Vous aimerez peut-être aussi
- Coût de Fabrication Par Pièce: T D0 D0 Cmtd0 D0 D0 D0Document7 pagesCoût de Fabrication Par Pièce: T D0 D0 Cmtd0 D0 D0 D0Ghebouli SamirPas encore d'évaluation
- 2Document6 pages2Ghebouli SamirPas encore d'évaluation
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- Rattrapage Des Machines Hydraulique Et PneumatiqueDocument5 pagesRattrapage Des Machines Hydraulique Et PneumatiqueHamza BeninePas encore d'évaluation
- Echangeur de ChaleurDocument8 pagesEchangeur de ChaleurHamdi RadhouanePas encore d'évaluation
- Echangeur de ChaleurDocument8 pagesEchangeur de ChaleurHamdi RadhouanePas encore d'évaluation
- Diap 9cDocument8 pagesDiap 9cforex forexPas encore d'évaluation
- Echangeur de ChaleurDocument8 pagesEchangeur de ChaleurHamdi RadhouanePas encore d'évaluation
- Echangeur de ChaleurDocument8 pagesEchangeur de ChaleurHamdi RadhouanePas encore d'évaluation
- Echangeur de ChaleurDocument8 pagesEchangeur de ChaleurHamdi RadhouanePas encore d'évaluation
- Exemple - Commande D'axeDocument19 pagesExemple - Commande D'axeWhatSoAverPas encore d'évaluation
- Determination Des Temps de FabricationDocument41 pagesDetermination Des Temps de FabricationO'zSamaPas encore d'évaluation
- ChapI SMP6 M36 20-21Document19 pagesChapI SMP6 M36 20-21rotajojo13Pas encore d'évaluation
- RC RL RLCDocument13 pagesRC RL RLCrawen jawediPas encore d'évaluation
- Cours 3 RéacteursDocument12 pagesCours 3 RéacteursAymen MinouPas encore d'évaluation
- Présentation - Méthode - Caquot (Mode de Compatibilité)Document20 pagesPrésentation - Méthode - Caquot (Mode de Compatibilité)SORE AristidePas encore d'évaluation
- Equation DynamicDocument9 pagesEquation Dynamicfatima zahera HarrarPas encore d'évaluation
- Cours Physique Résumé Cours Pour Revision 2015 2016 (MR Abidi Ramzi) PDFDocument30 pagesCours Physique Résumé Cours Pour Revision 2015 2016 (MR Abidi Ramzi) PDFBayrem MarzouguiPas encore d'évaluation
- Note de Calcul Des JDBDocument13 pagesNote de Calcul Des JDBAbdelghani Laamari100% (1)
- Chap 3Document4 pagesChap 3Mll RaghebPas encore d'évaluation
- Durée de Vie de L'outilDocument15 pagesDurée de Vie de L'outilNorbert NamsirPas encore d'évaluation
- 10 EulerDocument3 pages10 EulerChartier JulienPas encore d'évaluation
- RacDocument50 pagesRacmehdiPas encore d'évaluation
- Correction 2Document7 pagesCorrection 2Marwa DrihemPas encore d'évaluation
- 16 Courbes ParametreesDocument12 pages16 Courbes ParametreesAdnane BelPas encore d'évaluation
- Voltmetre Num2Document8 pagesVoltmetre Num2faouzidz75Pas encore d'évaluation
- Methode Numerique 2Document49 pagesMethode Numerique 2ben01gracePas encore d'évaluation
- Dynamique de FluideDocument7 pagesDynamique de FluideBel Hassen AymenPas encore d'évaluation
- Réacteurs Réels1964478091Document60 pagesRéacteurs Réels1964478091Bilale Cherfi50% (2)
- TP1N IAPV BON SujetDocument7 pagesTP1N IAPV BON Sujetabderrahm harunPas encore d'évaluation
- Evaluation Finale S2 Automatique 2022Document4 pagesEvaluation Finale S2 Automatique 2022OMAR RAHALIPas encore d'évaluation
- Exodyn CorrectionDocument14 pagesExodyn CorrectionBelingaPas encore d'évaluation
- CorrectionDocument3 pagesCorrectionkhalil_arrouh84Pas encore d'évaluation
- Partie 2 TRNDocument21 pagesPartie 2 TRNhichem khalfiPas encore d'évaluation
- Projets 2023Document14 pagesProjets 2023bilalmar55Pas encore d'évaluation
