Vous aimerez peut-être aussi
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DPas encore d'évaluation
- GJD Paper - Design Improvements For Selective Soldering Assemblies 12-9-2015 (25411)Document9 pagesGJD Paper - Design Improvements For Selective Soldering Assemblies 12-9-2015 (25411)Merzouq IngPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Soudage de PiplineuDocument35 pagesSoudage de Piplineumaian saja0% (1)
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésD'EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésPas encore d'évaluation
- Usinage À Grande Vitesse UGVDocument11 pagesUsinage À Grande Vitesse UGVNejmeddine BenhassinePas encore d'évaluation
- WhitePaper - Manufacturing Software Solutions - FRDocument3 pagesWhitePaper - Manufacturing Software Solutions - FRNicolas CALVOPas encore d'évaluation
- Trans TransPuls Synergic 3200 4000 5000 7200 9000Document16 pagesTrans TransPuls Synergic 3200 4000 5000 7200 9000Joshua ClarkPas encore d'évaluation
- FT Coupe PlasmaDocument5 pagesFT Coupe PlasmaMenad SalahPas encore d'évaluation
- Fabrication MaquetteDocument4 pagesFabrication MaquetteDaniel Koffi100% (1)
- Manuel Qualité Sertissage PDFDocument53 pagesManuel Qualité Sertissage PDFJamal FararePas encore d'évaluation
- Composants CmsDocument12 pagesComposants CmsVincent BixentePas encore d'évaluation
- Collecte Et SéparationDocument79 pagesCollecte Et SéparationAya Rahil Ben100% (1)
- PW PR HTW Tauro FRDocument6 pagesPW PR HTW Tauro FRLahlal OthmanPas encore d'évaluation
- Distorsion de SoudageDocument42 pagesDistorsion de SoudageFrançois QuirionPas encore d'évaluation
- Fiche Technique - Classic Libra - EmmegiDocument3 pagesFiche Technique - Classic Libra - EmmegiBadr ElBisakryPas encore d'évaluation
- Bericocutv3 FranzDocument2 pagesBericocutv3 FranzAzzeddine BendahakPas encore d'évaluation
- UGV:Usinage À Grande Vitesse: Les Avantages de l'UGVDocument4 pagesUGV:Usinage À Grande Vitesse: Les Avantages de l'UGVMarwane RguiguePas encore d'évaluation
- 00 AcierDocument2 pages00 AcierelecjadPas encore d'évaluation
- 316 UgvDocument5 pages316 UgvKali Abdennour100% (1)
- Solution D'usinage SANDVIkDocument24 pagesSolution D'usinage SANDVIkNour kheninePas encore d'évaluation
- Dok - Der Einsatz Von Ultraschall FDocument4 pagesDok - Der Einsatz Von Ultraschall FRebecca RileyPas encore d'évaluation
- Brochure Magnet Grippers-Aimaints Préhenseur FR V3Document4 pagesBrochure Magnet Grippers-Aimaints Préhenseur FR V3labfaoPas encore d'évaluation
- Electronica Norma UneDocument3 pagesElectronica Norma UneGiovanni OrtizPas encore d'évaluation
- Hexagon MI WORKNC Brochure Web A4 FR 2020Document16 pagesHexagon MI WORKNC Brochure Web A4 FR 2020Nicolas CALVOPas encore d'évaluation
- Cours Hydraulique 69 Tube HydrauliqueDocument2 pagesCours Hydraulique 69 Tube HydrauliqueBillou100% (1)
- Joints - Bitumineux - 2010 - LLv2 - 1Document4 pagesJoints - Bitumineux - 2010 - LLv2 - 1joaopdbarbosaPas encore d'évaluation
- L'oxycoupage, Le Plasma, Le Laser Ou Le Jet D'eauDocument4 pagesL'oxycoupage, Le Plasma, Le Laser Ou Le Jet D'eauNOURDINE EZZALMADIPas encore d'évaluation
