Vous aimerez peut-être aussi
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Chapitre IiiDocument23 pagesChapitre IiiSaggou OuafaPas encore d'évaluation
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Souder Arc Electrique PDFDocument4 pagesSouder Arc Electrique PDFAmri AmarPas encore d'évaluation
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- 07 Cours ProfDocument9 pages07 Cours Profdaemsal100% (1)
- A propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireD'EverandA propos du Digital!: Le digital pour tous! Le numérique en questions/réponses pour le modélisme ferroviaireÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Souder À L'arcDocument3 pagesSouder À L'arcmifetiw986Pas encore d'évaluation
- Soudage À L'arcDocument10 pagesSoudage À L'arcMekki FarahPas encore d'évaluation
- SoudageDocument30 pagesSoudageHedi Bousnina100% (1)
- 2855 Soudure A LarcDocument3 pages2855 Soudure A LarcSamorai KazaPas encore d'évaluation
- La Soudure À L'arcDocument6 pagesLa Soudure À L'arcSam DallaliPas encore d'évaluation
- Comment Souder A L'arcDocument3 pagesComment Souder A L'arcsrami12Pas encore d'évaluation
- Reussir Une Soudure A L ArcDocument6 pagesReussir Une Soudure A L ArcSamorai KazaPas encore d'évaluation
- 2-le-soudage-à-larc-à-lélectrode-enrobéeDocument26 pages2-le-soudage-à-larc-à-lélectrode-enrobéeIslem SoukeurPas encore d'évaluation
- TP Soudage 111Document9 pagesTP Soudage 111BIJOUNA BILEL100% (1)
- Soudage À L'électrode EnrobéeDocument3 pagesSoudage À L'électrode EnrobéeABDELKADER SULTANE OFFICIELPas encore d'évaluation
- Soudage Avec Arc Manuel À Électrode EnrobéeDocument9 pagesSoudage Avec Arc Manuel À Électrode EnrobéeSoufiane KhiriPas encore d'évaluation
- Souder A L Arc JR20 - 13Document4 pagesSouder A L Arc JR20 - 13MacloutPas encore d'évaluation
- Procédé 111 - Arc Manuel À L'électrode EnrobéeDocument6 pagesProcédé 111 - Arc Manuel À L'électrode EnrobéeAbdessalam RePas encore d'évaluation
- Soudage À LDocument8 pagesSoudage À LAmira HamzaPas encore d'évaluation
- Calcul D'un Assemblage Dune Poutre A Treillizs Selon CM66Document14 pagesCalcul D'un Assemblage Dune Poutre A Treillizs Selon CM66almerPas encore d'évaluation
- Soudure 2Document5 pagesSoudure 2Lola IbizaPas encore d'évaluation
- Soudage Des ProfilésDocument4 pagesSoudage Des ProfiléssoufianesaniPas encore d'évaluation
- Défauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierDocument9 pagesDéfauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierAlex AngoraPas encore d'évaluation
- Cours Sur Le Soudage À L'arc Électrode EnrobéeDocument6 pagesCours Sur Le Soudage À L'arc Électrode EnrobéeCastil EyikePas encore d'évaluation
- Soudage A LarceDocument14 pagesSoudage A Larcekarima touzoutPas encore d'évaluation
- Comment Souder À LDocument23 pagesComment Souder À LrehedaPas encore d'évaluation
- Assemblage Par Soudage E.E 111 Partie 1 ProfDocument4 pagesAssemblage Par Soudage E.E 111 Partie 1 Profyoucef khenchoulPas encore d'évaluation
- Soudure A L'arcDocument6 pagesSoudure A L'arcyouri59490Pas encore d'évaluation
- CH2 Soudage À L'électrode EnrobéeDocument20 pagesCH2 Soudage À L'électrode EnrobéeMll RaghebPas encore d'évaluation
- Comment Faire Une Soudure À L'arcDocument6 pagesComment Faire Une Soudure À L'arcAlex AngoraPas encore d'évaluation
- SAEEDocument3 pagesSAEEAhmed LamouchiPas encore d'évaluation
