Vous aimerez peut-être aussi
- L'etude de La Regularite de La Matiere Du Cru Au ClinkerDocument51 pagesL'etude de La Regularite de La Matiere Du Cru Au Clinkerhanane oucheikhPas encore d'évaluation
- Rapport Finale PDFDocument59 pagesRapport Finale PDFilyass elgourmyPas encore d'évaluation
- Optimisation de La ConsommationDocument51 pagesOptimisation de La ConsommationLaila Chadli0% (1)
- Etude Et Dimensionnement D'un Pont Roulant PDFDocument45 pagesEtude Et Dimensionnement D'un Pont Roulant PDFAnnakim100% (8)
- Bilans Matiere Bilan Thermique - Kamal LARKAT - 4788Document39 pagesBilans Matiere Bilan Thermique - Kamal LARKAT - 4788Brahim Abaghough100% (1)
- Raport de StageDocument47 pagesRaport de StageIMAPas encore d'évaluation
- Rapport FinalDocument62 pagesRapport Finaltaieb amin0% (1)
- Rapport Stage OCPDocument50 pagesRapport Stage OCPFATIMAZAHRA BENABDELLAHPas encore d'évaluation
- Rapport de Stage AzizDocument224 pagesRapport de Stage AzizSouka InaPas encore d'évaluation
- Bilan de Matiere de La Product - ALAOUI Mohamed - 1005Document33 pagesBilan de Matiere de La Product - ALAOUI Mohamed - 1005Brahim Abaghough100% (1)
- Belaidene HichemDocument101 pagesBelaidene HichemAbouZakariaPas encore d'évaluation
- Memoire Ben Final ImpressionDocument91 pagesMemoire Ben Final ImpressiondavePas encore d'évaluation
- Mast GBM Hamza+Ziani-CherifDocument76 pagesMast GBM Hamza+Ziani-CherifMohamed ZarboubiPas encore d'évaluation
- Rapport Stage OcpDocument30 pagesRapport Stage OcpAmine OuafiPas encore d'évaluation
- Aouni Hathat LadjilatDocument70 pagesAouni Hathat LadjilatSarra ZeghPas encore d'évaluation
- Rapport Audit Enérgétique KhaoulaDocument107 pagesRapport Audit Enérgétique KhaoulaAyoub HaijPas encore d'évaluation
- Suivie de La Teneur en Matiere - ABDELJEBBAR Sanae - 291Document46 pagesSuivie de La Teneur en Matiere - ABDELJEBBAR Sanae - 291AymaniJuventuno100% (1)
- Amelioration de La Gestion de - MAGDOUD Chaimae - 3274Document50 pagesAmelioration de La Gestion de - MAGDOUD Chaimae - 3274constant100% (1)
- Rapport Chambre Du CombustionDocument87 pagesRapport Chambre Du Combustionhanae100% (2)
- Memoire Bibiemo BonDocument45 pagesMemoire Bibiemo BonKOLLO Jean PierrePas encore d'évaluation
- Optimisation Des Paramètres de Cobustion Dans Les Fours de L'unité de Séchage Du Phosphate À Beni-Idir - ASSRAR AhmedDocument39 pagesOptimisation Des Paramètres de Cobustion Dans Les Fours de L'unité de Séchage Du Phosphate À Beni-Idir - ASSRAR AhmedrabiePas encore d'évaluation
- Etude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Document68 pagesEtude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Finance & FormationPas encore d'évaluation
- Rapport Final Ocp 2019Document58 pagesRapport Final Ocp 2019Anbari Mehdi100% (2)
- Hafadi SalmaDocument47 pagesHafadi SalmaBill KalistoPas encore d'évaluation
- Elaboration Des Fiches de Consignation Et Plan de Maintenance de La Centrale NEW PJ5 - Issam FatiniDocument64 pagesElaboration Des Fiches de Consignation Et Plan de Maintenance de La Centrale NEW PJ5 - Issam FatiniLACHARI AchrafPas encore d'évaluation
- Rapport de Stage Coca ColaDocument89 pagesRapport de Stage Coca ColaSalmaPas encore d'évaluation
- La Mise en Oeuvre de La Fabric - Serrhini Fatima Zahra - 332 PDFDocument65 pagesLa Mise en Oeuvre de La Fabric - Serrhini Fatima Zahra - 332 PDFMehmet Kamil AdayPas encore d'évaluation
- Rapport de Stage D'initiation de M.B OSSAMA FINALE 3Document40 pagesRapport de Stage D'initiation de M.B OSSAMA FINALE 3achrafelhail376Pas encore d'évaluation
