mohakyo83% (6)
- Sautocom SyntheseDocument28 pagesSautocom SyntheseFlorian CarnolPas encore d'évaluation
- I) Introduction /C: 1) DéfinitionDocument37 pagesI) Introduction /C: 1) DéfinitionNassib TarikPas encore d'évaluation
- 2015 Version Courte PDFDocument170 pages2015 Version Courte PDFLontchi LudovicPas encore d'évaluation
- Chapitre 3Document59 pagesChapitre 3Nouhaila ADBIBPas encore d'évaluation
- Systeme Automatique 2018Document13 pagesSysteme Automatique 2018Habibe-eddine MahmouchePas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Gestion Des Flux - ConclusionDocument2 pagesGestion Des Flux - ConclusionNajahi YoussefPas encore d'évaluation
- TD Cube 4x-2Document10 pagesTD Cube 4x-2tataPas encore d'évaluation
- F - Activité 2Document14 pagesF - Activité 2NAOURI MOHAMMEDPas encore d'évaluation
- 20100919151149Document3 pages20100919151149donPas encore d'évaluation
- 04 Pont Endommagement Modele NumeriqueDocument35 pages04 Pont Endommagement Modele NumeriqueFouad KehilaPas encore d'évaluation
- L'implantation 2Document6 pagesL'implantation 2Oriol Varela ZEUDJO TIYOPas encore d'évaluation
- CPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceDocument7 pagesCPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceEloïse DELOBELPas encore d'évaluation
- Rapport Pfe Conception Et Programmation D'une Station de ManipulationDocument12 pagesRapport Pfe Conception Et Programmation D'une Station de ManipulationMohamed waelPas encore d'évaluation
- Pfe Etatat D'avaDocument17 pagesPfe Etatat D'avahiba saberPas encore d'évaluation
- Methode Des ChaînonsDocument28 pagesMethode Des ChaînonsYass InePas encore d'évaluation
- Formation Cast3MDocument60 pagesFormation Cast3Mkika boubaPas encore d'évaluation
- TD VSM EnonceDocument10 pagesTD VSM EnonceCimacef ConseilPas encore d'évaluation
- CC 2020Document3 pagesCC 2020abdo tmPas encore d'évaluation
- Chapitre1 - Process PlanningDocument54 pagesChapitre1 - Process PlanningFATMAPas encore d'évaluation
- Chapitre 5 OrdonnancementDocument39 pagesChapitre 5 OrdonnancementSoufiane Faidi100% (1)
- Conduite D'un Chantier de BTP (Chapitre 3)Document8 pagesConduite D'un Chantier de BTP (Chapitre 3)AMRANE SHOPPas encore d'évaluation
- TD Systeme de ProdDocument4 pagesTD Systeme de ProdNOUHAILA EL FARDOUSSPas encore d'évaluation
- Recherche OperationnelleDocument63 pagesRecherche OperationnelleAlain Junior AbonoPas encore d'évaluation
- CH2 3Document29 pagesCH2 3Hana HossniPas encore d'évaluation
- Chapitre 3 Systeme de Transport Des Processus de ProductionDocument4 pagesChapitre 3 Systeme de Transport Des Processus de ProductionMed JDPas encore d'évaluation
- Seance1 Traction Elastique PDFDocument8 pagesSeance1 Traction Elastique PDFnadaPas encore d'évaluation
- Les Effort Et Puissance de CoupeDocument21 pagesLes Effort Et Puissance de CoupeFATMAPas encore d'évaluation
- Chapitre 3 (1) Process PlaningDocument15 pagesChapitre 3 (1) Process PlaningFATMAPas encore d'évaluation
- Chapitre 4 CSIDocument8 pagesChapitre 4 CSIFATMAPas encore d'évaluation
- Chapitre 5Document15 pagesChapitre 5FATMAPas encore d'évaluation
- Controle Et Suivi Chantier RoutierhjhDocument14 pagesControle Et Suivi Chantier Routierhjhعثمان البريشيPas encore d'évaluation
- Jadwal Genap 2223-2Document2 pagesJadwal Genap 2223-2nowo benyPas encore d'évaluation