- Quelles Sont Les Méthodes Applicables Au Soudage À L'arc Avec Électrodes Enrobées (111 - MMA - SMAW)Document15 pagesQuelles Sont Les Méthodes Applicables Au Soudage À L'arc Avec Électrodes Enrobées (111 - MMA - SMAW)Alex AngoraPas encore d'évaluation
- Procèdes de SoudageDocument27 pagesProcèdes de SoudageFethi BELOUIS100% (2)
- Base Du Soudage E.E 111 Partie N°1Document14 pagesBase Du Soudage E.E 111 Partie N°1zaki amPas encore d'évaluation
- Soudure Des Composants ÉlectroniquesDocument19 pagesSoudure Des Composants Électroniquesarnaudmariel0% (1)
- Soudage MMA - TelwinDocument6 pagesSoudage MMA - Telwinvsdfsd258Pas encore d'évaluation
- Le Soudage A L'arc Manuel Avec Electrode EnrobeeDocument8 pagesLe Soudage A L'arc Manuel Avec Electrode EnrobeefedPas encore d'évaluation
- Procèdes de Soudage SMAW - CouleurDocument8 pagesProcèdes de Soudage SMAW - CouleurFethi BELOUISPas encore d'évaluation
- Procedes de SoudageDocument43 pagesProcedes de SoudageAmih ShkfPas encore d'évaluation
- Procede 121 Arc Automatique Sous Flux SolideDocument7 pagesProcede 121 Arc Automatique Sous Flux Solidemed chabanePas encore d'évaluation
- Module n4 Souder A L Electrode Enrobee Tsfa Ofppt PDFDocument20 pagesModule n4 Souder A L Electrode Enrobee Tsfa Ofppt PDFHassan Azmi100% (1)
- Compte Rendu TP SodureDocument11 pagesCompte Rendu TP SodureAhmed Yassine LahbaziPas encore d'évaluation
- Procédé 111Document8 pagesProcédé 111Abdessalam RePas encore d'évaluation
- Procé .Original de Soudage Format. (Enregistrement Automatique)Document227 pagesProcé .Original de Soudage Format. (Enregistrement Automatique)Kaoutar BouqdirPas encore d'évaluation
- Soudeuse Lame Scie RubanDocument13 pagesSoudeuse Lame Scie RubanfournierPas encore d'évaluation
- Montage du poste de soudage, réglage de la machine de soudage et amorçage de l'arc - myMaxicoursDocument10 pagesMontage du poste de soudage, réglage de la machine de soudage et amorçage de l'arc - myMaxicoursJe suis Je suisPas encore d'évaluation
- Le Soudage À L'arc 3Document12 pagesLe Soudage À L'arc 3TRAOREPas encore d'évaluation
- SOUDUREDocument3 pagesSOUDURErxjmox100% (1)
- Le Soudage Sous Flux en PoudreDocument26 pagesLe Soudage Sous Flux en Poudrelaurent daniel professeur33% (3)
- TP de SoudageDocument7 pagesTP de SoudageAmmar BahijPas encore d'évaluation
- Soudae À L'arc 111Document11 pagesSoudae À L'arc 111BIJOUNA BILELPas encore d'évaluation
- Ofppt YoussefDocument2 pagesOfppt Yousseflawandika111Pas encore d'évaluation
- Soudage MastDocument51 pagesSoudage MastLanjar RanimPas encore d'évaluation
- Module 109Document2 pagesModule 109Nouha AbardazzouPas encore d'évaluation
- Le Soudage 111-135Document21 pagesLe Soudage 111-135BIJOUNA BILELPas encore d'évaluation
- Soudure Au M.I.G-M.A.GDocument6 pagesSoudure Au M.I.G-M.A.GKingston OlivierPas encore d'évaluation
- Les Différents Types de SoudageDocument7 pagesLes Différents Types de SoudageHamada Hamada100% (2)
- Tracé-en-plan-BELKACEM-BENOMRANEDocument23 pagesTracé-en-plan-BELKACEM-BENOMRANEKina BouhafsPas encore d'évaluation
- FEUILLE DE ROUTEDocument2 pagesFEUILLE DE ROUTEKina BouhafsPas encore d'évaluation
- Méthodes de Calcul PDFDocument9 pagesMéthodes de Calcul PDFAnonymous AV90SAXa5V100% (2)
- Iut Bethune Cours de Topographie Partie 1 Generalites Et Nivellement 2013Document12 pagesIut Bethune Cours de Topographie Partie 1 Generalites Et Nivellement 2013aymen3333100% (1)