- Etude, Conception Et Realisati - Soukayna DKHISSI - 4726Document50 pagesEtude, Conception Et Realisati - Soukayna DKHISSI - 4726smail lahmidiPas encore d'évaluation
- La Co-Incinération Des Déchets en CimenterieDocument152 pagesLa Co-Incinération Des Déchets en Cimenteriefatima zahra lmaalemPas encore d'évaluation
- SOMMAIREDocument5 pagesSOMMAIREBarnoussi ChafikPas encore d'évaluation
- Rapport PFE Ayoub SOUFMANE GPEE ENSA AGADIR 2012-2013Document96 pagesRapport PFE Ayoub SOUFMANE GPEE ENSA AGADIR 2012-2013Fouad BenbechinaPas encore d'évaluation
- Oc P RDocument44 pagesOc P Rayoub0% (1)
- RappporDocument37 pagesRappporbelkouadzakariaPas encore d'évaluation
- Rapppor&ççDocument38 pagesRapppor&ççbelkouadzakariaPas encore d'évaluation
- Projet de Fin D'étudesDocument72 pagesProjet de Fin D'étudesAbderrahim BelmJouJ100% (2)
- Aarab Ilham FinalDocument74 pagesAarab Ilham FinalLouis SanchezPas encore d'évaluation
- Contribution A L'amelioration - DEROUICH Dilal - 3221Document53 pagesContribution A L'amelioration - DEROUICH Dilal - 3221محمد الأمير الحازميPas encore d'évaluation
- Projet de Fin Détude OCP 2 1corrigéDocument55 pagesProjet de Fin Détude OCP 2 1corrigéMeryeme Chabouk100% (1)
- Rapport de Stage Thayfi Othmane - VFDocument65 pagesRapport de Stage Thayfi Othmane - VFabderahmanerhouattePas encore d'évaluation
- Sommaire Des BancsDocument5 pagesSommaire Des BancsBarnoussi ChafikPas encore d'évaluation
- Mémoire Master 2 GPDocument79 pagesMémoire Master 2 GPLounes RababPas encore d'évaluation
- Mémoire de Projet de Fin D Étude Pour L Obtention de La Licence Sciences Et Techniques Spécialité - Conception Et Analyse Mécanique.Document54 pagesMémoire de Projet de Fin D Étude Pour L Obtention de La Licence Sciences Et Techniques Spécialité - Conception Et Analyse Mécanique.Youssef Magri0% (1)
- Amelioration Des Composantes D - BOUNNOUH Amine - 2758 PDFDocument54 pagesAmelioration Des Composantes D - BOUNNOUH Amine - 2758 PDFAbdoul Rahamane ChaibouPas encore d'évaluation
- Rapport Final TEDDocument109 pagesRapport Final TEDKarima BoudiPas encore d'évaluation
- Etude de La Conception D'un Convoyeur D'accumulation - Boutayna BOUANANIDocument57 pagesEtude de La Conception D'un Convoyeur D'accumulation - Boutayna BOUANANISamia KarroumiPas encore d'évaluation
- Rapport BroyageDocument59 pagesRapport BroyageIhsan Afriad75% (4)
- Rapport de Stage FinalDocument43 pagesRapport de Stage FinalZineb KhazibPas encore d'évaluation
- Rapport BilanDocument42 pagesRapport BilanmbareknofissePas encore d'évaluation
- L'Optimisation Du Procédé de Raffinage Et de Décoloration de L'huile de SOJA - YOUBI MeryamDocument33 pagesL'Optimisation Du Procédé de Raffinage Et de Décoloration de L'huile de SOJA - YOUBI Meryamgaetan fomekongPas encore d'évaluation
- Rapport Pfe Elevateur A GodetDocument84 pagesRapport Pfe Elevateur A GodetAmine OuafiPas encore d'évaluation
- Evaluation Et Optimisation Des - Ofquir Hamza - 5507 PDFDocument32 pagesEvaluation Et Optimisation Des - Ofquir Hamza - 5507 PDFMohammed BenbrahimPas encore d'évaluation
- Rapport Fin ForDocument50 pagesRapport Fin ForLamia Announ75% (8)
- Pfe InssafDocument60 pagesPfe InssafBadr EddinePas encore d'évaluation
- Etude Des Correlations Structure ProprieDocument133 pagesEtude Des Correlations Structure ProprieOum Elkhir BELHADADPas encore d'évaluation
- Validation de La Methode Volum - MENDIL Jihane - 3293Document37 pagesValidation de La Methode Volum - MENDIL Jihane - 3293kaltoum0% (1)
- Le cégépien futé: Pour bien préparer l'arrivée au collégialD'EverandLe cégépien futé: Pour bien préparer l'arrivée au collégialPas encore d'évaluation