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDocument28 pagesCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegPas encore d'évaluation
- Analyse D'une Situation de Communication en TaDocument2 pagesAnalyse D'une Situation de Communication en Taroger martin bassong batiigPas encore d'évaluation
- Exercice D'application Optique VDocument1 pageExercice D'application Optique VARDALAn MohamedPas encore d'évaluation
- Marry Your Daughter Sheet - 1Document2 pagesMarry Your Daughter Sheet - 1Nurendung ZuliantoPas encore d'évaluation
- Correction DevoirDeSyntheseN3 1AS 2009 FinDocument8 pagesCorrection DevoirDeSyntheseN3 1AS 2009 FinMehdi Ben Arif67% (3)
- Les Étapes de Formation Des Roches SédimentaireDocument2 pagesLes Étapes de Formation Des Roches Sédimentairehamada2002Pas encore d'évaluation
- Exposé MDE Et Énergie RenouvelablesDocument12 pagesExposé MDE Et Énergie Renouvelablesromain fokamPas encore d'évaluation
- Mesure de Compression Moteur Vers FinaleDocument46 pagesMesure de Compression Moteur Vers FinaleRaouf HarzallahPas encore d'évaluation
- Prise en Main de Microsoft Office Excel 2016Document713 pagesPrise en Main de Microsoft Office Excel 2016max80% (5)
- Racines Carrees BaseDocument8 pagesRacines Carrees Basejulien9562Pas encore d'évaluation
- RSE & EthiqueDocument6 pagesRSE & Ethiquealemor2369Pas encore d'évaluation
- Exam. F.CDocument2 pagesExam. F.CmidsmasherPas encore d'évaluation
- Observatoire National de La Filiere Riz Du Burkina Faso (Onriz)Document6 pagesObservatoire National de La Filiere Riz Du Burkina Faso (Onriz)toni_yousf2418Pas encore d'évaluation
- 2nd - Exercices Corrigés - Variations D'une FonctDocument1 page2nd - Exercices Corrigés - Variations D'une Fonctalyahmed610Pas encore d'évaluation
- Memoire Inj Messaoud BENZOUAIDocument168 pagesMemoire Inj Messaoud BENZOUAIManong ShegueyPas encore d'évaluation
- Canalisations de Gaz NaturelDocument120 pagesCanalisations de Gaz NaturelJean-David DelordPas encore d'évaluation
- Thèse Data IntegrityDocument83 pagesThèse Data IntegrityBasma YagoubiPas encore d'évaluation
- Format Eur FrancaiseDocument1 pageFormat Eur FrancaiseAdnan NandaPas encore d'évaluation
- Chapitre 1 LES OUTILS MATHEMATIQUESDocument9 pagesChapitre 1 LES OUTILS MATHEMATIQUESa.ddPas encore d'évaluation
- 3 Partie Caractéristiques Des LubrifiantDocument32 pages3 Partie Caractéristiques Des Lubrifiantsamir belamriPas encore d'évaluation
- Tube VentouriDocument10 pagesTube VentouriMohammed BoulbairPas encore d'évaluation
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDocument28 pagesCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàPas encore d'évaluation
- Observons:: Nature Du Complément Circonstanciel de TempsDocument2 pagesObservons:: Nature Du Complément Circonstanciel de TempsMehdi YMPas encore d'évaluation
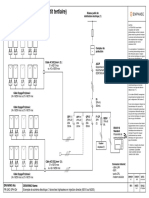
- 3 Branches Triphasées en Injection Directe M215 Ou M250Document1 page3 Branches Triphasées en Injection Directe M215 Ou M250MbgardPas encore d'évaluation
- Depliant ELM MasterDocument3 pagesDepliant ELM MasterYazid AbouchihabeddinePas encore d'évaluation
- Arval - Cofrastra 40Document16 pagesArval - Cofrastra 40helder.fradePas encore d'évaluation
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiPas encore d'évaluation
- Af Sen GaeDocument42 pagesAf Sen GaeعبداللهبنزنوPas encore d'évaluation