- Sec ENAC 2001 PhyDocument5 pagesSec ENAC 2001 PhyCédric SorghoPas encore d'évaluation
- CycloideDocument3 pagesCycloideJean HovozounkouPas encore d'évaluation
- Devoir Algo Modèle SimplifiéDocument4 pagesDevoir Algo Modèle SimplifiéGoOD GirLPas encore d'évaluation
- Voltmetre NumériquesDocument8 pagesVoltmetre NumériquesYazid AbouchihabeddinePas encore d'évaluation
- 3-Durée de Vie Des Outils de CoupeDocument5 pages3-Durée de Vie Des Outils de CoupeKing WolfPas encore d'évaluation
- Réacteurs RéelsDocument71 pagesRéacteurs RéelsMohidi Mohidi100% (1)
- Fluage Fbaguelin Jubile F. SchlosserDocument29 pagesFluage Fbaguelin Jubile F. SchlosserBenlala Aghiles AzzedinePas encore d'évaluation
- Exercice de Transfert de Masse PDFDocument7 pagesExercice de Transfert de Masse PDFmohamedPas encore d'évaluation
- Note de Calcul Totale OptimaleDocument12 pagesNote de Calcul Totale OptimaleKevin EboumbouPas encore d'évaluation
- Cours NTC1Document82 pagesCours NTC1Nadia Ait AhmedPas encore d'évaluation
- 1.0X1.0 Optimisé NDCDocument5 pages1.0X1.0 Optimisé NDCMélissa RaharijaonaPas encore d'évaluation
- Redressement PDFDocument8 pagesRedressement PDFAmel Ben Yahia0% (1)
- 151 Exercice Pi Avance Phase PDFDocument3 pages151 Exercice Pi Avance Phase PDFZakaria BdrPas encore d'évaluation
- 151 Exercice Pi Avance PhaseDocument3 pages151 Exercice Pi Avance Phaseabdelmoghit fathelkhairPas encore d'évaluation
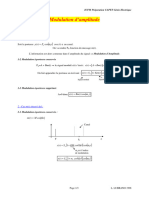
- ModampDocument3 pagesModampHouari TikourPas encore d'évaluation
- Note de Calcul Des Dalots: 2. Normes Et MatériauxDocument3 pagesNote de Calcul Des Dalots: 2. Normes Et MatériauxArfaoui Aymen100% (1)
- PDF Corrige Du DM - Exercice 1Document3 pagesPDF Corrige Du DM - Exercice 1boutana walidPas encore d'évaluation
- Sapo EtetDocument7 pagesSapo EtetNôùr Hòü DãPas encore d'évaluation
- Serie 2Document2 pagesSerie 2Denis SuarezPas encore d'évaluation
- Chapitre 1 TRDocument21 pagesChapitre 1 TRBrahimPas encore d'évaluation
- ComNum td4Document3 pagesComNum td4Tia CellPas encore d'évaluation
- L2-Theorie de Signal-Chap5Document6 pagesL2-Theorie de Signal-Chap5AbdouMohamedPas encore d'évaluation
- Problème 2Document2 pagesProblème 2Hiba Allah El AhnafPas encore d'évaluation
- 10 Euler CorrectionDocument5 pages10 Euler CorrectionChartier JulienPas encore d'évaluation
- TD N°5 Avec Correction Métaux Et Alliage - 2021 VFDocument3 pagesTD N°5 Avec Correction Métaux Et Alliage - 2021 VFGhebouli Samir100% (1)
- Etude Théorique Du Mode de Liaison Et de La Structure ÉlectrDocument54 pagesEtude Théorique Du Mode de Liaison Et de La Structure ÉlectrGhebouli SamirPas encore d'évaluation
- CHP 04 Critères de Rupture ClassiqueDocument6 pagesCHP 04 Critères de Rupture ClassiqueGhebouli SamirPas encore d'évaluation
- TD N°2 Chapitre I Métaux Et Alliage - Corrigé 2020 2021Document6 pagesTD N°2 Chapitre I Métaux Et Alliage - Corrigé 2020 2021Ghebouli Samir50% (2)
- Intérrogation Corrigée N°1 Du 3 Mars 2021Document2 pagesIntérrogation Corrigée N°1 Du 3 Mars 2021Ghebouli SamirPas encore d'évaluation
- CHP 03 H Calcul Dhomogénéisation Des CompositesDocument9 pagesCHP 03 H Calcul Dhomogénéisation Des CompositesGhebouli SamirPas encore d'évaluation
- CHP 01 Généralités Sur Les Matériaux CompositesDocument6 pagesCHP 01 Généralités Sur Les Matériaux CompositesGhebouli SamirPas encore d'évaluation