- C2301.Béton Armé - Généralités PDFDocument6 pagesC2301.Béton Armé - Généralités PDFNacer AssamPas encore d'évaluation
- 10-3PROLONGEMENT DE LA JETEE-JONCTION COURONNEMENT -Présentation1Document1 page10-3PROLONGEMENT DE LA JETEE-JONCTION COURONNEMENT -Présentation1Kina BouhafsPas encore d'évaluation
- R 82.7 14Document8 pagesR 82.7 14Ibrahim BousettaPas encore d'évaluation
- RAPPORT ESQ ROUTE 4Document42 pagesRAPPORT ESQ ROUTE 4Kina BouhafsPas encore d'évaluation
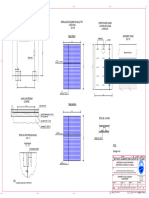
- N°9B-Plan des équipement vue en plan disposition et détais des apparaux-Présentation1Document1 pageN°9B-Plan des équipement vue en plan disposition et détais des apparaux-Présentation1Kina BouhafsPas encore d'évaluation
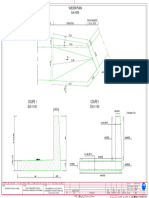
- N° 13 -2 COUPE A-B COFFRAGE ET FERRAILLAGEDocument1 pageN° 13 -2 COUPE A-B COFFRAGE ET FERRAILLAGEKina BouhafsPas encore d'évaluation
- mode d'execution de la soudure a l'arc V3Document9 pagesmode d'execution de la soudure a l'arc V3Kina BouhafsPas encore d'évaluation
- DOSSIER SPONSORING SDCDocument8 pagesDOSSIER SPONSORING SDCKina BouhafsPas encore d'évaluation
- mode d'execution de la soudure a l'arc V3Document9 pagesmode d'execution de la soudure a l'arc V3Kina BouhafsPas encore d'évaluation
- DAO DMDocument6 pagesDAO DMKina BouhafsPas encore d'évaluation
- N°10B-Revêtement-ObjetDocument1 pageN°10B-Revêtement-ObjetKina BouhafsPas encore d'évaluation
- 10-plan de revêtement et drainage du terre plein -Document1 page10-plan de revêtement et drainage du terre plein -Kina BouhafsPas encore d'évaluation
- ICTAALDocument60 pagesICTAALAziz Ikhlef100% (3)
- Devoir Non Surveill E: Probl' Eme - Une Equation Diff Erentielle D'ordre 2 ' A Coefficients Non ConstantsDocument2 pagesDevoir Non Surveill E: Probl' Eme - Une Equation Diff Erentielle D'ordre 2 ' A Coefficients Non ConstantsOsama LahyaniPas encore d'évaluation
- 1G23 - Exercice Dérivation Locale CorrectionDocument2 pages1G23 - Exercice Dérivation Locale CorrectionloukahoogenraadPas encore d'évaluation
- XTerra Tahiti 2016Document48 pagesXTerra Tahiti 2016Fred AliPas encore d'évaluation
- TEHNODIESEL Doo Hammer Rusenje ReciklazaDocument52 pagesTEHNODIESEL Doo Hammer Rusenje ReciklazaAhmer CamdzicPas encore d'évaluation
- Les Personnages de Phèdre de RacineDocument3 pagesLes Personnages de Phèdre de RacineRACHID CHELHIPas encore d'évaluation
- Anatomie Colon Et GreleDocument66 pagesAnatomie Colon Et GreleEla saadallahPas encore d'évaluation
- TD3 Chimie Generale +CORRIGE 2016-2017Document6 pagesTD3 Chimie Generale +CORRIGE 2016-2017Awatif BePas encore d'évaluation
- Phases de Construction de Parc ÉolienDocument20 pagesPhases de Construction de Parc ÉolienBadr Eddin KriouachPas encore d'évaluation
- Cours Fao Ve33Document49 pagesCours Fao Ve33yasser lamyasserPas encore d'évaluation
- Cours TsDocument43 pagesCours TsVoundai Mahamat ValamdouPas encore d'évaluation
- These09 200914fev09Document45 pagesThese09 200914fev09api-19750751Pas encore d'évaluation
- Elasticity en 2D With Freefem++Document17 pagesElasticity en 2D With Freefem++Oukhouya Abdelwahab100% (1)
- Peinture Industrie - Merged CorrectionDocument15 pagesPeinture Industrie - Merged CorrectionSoudani MoustafaPas encore d'évaluation
