Vous aimerez peut-être aussi
- Cours Master AMDEC V EtudiantsDocument102 pagesCours Master AMDEC V EtudiantsYou Nes Medjdoub100% (1)
- Sanda Rituels de Gurison Par Les Archanges PDFDocument23 pagesSanda Rituels de Gurison Par Les Archanges PDFEric MerlinPas encore d'évaluation
- Processus ERP MeOeuveDocument51 pagesProcessus ERP MeOeuvesamirPas encore d'évaluation
- Méthode de Commentaire de Texte PhilosophiqueDocument7 pagesMéthode de Commentaire de Texte PhilosophiqueDaniel Stain Ferreira100% (2)
- Cours Structures Aéro 2010-2011 Part1s4Document68 pagesCours Structures Aéro 2010-2011 Part1s4xyzvs35tw100% (1)
- Norma Renault AMDEC - Ind.bDocument47 pagesNorma Renault AMDEC - Ind.badrianPas encore d'évaluation
- Norma Renault AMDEC - Ind.bDocument47 pagesNorma Renault AMDEC - Ind.badrianPas encore d'évaluation
- CH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECDocument30 pagesCH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECBouchoucha jameleddinePas encore d'évaluation
- Cook Expert Magimix 10 RecettesDocument20 pagesCook Expert Magimix 10 RecettesdilonPas encore d'évaluation
- Anatomie de L'oesophageDocument26 pagesAnatomie de L'oesophageilham bzikha33% (3)
- 2 Hours - Training Kit - From V1.4 To V2.0 - FrenchDocument73 pages2 Hours - Training Kit - From V1.4 To V2.0 - FrenchBeli NovaresePas encore d'évaluation
- Renault - Hierarchy HCPP g1Document40 pagesRenault - Hierarchy HCPP g1KawadasanPas encore d'évaluation
- Pfe SmiDocument25 pagesPfe SmiHai ThemPas encore d'évaluation
- Le Guide de La Gestion de CriseDocument17 pagesLe Guide de La Gestion de CriseThierry KOUAME100% (3)
- Cycle de Vie Des LogicielsDocument121 pagesCycle de Vie Des LogicielsCellestinePas encore d'évaluation
- Kit de Management QualitéDocument16 pagesKit de Management QualitéHAMADOU GADJAMAPas encore d'évaluation
- Procedure Des Traitement Des Actions Correctives Et PreventivesDocument2 pagesProcedure Des Traitement Des Actions Correctives Et PreventivesAbdelatif Hr100% (2)
- TP N°1Document4 pagesTP N°1Marouane TaibiniPas encore d'évaluation
- UntitledDocument131 pagesUntitledياسين معادPas encore d'évaluation
- Chap 3Document46 pagesChap 3Tayssir ArfaouiPas encore d'évaluation
- Guide de Massage Lomi-LomiDocument3 pagesGuide de Massage Lomi-Lomibittencourt.caroline108Pas encore d'évaluation
- Success Story MECAPROTEC QRQC v1 210422-DiffDocument10 pagesSuccess Story MECAPROTEC QRQC v1 210422-DiffIl Meravigliosõ AmirPas encore d'évaluation
- 17 - Amdec - GuideDocument11 pages17 - Amdec - GuideDifferent RayPas encore d'évaluation
- Etap Projetimp@@Document10 pagesEtap Projetimp@@BordeauxMeknesAlamesPas encore d'évaluation
- SFI35504 CR 65248176a9928Document86 pagesSFI35504 CR 65248176a9928Sidiki DaoPas encore d'évaluation
- Formation AcoustiqueV4Document158 pagesFormation AcoustiqueV4Manuela VPas encore d'évaluation
- APQP 3rd EditionDocument5 pagesAPQP 3rd Editionعبد الحقPas encore d'évaluation
- 01-2011-Réglementation - MéthodesDocument26 pages01-2011-Réglementation - MéthodesRomaric VERDONCKPas encore d'évaluation
- Cartes ShewhartDocument10 pagesCartes ShewhartCyrille Otchoumou100% (1)
- Présentation Déploiement Itqan Maintenance Assalama 1Document49 pagesPrésentation Déploiement Itqan Maintenance Assalama 1yassirmouhssinePas encore d'évaluation
- Cours Agile 1Document23 pagesCours Agile 1mariem.jridiPas encore d'évaluation
- Cours06 PDP PBMDocument73 pagesCours06 PDP PBMJuinPas encore d'évaluation
- Exemple DMAIC 6sigma PDFDocument11 pagesExemple DMAIC 6sigma PDFBenhassineMedaliPas encore d'évaluation
- Programme National BUT GMP ACD GMP - Août 2022Document198 pagesProgramme National BUT GMP ACD GMP - Août 2022Laurent MondonPas encore d'évaluation