- 1 Démonter Le Moteur: Démonter Le Moteur en Ordonnant Le Démontage Tel Que La Présente La Photo Ci-DessousDocument2 pages1 Démonter Le Moteur: Démonter Le Moteur en Ordonnant Le Démontage Tel Que La Présente La Photo Ci-DessousGhebouli SamirPas encore d'évaluation
- CHP 02 Spécificité Du Calcul Des Composites-ConvertiDocument9 pagesCHP 02 Spécificité Du Calcul Des Composites-ConvertiGhebouli SamirPas encore d'évaluation
- PWT Terminologie LiaisonsDocument14 pagesPWT Terminologie LiaisonsGhebouli SamirPas encore d'évaluation
- 2 Identifier Le Moteur Relever Les Caractéristiques Du Moteur Sur La Perceuse À Partir de La Plaque SignalétiqueDocument3 pages2 Identifier Le Moteur Relever Les Caractéristiques Du Moteur Sur La Perceuse À Partir de La Plaque SignalétiqueGhebouli SamirPas encore d'évaluation
- 1 Préparer Le DémontageDocument3 pages1 Préparer Le DémontageGhebouli SamirPas encore d'évaluation
- 1 Identifier La PerceuseDocument4 pages1 Identifier La PerceuseGhebouli SamirPas encore d'évaluation
- 7 Remonter Le MoteurDocument1 page7 Remonter Le MoteurGhebouli SamirPas encore d'évaluation
- II-3 Degrés de LibertéDocument2 pagesII-3 Degrés de LibertéGhebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: 1.6 FAST (Functional Analysis System Technique)Document7 pagesTechnologie BEP MEI El-Eulma: 1.6 FAST (Functional Analysis System Technique)Ghebouli SamirPas encore d'évaluation
- 003Document2 pages003Ghebouli SamirPas encore d'évaluation
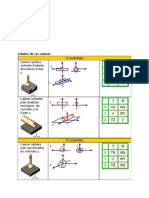
- Technologie BEP MEI El-Eulma: Riques / Hélicoïdales / ConiquesDocument4 pagesTechnologie BEP MEI El-Eulma: Riques / Hélicoïdales / ConiquesGhebouli SamirPas encore d'évaluation
- Riques / Hélicoïdales / Coniques.: II-3 Degrés de LibertéDocument3 pagesRiques / Hélicoïdales / Coniques.: II-3 Degrés de LibertéGhebouli SamirPas encore d'évaluation
- Relative de Ces ContactDocument1 pageRelative de Ces ContactGhebouli SamirPas encore d'évaluation
- Relative de Ces ContactDocument1 pageRelative de Ces ContactGhebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: Riques / Hélicoïdales / ConiquesDocument2 pagesTechnologie BEP MEI El-Eulma: Riques / Hélicoïdales / ConiquesGhebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: 1.5 Actigramme SADT (Structured Analysis and Design Technic)Document8 pagesTechnologie BEP MEI El-Eulma: 1.5 Actigramme SADT (Structured Analysis and Design Technic)Ghebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: 1.1 DéfinitionDocument10 pagesTechnologie BEP MEI El-Eulma: 1.1 DéfinitionGhebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: 1.5 Actigramme SADT (Structured Analysis and Design Technic)Document8 pagesTechnologie BEP MEI El-Eulma: 1.5 Actigramme SADT (Structured Analysis and Design Technic)Ghebouli SamirPas encore d'évaluation
- Technologie BEP MEI El-Eulma: 1.6 FAST (Functional Analysis System Technique)Document8 pagesTechnologie BEP MEI El-Eulma: 1.6 FAST (Functional Analysis System Technique)Ghebouli SamirPas encore d'évaluation
- Echelle 1:3 Date: - . - . - . - . - Rep NB Désignation ObservationsDocument2 pagesEchelle 1:3 Date: - . - . - . - . - Rep NB Désignation ObservationsGhebouli SamirPas encore d'évaluation
- Dimensions Caractéristiques Nom Symbole: C.i.6: Analyse D'un Élément Les Surfaces Et Volumes ÉlémentairesDocument1 pageDimensions Caractéristiques Nom Symbole: C.i.6: Analyse D'un Élément Les Surfaces Et Volumes ÉlémentairesGhebouli SamirPas encore d'évaluation