- PC Series Precision Linear Actuators BRFRDocument24 pagesPC Series Precision Linear Actuators BRFRFlorent YIBOKOUPas encore d'évaluation
- BIBUS France ACE 2011 Catalogue Formule AmortissementDocument212 pagesBIBUS France ACE 2011 Catalogue Formule AmortissementPIMAL59Pas encore d'évaluation
- KALA MISTRAL 1650 2100 FRDocument4 pagesKALA MISTRAL 1650 2100 FRRenaudLacorPas encore d'évaluation
- Pfe Salah Eddine BaheddaDocument101 pagesPfe Salah Eddine BaheddaMed Mohamed100% (3)
- TM 638000029FR 001Document25 pagesTM 638000029FR 001lheriaufrancoisPas encore d'évaluation
- Lantek Flex3d Tubes 1p (FR)Document2 pagesLantek Flex3d Tubes 1p (FR)LantekPas encore d'évaluation
- Procedure de FabricationDocument7 pagesProcedure de FabricationmezouedPas encore d'évaluation
- GDM en Oeuvre PrismaDocument101 pagesGDM en Oeuvre PrismaJulia DragonPas encore d'évaluation
- Enregistrement Automatique Dedocument1Document27 pagesEnregistrement Automatique Dedocument1omar abdelkefiPas encore d'évaluation
- Chapitre I Automatisation Des MODocument16 pagesChapitre I Automatisation Des MOMehdi HassinePas encore d'évaluation
- Electrosoudage Tubes PEHDDocument6 pagesElectrosoudage Tubes PEHDOumelkheir ChelabiPas encore d'évaluation
- Brochure Usinage Grande VitesseDocument12 pagesBrochure Usinage Grande VitesseJacine BK100% (1)
- Brochure ATTILA SUPRAZYDocument6 pagesBrochure ATTILA SUPRAZYLo BuaPas encore d'évaluation
- Dossier Technique D'installation ModeleDocument41 pagesDossier Technique D'installation ModeleGERARD ArnaudPas encore d'évaluation
- jp138 pp46-56 Sequiper-ProduitsDocument9 pagesjp138 pp46-56 Sequiper-Produitsعبد الحليم رغدةPas encore d'évaluation
- Manuel D'installation Ground System 3.4 (4JP) 2022 - CompressedDocument19 pagesManuel D'installation Ground System 3.4 (4JP) 2022 - CompressedLaurentMartinonPas encore d'évaluation
- CATALOGO SERIE MC Rev 02 Características - FRDocument13 pagesCATALOGO SERIE MC Rev 02 Características - FRkamal lamsahlePas encore d'évaluation
- Usinage Grande VitesseDocument3 pagesUsinage Grande VitesseAissaoui BilelPas encore d'évaluation
- PRV FonçageDocument32 pagesPRV FonçageSmail Rute100% (1)
- Quality Control in The Production Process of Automobile Wiring HarnessDocument5 pagesQuality Control in The Production Process of Automobile Wiring HarnessSARAPas encore d'évaluation
- Decoupeuse de cartes-UCHIDA - AeroCut - Prime - CompleteDocument4 pagesDecoupeuse de cartes-UCHIDA - AeroCut - Prime - CompleteCoralinePas encore d'évaluation
- SW PR PWP Foncage Exterieur 1Document4 pagesSW PR PWP Foncage Exterieur 1AYOUB SOUIEDPas encore d'évaluation
- Machines-Outils A Commande NumeriqueDocument32 pagesMachines-Outils A Commande NumeriqueBangaly FOFANAPas encore d'évaluation
- MLT Presse Pvcpu FR BrochureDocument4 pagesMLT Presse Pvcpu FR BrochureKamel IfrahPas encore d'évaluation
- Corr Techn CNC 2014Document8 pagesCorr Techn CNC 2014Parc ElyesPas encore d'évaluation
- ETAPE PRATIQUE TYPON FinalDocument11 pagesETAPE PRATIQUE TYPON FinalBlerain NdanjiPas encore d'évaluation