- LES CARRIERES EN SCIENCES: Astuces pour éviter les piègesD'EverandLES CARRIERES EN SCIENCES: Astuces pour éviter les piègesPas encore d'évaluation
- La méthodologie de l'entrainement tactique du football complexe: La MET FCD'EverandLa méthodologie de l'entrainement tactique du football complexe: La MET FCPas encore d'évaluation
- Transport Chapitre 02Document10 pagesTransport Chapitre 02TRAOREPas encore d'évaluation
- Programme SaganeDocument18 pagesProgramme Saganedonglejack83Pas encore d'évaluation
- Zaaoui m1 Construction Mecanique Technique de SoudageDocument2 pagesZaaoui m1 Construction Mecanique Technique de SoudageAdnane Es-saiydyPas encore d'évaluation
- Guide RE2020 Jan2023Document80 pagesGuide RE2020 Jan2023Bogdan MihaiPas encore d'évaluation
- Essais Sur L'acier 2021dDocument67 pagesEssais Sur L'acier 2021dFisso Ben BenPas encore d'évaluation
- Dossier Technique Photovoltaique BT STEGDocument21 pagesDossier Technique Photovoltaique BT STEGhoucinePas encore d'évaluation
- Définition de TransformateurDocument2 pagesDéfinition de Transformateurzakri azeddinePas encore d'évaluation
- 14 Guide Technique PDFDocument24 pages14 Guide Technique PDFDahim OualiPas encore d'évaluation
- Corrige s2 2014Document7 pagesCorrige s2 2014GueyePas encore d'évaluation
- RapportDocument25 pagesRapportMolka Ayechi100% (1)
- Le Beton Bitumineux A Froid Cle224eafDocument44 pagesLe Beton Bitumineux A Froid Cle224eafMANERER100% (1)
- Exposer CMCDocument13 pagesExposer CMCJennifer SenouvorPas encore d'évaluation
- TDocument122 pagesTMohamadsfPas encore d'évaluation
- LIEGEDocument3 pagesLIEGEAyoub VbPas encore d'évaluation
- ExtincteurDocument8 pagesExtincteurBenaoumeur FPas encore d'évaluation
- CCTP Tce GobckDocument153 pagesCCTP Tce GobckFrançoisToulouse100% (1)
- L'entreprise Et Son Environnement LoucifDocument19 pagesL'entreprise Et Son Environnement LoucifAMIROUCHE LoucifPas encore d'évaluation
- Conduite Des Chaudieres Industrielles Au Gaz Naturel Perfectionner Sa PratiqueDocument2 pagesConduite Des Chaudieres Industrielles Au Gaz Naturel Perfectionner Sa PratiqueMoustapha AbdouPas encore d'évaluation
- 896 PDFDocument6 pages896 PDFlounes2007Pas encore d'évaluation
- 09 - Chapitre - 2 - Controle de La CorrosionDocument11 pages09 - Chapitre - 2 - Controle de La CorrosionYamina BEGHRIPas encore d'évaluation
- Communique de Presse - Keolis Adapte Son Comite Executif A Ses Enjeux StrategiquesDocument3 pagesCommunique de Presse - Keolis Adapte Son Comite Executif A Ses Enjeux StrategiquesBob MoranePas encore d'évaluation
- Modélisation Machine CC ParDocument23 pagesModélisation Machine CC ParomarPas encore d'évaluation
- Evaluation BFM Rapport Final 11072016 PDFDocument125 pagesEvaluation BFM Rapport Final 11072016 PDFjoel arnaud sambouPas encore d'évaluation
- Rapport - Stage Conduite de TravauxDocument31 pagesRapport - Stage Conduite de TravauxIlyas KamiPas encore d'évaluation
- Fiche Synoptique-Barrage GAMGOUMDocument2 pagesFiche Synoptique-Barrage GAMGOUMhajlaouiPas encore d'évaluation
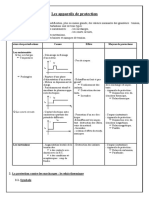
- Appareils de Protection PDFDocument34 pagesAppareils de Protection PDFHadil Sellami100% (2)
- XCS ABC W915275050111 A14 - WebDocument4 pagesXCS ABC W915275050111 A14 - WebIhcene BoudaliPas encore d'évaluation
- Cours Et Initiation en DimensionnementDocument20 pagesCours Et Initiation en Dimensionnementshilulu598Pas encore d'évaluation
- Espace 4 - Octobre 2010Document11 pagesEspace 4 - Octobre 2010pascal75012Pas encore d'évaluation
- Centrale SolaireDocument14 pagesCentrale SolaireHassan B'ouPas encore d'évaluation