- Echelle 1:3 Date: - . - . - . - . - Rep NB Désignation ObservationsDocument2 pagesEchelle 1:3 Date: - . - . - . - . - Rep NB Désignation ObservationsGhebouli SamirPas encore d'évaluation
- Modelisation Et Representation Des Systemes Asservis. PDF CourDocument8 pagesModelisation Et Representation Des Systemes Asservis. PDF CourHicham BaghdadiPas encore d'évaluation
- Prof: Fayssal: Exercice 01Document11 pagesProf: Fayssal: Exercice 01Safaa Nac50% (2)
- PC 2nd C - P1 Le MouvementDocument13 pagesPC 2nd C - P1 Le MouvementPina Spk100% (1)
- Fiche Methode 8 Suites GéométriquesDocument2 pagesFiche Methode 8 Suites GéométriqueshPas encore d'évaluation
- Compte Rendu Du TP N CBDocument9 pagesCompte Rendu Du TP N CBMourad TlmPas encore d'évaluation
- Proba Ipeit PDFDocument14 pagesProba Ipeit PDFanon_340181204Pas encore d'évaluation
- Analyse Spatiale L2 - 2014 - 2Document17 pagesAnalyse Spatiale L2 - 2014 - 2RATNAN NgadoumPas encore d'évaluation
- Ads Maths MP-3.1 - 2019Document13 pagesAds Maths MP-3.1 - 2019ahmed aboulkacemPas encore d'évaluation
- Marc-Aurèle Massard - Maths BCPST 1re Année (J'assure Aux Concours) (French Edition) - Dunod (2017)Document495 pagesMarc-Aurèle Massard - Maths BCPST 1re Année (J'assure Aux Concours) (French Edition) - Dunod (2017)Erick TetsadjioPas encore d'évaluation
- TD FormesBilineairesQuadratiquesDocument7 pagesTD FormesBilineairesQuadratiquesArthur MoloPas encore d'évaluation
- 2797Document4 pages2797Mohammed AmliehPas encore d'évaluation
- DL N°3 MPSI4 ElecDocument4 pagesDL N°3 MPSI4 ElecKaoutar SalamPas encore d'évaluation
- Cours RDM2 ch1 ch2Document101 pagesCours RDM2 ch1 ch2Chaimaa EnnouhiPas encore d'évaluation
- PPHY01Document102 pagesPPHY01gislaincarden kamtakwapnangPas encore d'évaluation
- 3cas Particulier FCT Peigne DiracDocument2 pages3cas Particulier FCT Peigne DirachamzaPas encore d'évaluation
- Cours BAEL91v99 A.DIALMYDocument62 pagesCours BAEL91v99 A.DIALMYnizar bouchhamaPas encore d'évaluation
- 6SL3210-1PE22-7UL0 Datasheet FR enDocument3 pages6SL3210-1PE22-7UL0 Datasheet FR enVladimir Mar Roüchköff DioufPas encore d'évaluation
- Petitplanetairev 26 N 4Document4 pagesPetitplanetairev 26 N 4Guy TardPas encore d'évaluation
- CP Trans VecteursDocument3 pagesCP Trans VecteursYassine El KassirPas encore d'évaluation
- HESSAS Mémoire DoctoratDocument162 pagesHESSAS Mémoire DoctoratMimi AniaPas encore d'évaluation
- Résumé Produit Scalaire Plan 1bacDocument1 pageRésumé Produit Scalaire Plan 1bacjilalixmcPas encore d'évaluation
- Mpsem 2Document14 pagesMpsem 2Ossama FarajiPas encore d'évaluation
- La TectoniqueDocument7 pagesLa Tectoniquekhengaoui malakPas encore d'évaluation
- Rotation 3ème MathématiquesDocument3 pagesRotation 3ème MathématiquesGhofran NahdiPas encore d'évaluation
- Porteurs ChaudsDocument17 pagesPorteurs ChaudsAyoub RajaPas encore d'évaluation
- 12 001 Thermo Break BE FRDocument8 pages12 001 Thermo Break BE FRMimou ZeraPas encore d'évaluation
- Calcul de VitessesDocument2 pagesCalcul de VitessesOualid OuadoudiPas encore d'évaluation
- Merlo Roto 45.19MCSS RicambiDocument165 pagesMerlo Roto 45.19MCSS RicambiRene Krebs100% (1)
- Solaire À Concentration, Du Présent Au Futur: Gilles FlamantDocument37 pagesSolaire À Concentration, Du Présent Au Futur: Gilles FlamantYou MajPas encore d'évaluation
- Automorphismes OrthogonauxDocument4 pagesAutomorphismes OrthogonauxDUFOURPas encore d'évaluation