- FabricationDocument5 pagesFabricationLon MendyPas encore d'évaluation
- 5 - PRATIQUE DE LUGV - pdf2Document24 pages5 - PRATIQUE DE LUGV - pdf2Ber MouPas encore d'évaluation
- Guide de Mise en Œuvre Des Tableaux Électriques PDFDocument25 pagesGuide de Mise en Œuvre Des Tableaux Électriques PDFabdi1135100% (3)
- CablesDocument5 pagesCablesOmayma FRANDIPas encore d'évaluation
- Fiche Technique SAS16.6Document16 pagesFiche Technique SAS16.6Frédéric SodoyerPas encore d'évaluation
- Meulage Et FraisageDocument11 pagesMeulage Et FraisageLachhab AbdellatifPas encore d'évaluation
- Chapitre 28Document1 pageChapitre 28Merzouq IngPas encore d'évaluation
- Chapitre 28Document1 pageChapitre 28Merzouq IngPas encore d'évaluation
- Article 92Document2 pagesArticle 92Merzouq IngPas encore d'évaluation
- Chapitre 27Document1 pageChapitre 27Merzouq IngPas encore d'évaluation
- Chapitre 27Document1 pageChapitre 27Merzouq IngPas encore d'évaluation
- Article 92Document2 pagesArticle 92Merzouq IngPas encore d'évaluation
- DefrgtgtDocument66 pagesDefrgtgtMerzouq IngPas encore d'évaluation
- DefrgtgtDocument66 pagesDefrgtgtMerzouq IngPas encore d'évaluation
- Weiss MichelDocument74 pagesWeiss MichelMerzouq IngPas encore d'évaluation
- Annexes 14 A 16Document11 pagesAnnexes 14 A 16incccPas encore d'évaluation
- Pfe OukhitDocument32 pagesPfe OukhitMerzouq IngPas encore d'évaluation
- Guide Méthodologiquedu Plomb Appliquéà La Gestion Des Siteset Des Sols PolluésDocument138 pagesGuide Méthodologiquedu Plomb Appliquéà La Gestion Des Siteset Des Sols PolluésMerzouq IngPas encore d'évaluation
- Ed 4442Document2 pagesEd 4442Merzouq IngPas encore d'évaluation
- La Gestion Des Déchets Industriels Au Niveau Des Installations Portuaires Du Pôle Industriel OCP Jorf Lasfar - Karmouda NourelhoDocument63 pagesLa Gestion Des Déchets Industriels Au Niveau Des Installations Portuaires Du Pôle Industriel OCP Jorf Lasfar - Karmouda NourelhoMerzouq IngPas encore d'évaluation
- EUROWATER Presentation Traitement de SurfaceDocument8 pagesEUROWATER Presentation Traitement de SurfaceMerzouq IngPas encore d'évaluation
- Mine de Lithium Baie-James: Étude D'Impact Sur L'EnvironnementDocument196 pagesMine de Lithium Baie-James: Étude D'Impact Sur L'EnvironnementMerzouq IngPas encore d'évaluation
- Maîtrise Des Exigences de La Norme ISO 9001 VR 2015Document76 pagesMaîtrise Des Exigences de La Norme ISO 9001 VR 2015Merzouq Ing100% (6)
- Documenet de Base 2014Document1 pageDocumenet de Base 2014Merzouq IngPas encore d'évaluation
- Exercice TensiofluxDocument1 pageExercice TensiofluxelitePas encore d'évaluation
- AXORDocument23 pagesAXORTariq Baadi100% (1)
- Polymag N 1Document77 pagesPolymag N 1DNaddouchPas encore d'évaluation
- Fonction 0 021107Document9 pagesFonction 0 021107tayyoocomPas encore d'évaluation
- Local Media8502810670528155722Document2 pagesLocal Media8502810670528155722Tsiory RandriaPas encore d'évaluation
- FCSD-MEC-PRN-001-19 - Interval Overview - UK - ALL Vehicles - 21062019 - French PDFDocument5 pagesFCSD-MEC-PRN-001-19 - Interval Overview - UK - ALL Vehicles - 21062019 - French PDFApollos_80Pas encore d'évaluation