- NC Montage Support 03 (Structure Mep Master-Slave)Document3 pagesNC Montage Support 03 (Structure Mep Master-Slave)firasPas encore d'évaluation
- Sujet EAPIPM BTS Prod - 2020Document42 pagesSujet EAPIPM BTS Prod - 2020Hassanbfk BfkPas encore d'évaluation
- Charte de Projet Du Système D'aménagement POLYBAT.Document5 pagesCharte de Projet Du Système D'aménagement POLYBAT.ismailyaiche0Pas encore d'évaluation
- Cartes Du ControleDocument10 pagesCartes Du ControleAyman AymanPas encore d'évaluation
- Cours CDAO Chap1Document64 pagesCours CDAO Chap1eyahedhily6Pas encore d'évaluation
- GL PP40Document69 pagesGL PP40ABDEL PAGNA KARIMPas encore d'évaluation
- Shéma DirecteurDocument64 pagesShéma DirecteurCedric Kuetche MouafoPas encore d'évaluation
- Génie Logiciel 02Document60 pagesGénie Logiciel 02Farid IssamPas encore d'évaluation
- Kit Formation Qualité Projet V4Document59 pagesKit Formation Qualité Projet V4asmaa el akliPas encore d'évaluation
- Cadrage Du ProjetDocument14 pagesCadrage Du Projetbasma hassaniPas encore d'évaluation
- 4.cycle de Vie D'un Projet. Cesi.m.pDocument18 pages4.cycle de Vie D'un Projet. Cesi.m.pAnonymous xFDtFYS2Pas encore d'évaluation
- Inbound 5284095911142812639Document5 pagesInbound 5284095911142812639Belmaghraoui khalidPas encore d'évaluation
- Gestion de Projets Dorra Guermazi AmmousDocument52 pagesGestion de Projets Dorra Guermazi AmmousCoulibaly Youssouf n'goloPas encore d'évaluation
- Consulting Centre QRQCDocument4 pagesConsulting Centre QRQCMbolatiana CornetPas encore d'évaluation
- Chap 2TUP SCRUMDocument42 pagesChap 2TUP SCRUMkhadidiatoudieyePas encore d'évaluation
- TFM Marocetude - Com M16 Dossier de fabrication-partie1-FM-TFMDocument69 pagesTFM Marocetude - Com M16 Dossier de fabrication-partie1-FM-TFMPast NdayishimiyePas encore d'évaluation
- 2 Epreuve E4 Mai 2015 (Page 32 Couleur)Document39 pages2 Epreuve E4 Mai 2015 (Page 32 Couleur)SALAH EDDINE HESSANEPas encore d'évaluation
- Sou Tenance Bou Zoubaa & SaadallahDocument41 pagesSou Tenance Bou Zoubaa & SaadallahEDOHPas encore d'évaluation
- Ofppt: Royaume Du MarocDocument68 pagesOfppt: Royaume Du MarocAlim OsmoPas encore d'évaluation
- Exo Master Schedule-101208Document1 pageExo Master Schedule-101208adrianPas encore d'évaluation
- Structure Dun Systeme de GPDocument9 pagesStructure Dun Systeme de GPxuz996Pas encore d'évaluation
- Examen QMS ENSADocument8 pagesExamen QMS ENSABennis MeryemPas encore d'évaluation
- HQE2R - Schema D'inscription Dans Le Projet UrbainDocument1 pageHQE2R - Schema D'inscription Dans Le Projet UrbainsusCities67% (3)
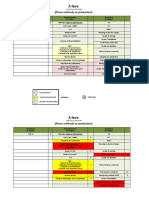
- À FaireDocument2 pagesÀ Fairemoufak alabdahPas encore d'évaluation
- Uml Erraha Final Ensa3 2023Document223 pagesUml Erraha Final Ensa3 2023Manal LahmidiPas encore d'évaluation
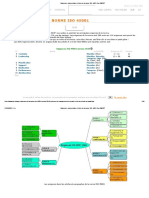
- 3 Cours ERP Methodes AutresDocument73 pages3 Cours ERP Methodes AutresMOUSSAB MOUATARIFPas encore d'évaluation
- SuiteprocessusDocument28 pagesSuiteprocessusAsma HammamiPas encore d'évaluation
- Conf Micado Breart Renault 507Document15 pagesConf Micado Breart Renault 507Zakaria BettiouiPas encore d'évaluation
- M19 Logique Sequentiel-1 PDFDocument131 pagesM19 Logique Sequentiel-1 PDFDoha BensPas encore d'évaluation
- Gm5isp 2012 Lepori PosterDocument1 pageGm5isp 2012 Lepori PosterYassine AzougaghPas encore d'évaluation
- Exigences, Commentaires Et Liens de La Norme ISO 45001 D'un SMSSTDocument20 pagesExigences, Commentaires Et Liens de La Norme ISO 45001 D'un SMSSTY DemePas encore d'évaluation
- 5 Identification Des AES Et Leurs ImpactsDocument5 pages5 Identification Des AES Et Leurs ImpactsWahab BahkatPas encore d'évaluation