- G e Moteur Cummins NT855Document4 pagesG e Moteur Cummins NT855hocine gherbiPas encore d'évaluation
- Charte Des Verts MondiauxDocument24 pagesCharte Des Verts Mondiauxedouard3923Pas encore d'évaluation
- Energie Cinitique Solutions Électrolytiques Prof - Ait Hissi (WWW - Pc1.ma)Document2 pagesEnergie Cinitique Solutions Électrolytiques Prof - Ait Hissi (WWW - Pc1.ma)medPas encore d'évaluation
- Cfao 2013-2014 PDFDocument71 pagesCfao 2013-2014 PDFAl Cas75% (4)
- Stade Pheno Des Solanaceecs TomateDocument6 pagesStade Pheno Des Solanaceecs Tomatechadlikamal1315Pas encore d'évaluation
- 14 - Le Module Cmath en Python - Yassine Ben SalahDocument15 pages14 - Le Module Cmath en Python - Yassine Ben SalahElmehdi HoummassPas encore d'évaluation
- Organisation Du Gnome HumainDocument5 pagesOrganisation Du Gnome HumainMouad HiliaPas encore d'évaluation
- Hormone Et Régulation MasterDocument85 pagesHormone Et Régulation Mastermebarekwahida4Pas encore d'évaluation
- El-Harrach - WikipédiaDocument18 pagesEl-Harrach - WikipédiaBouamara RédaPas encore d'évaluation
- Maths CM2 Période 4Document4 pagesMaths CM2 Période 4trapp39Pas encore d'évaluation
- 3 - Le Glaucome CongenitalDocument11 pages3 - Le Glaucome Congenitalferhat.rahmaPas encore d'évaluation
- Cned BTS Diet Doc FC22 1Document11 pagesCned BTS Diet Doc FC22 1Vincent VHPas encore d'évaluation
- Moteurs Cours 2 Cycles ThermodynamiquesDocument13 pagesMoteurs Cours 2 Cycles ThermodynamiqueskhaoulaPas encore d'évaluation
- Jacques CousteauDocument7 pagesJacques CousteauMacarenaPas encore d'évaluation
- Abc - 2Document1 pageAbc - 2Madhu100% (1)
- Bulletin de L'académie Malgache VI - 1922Document504 pagesBulletin de L'académie Malgache VI - 1922AymericDM50% (4)
- Pompes Rotodynamiques: Présentation. DescriptionDocument11 pagesPompes Rotodynamiques: Présentation. Descriptionbsaid77Pas encore d'évaluation
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Travaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900D'EverandTravaux scientifiques exécutés à la tour de 300 mètres: De 1889 à 1900Pas encore d'évaluation
- La Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesD'EverandLa Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesPas encore d'évaluation
- Guide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionD'EverandGuide pratique des règles de l'art: Contraintes et signes de qualité dans la constructionPas encore d'évaluation
- Le futur que nous construisons : une exploration de la futurologieD'EverandLe futur que nous construisons : une exploration de la futurologiePas encore d'évaluation
- La particule de temps: Une approche quantique du tempsD'EverandLa particule de temps: Une approche quantique du tempsPas encore d'évaluation
- La petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)D'EverandLa petite graine d'un Grand Groupe: Le projet GEPY (Gestion Electricité Postale Yvelines)Pas encore d'évaluation
- Accès à l’électricité en Afrique subsaharienne: Adoption, fiabilité, et facteurs complémentaires d'impact économiqueD'EverandAccès à l’électricité en Afrique subsaharienne: Adoption, fiabilité, et facteurs complémentaires d'impact économiquePas encore d'évaluation
- Du Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfD'EverandDu Néant à la Formule Universelle et retour: La structure des particules élémentaires XIIIfPas encore d'évaluation