- Hydraulique MaritimeDocument19 pagesHydraulique MaritimeYounes El-BouznaniPas encore d'évaluation
- Symboles FRDocument8 pagesSymboles FRMiguel TchoffoPas encore d'évaluation
- Exutoire MarocDocument4 pagesExutoire MarocOuardi SaraPas encore d'évaluation
- MS CH3Document41 pagesMS CH3Amine TalbiPas encore d'évaluation
- Manège Bully Oso - DOSSIER TECHNIQUEDocument9 pagesManège Bully Oso - DOSSIER TECHNIQUENathan TouchaisPas encore d'évaluation
- Aperçu Sur Les Diagraphies Différées PDFDocument21 pagesAperçu Sur Les Diagraphies Différées PDFMehdi SelmanePas encore d'évaluation
- Les CompresseursDocument87 pagesLes CompresseursMohamed Rjeb100% (2)
- Mode D Emploi Ecocompact VSC 246Document21 pagesMode D Emploi Ecocompact VSC 246chrispau64Pas encore d'évaluation
- Cahier Exercices PIDDocument12 pagesCahier Exercices PIDGrue Volante100% (7)
- Cours - Physique Radioactivité Radioactivité - Bac Sciences Exp (2013-2014) MR Fathi Affi Ben Med PDFDocument4 pagesCours - Physique Radioactivité Radioactivité - Bac Sciences Exp (2013-2014) MR Fathi Affi Ben Med PDFDon SalhiPas encore d'évaluation
- Compresseurs Rotatifs A Vis Lubrifiees GA 5 11Document7 pagesCompresseurs Rotatifs A Vis Lubrifiees GA 5 11Ali NACERPas encore d'évaluation
- Référentiel Activités Compétences Evaluation TP CAREBDocument72 pagesRéférentiel Activités Compétences Evaluation TP CAREBbaptiste diezPas encore d'évaluation
- 2006 Vafaei Alamdari MDocument219 pages2006 Vafaei Alamdari MRihab khPas encore d'évaluation
- Cours2 Turbomachine 2006Document22 pagesCours2 Turbomachine 2006gaterPas encore d'évaluation
- Electronique de Puissance I UK19 3Document73 pagesElectronique de Puissance I UK19 3Elmondo KkffPas encore d'évaluation
- Guide AFIAP TuyauterieDocument1 pageGuide AFIAP TuyauterieYanick Donat MagninPas encore d'évaluation
- Généralités Sur Les Entrainements ÉlectriquesDocument12 pagesGénéralités Sur Les Entrainements ÉlectriquesMotive -TechPas encore d'évaluation
- Compte Rendu 01 ReseauDocument5 pagesCompte Rendu 01 ReseauAhmed AdjebPas encore d'évaluation
- EXP MN SE040 FR R0 Plans Et SchemasDocument187 pagesEXP MN SE040 FR R0 Plans Et Schemasالجموعي أبو خولة50% (2)
- Alternateur TriphaseDocument6 pagesAlternateur TriphaseBabacar TounkaraPas encore d'évaluation
- Rapport Auchan PDFDocument27 pagesRapport Auchan PDFDiraf IhebarPas encore d'évaluation
- ChromatoDocument23 pagesChromatoYahia KhababaPas encore d'évaluation
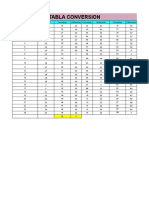
- Tabla Conversion 2022Document1 pageTabla Conversion 2022Dafne RiquelmePas encore d'évaluation
- Defauts Des SouduresDocument11 pagesDefauts Des SouduresSidahmed DahiPas encore d'évaluation
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Explication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumD'EverandExplication De La Technologie Blockchain: Guide Ultime Du Débutant Au Sujet Du Portefeuille Blockchain, Mines, Bitcoin, Ripple, EthereumPas encore d'évaluation
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)