- Projets du Futur : Guide Complet des Méthodes de Conduite InnovantesD'EverandProjets du Futur : Guide Complet des Méthodes de Conduite InnovantesPas encore d'évaluation
- Exo Master Schedule-101208Document1 pageExo Master Schedule-101208adrianPas encore d'évaluation
- Actions Correctives Et Preventives: Procedure N°4-14 Indice B Du 25/09/97Document6 pagesActions Correctives Et Preventives: Procedure N°4-14 Indice B Du 25/09/97adrianPas encore d'évaluation
- Considerations Financieres Relatives Au Systeme Qualite: Procedure #4/21 Indice B Du 08/09/97Document5 pagesConsiderations Financieres Relatives Au Systeme Qualite: Procedure #4/21 Indice B Du 08/09/97adrianPas encore d'évaluation
- P A Q PAQ: Lan D' Melioration de La UaliteDocument6 pagesP A Q PAQ: Lan D' Melioration de La UaliteadrianPas encore d'évaluation
- Responsabilites Et Autorite: Procedure #1-1 Indice D Du 15.07.97 Date D'application: 28.07.97 Page 1/5Document5 pagesResponsabilites Et Autorite: Procedure #1-1 Indice D Du 15.07.97 Date D'application: 28.07.97 Page 1/5adrianPas encore d'évaluation
- Audit Plan SupraveghereDocument8 pagesAudit Plan Supraveghereadrian100% (1)
- Naples BOUCHIBA Farid Ibadism Napoli 1Document32 pagesNaples BOUCHIBA Farid Ibadism Napoli 1Ayman UchihaPas encore d'évaluation
- Gestion de ProcessusDocument4 pagesGestion de ProcessusMomedPas encore d'évaluation
- Systeme 2DDLDocument25 pagesSysteme 2DDLSamado Tips46Pas encore d'évaluation
- Jeu 3 UPEC S4 Examen Semestriel Cardio-Neuro-Digestif Aout 2011Document2 pagesJeu 3 UPEC S4 Examen Semestriel Cardio-Neuro-Digestif Aout 2011safemindPas encore d'évaluation
- Pdfnotice 65409Document32 pagesPdfnotice 65409Michel MunozPas encore d'évaluation
- LeFa, GéomancieAfricainePDF 1712184199545Document37 pagesLeFa, GéomancieAfricainePDF 1712184199545Bachir Maman MoustaphaPas encore d'évaluation
- Chapitre 1Document31 pagesChapitre 1Chahid ChokoutPas encore d'évaluation
- Crédit ManagementDocument25 pagesCrédit Managementjosuedassi1Pas encore d'évaluation
- Krigeage DualDocument5 pagesKrigeage DualkaderPas encore d'évaluation
- Leçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéDocument9 pagesLeçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéZury84Pas encore d'évaluation
- CE1 Anglais Lets Travel To Australia CompressedDocument11 pagesCE1 Anglais Lets Travel To Australia CompressedFifi liloPas encore d'évaluation
- Evaluation SommativeDocument14 pagesEvaluation SommativeAnonymous wzl1VpDoz6Pas encore d'évaluation
- Guide Juridique PDFDocument754 pagesGuide Juridique PDFMariem AssafiPas encore d'évaluation
- Cours de Digital Control SystemsDocument172 pagesCours de Digital Control SystemsarcPas encore d'évaluation
- DEPLIANT 16e SOCAPED COMPLET 02092022Document4 pagesDEPLIANT 16e SOCAPED COMPLET 02092022SamuelPas encore d'évaluation
- Devis de Construction Du Bureau AvenueDocument5 pagesDevis de Construction Du Bureau AvenueDivin IkundjiPas encore d'évaluation
- GRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiDocument2 pagesGRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiAbanoubPas encore d'évaluation
- Master TOX1 PDFDocument17 pagesMaster TOX1 PDFSidahmed MilPas encore d'évaluation
- Dqe Hangar 24X40 Poteaux MetalliquesDocument2 pagesDqe Hangar 24X40 Poteaux MetalliquesorianeruthdPas encore d'évaluation
- Delonghi Ec695Document18 pagesDelonghi Ec695Kaddouri KaddaPas encore d'évaluation
- Contrat Type PPPDocument69 pagesContrat Type PPPDecour Paul-JeanPas encore d'évaluation
- Prevision Et Suivi Des Depenses Du Maitre D'ouvrage PDFDocument9 pagesPrevision Et Suivi Des Depenses Du Maitre D'ouvrage PDFPower TimePas encore d'évaluation