Vous aimerez peut-être aussi
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- 22 - AMDEC - Exemple D'un Circuit de Graissage - FichesDocument6 pages22 - AMDEC - Exemple D'un Circuit de Graissage - FichesthekrumpPas encore d'évaluation
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounD'EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounPas encore d'évaluation
- Cours - Diagramme de Pareto en NTDocument1 pageCours - Diagramme de Pareto en NTSalem OmriPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- 202 - Maintenance Préventive - Abacabad PDFDocument2 pages202 - Maintenance Préventive - Abacabad PDFmaroua0% (1)
- 20 - Aspects Économiques de La MaintenanceDocument20 pages20 - Aspects Économiques de La Maintenancefaznour100% (1)
- Exercice N°1 Pratique 2 FMD TPMDocument2 pagesExercice N°1 Pratique 2 FMD TPMdallagi mohamed0% (1)
- 13 - TD - AmdecDocument16 pages13 - TD - AmdecMohamed Belaoun75% (4)
- Calculer Le TRSDocument2 pagesCalculer Le TRSqzm74l100% (1)
- TD 7 Amdec 2021Document4 pagesTD 7 Amdec 2021dz film100% (1)
- 01 - TD Concepts Et Strategies de MaintenanceDocument4 pages01 - TD Concepts Et Strategies de MaintenanceYouness Ezziyani100% (2)
- Compte Rendu Du TP GMAO SOUS EXcelDocument6 pagesCompte Rendu Du TP GMAO SOUS EXcelImad Guezaout100% (1)
- 02 TP FMDDocument10 pages02 TP FMDSosthene AubrilPas encore d'évaluation
- GMAO OptiMaint - Interfaces Avec Des Données de Gestion PDFDocument5 pagesGMAO OptiMaint - Interfaces Avec Des Données de Gestion PDFSadou HamadouPas encore d'évaluation
- 19 - TD TPM TRS - ProfDocument8 pages19 - TD TPM TRS - ProfImane MjimerPas encore d'évaluation
- Chap3 ProjetDocument27 pagesChap3 ProjetColince TimenePas encore d'évaluation
- TD Gestion de Stocks de Pièces de RechangeDocument2 pagesTD Gestion de Stocks de Pièces de RechangeAdima SaidPas encore d'évaluation
- 20 - TD - Aspects Économiques de La Maintenance PDFDocument31 pages20 - TD - Aspects Économiques de La Maintenance PDFFatimaZahraeEnasseri100% (3)
- 04 - Tds - Analyse de ParetoDocument7 pages04 - Tds - Analyse de ParetoSalah Eddine Chouikh100% (1)
- Ch5 Les Couts en MaintenanceDocument23 pagesCh5 Les Couts en Maintenancekaridaniel100% (1)
- Fascicule Du GMAO 2020-2021Document27 pagesFascicule Du GMAO 2020-2021Ibrahim Sendi100% (1)
- TP2 Stock GmaoDocument24 pagesTP2 Stock GmaoAbdoo BeelPas encore d'évaluation
- CodificationDocument15 pagesCodificationflavienPas encore d'évaluation
- Fascicule GMAO Aq ManagerDocument13 pagesFascicule GMAO Aq ManagerAbid100% (2)
- 05 - Maintenance Basée Sur La FiabilitéDocument85 pages05 - Maintenance Basée Sur La Fiabiliténessaf100% (1)
- Compte Rendu TP MaintenanceDocument6 pagesCompte Rendu TP MaintenanceAssane gueyePas encore d'évaluation
- TD AudiDocument29 pagesTD AudimongiPas encore d'évaluation
- Examen National Du Brevet de Technicien Supérieur Session Mai 2019 - Sujet - 1Document20 pagesExamen National Du Brevet de Technicien Supérieur Session Mai 2019 - Sujet - 1Fatima Ez ZahraePas encore d'évaluation
- TD Maintenance CorrigeDocument6 pagesTD Maintenance Corrigeiraoui jamal (Ebay)100% (3)
- TD Abaque de NoiretDocument1 pageTD Abaque de NoiretAbbassi Karim100% (2)
- Ch5 Les Couts en Maintenance TDDocument9 pagesCh5 Les Couts en Maintenance TDanass sbni100% (1)
- Gestion Des Travaux de La MaintenanceDocument12 pagesGestion Des Travaux de La MaintenancepppPas encore d'évaluation
- Cout Ratio MaintenanceDocument11 pagesCout Ratio MaintenanceHassana Mhf100% (1)
- Maint TDDocument2 pagesMaint TDLarousse DoumaPas encore d'évaluation
- Evaluation de La Fonction Maintenance - SujetDocument10 pagesEvaluation de La Fonction Maintenance - Sujetaboustif maslouhiPas encore d'évaluation
- TD MaintenanceDocument4 pagesTD MaintenanceAnonymous HzWcvfdZZVPas encore d'évaluation
- TD GmaDocument6 pagesTD GmaMaxi PlusPas encore d'évaluation
- L3 GI GI512 CorrigéDocument3 pagesL3 GI GI512 Corrigébachiri mohamed lamine100% (2)
- Chap 1 Gestion de MaintenanceDocument7 pagesChap 1 Gestion de MaintenanceYassineZkl100% (1)
- Rapport de Stage KHALLAD Mohamed ExxeliaDocument30 pagesRapport de Stage KHALLAD Mohamed ExxeliaOumaima Ezzaher0% (1)
- Maintenance Série 5Document18 pagesMaintenance Série 5Abdrezzak MounouarPas encore d'évaluation
- Coût de Maintenance 2020Document26 pagesCoût de Maintenance 2020Yassine100% (1)
- 6.1amélioration de La Fiabilité Des ÉquipementsDocument55 pages6.1amélioration de La Fiabilité Des ÉquipementsBest BossPas encore d'évaluation
- Support Cours AMDEC PDFDocument20 pagesSupport Cours AMDEC PDFalousteve100% (1)
- CH 3 Maintenance Des Systemes Hydrauliques Et PneumatiquesDocument20 pagesCH 3 Maintenance Des Systemes Hydrauliques Et Pneumatiquesasma sallem100% (1)
- TD Coût en MaintenanceDocument6 pagesTD Coût en MaintenanceAziz Kabore100% (2)
- TD 2 TPM Avec RéponsesDocument1 pageTD 2 TPM Avec RéponsesOssama Chahoub67% (3)
- Le SMEDDocument87 pagesLe SMEDIliass Mahraz0% (1)
- Support Cours Management de La MaintenanceDocument89 pagesSupport Cours Management de La MaintenanceHossam Hossam100% (4)
- 05.4 - DIAGRAMME DE PARETO en N, NT, T ExposéDocument11 pages05.4 - DIAGRAMME DE PARETO en N, NT, T ExposéPhil ČhrýstaĺPas encore d'évaluation
- TD Stratégie de Maintenance: Bts MiDocument1 pageTD Stratégie de Maintenance: Bts MisaidPas encore d'évaluation
- Chapitre 1 - Introduction À La Maintenance 4.0Document77 pagesChapitre 1 - Introduction À La Maintenance 4.0Mohamed BouazaouiPas encore d'évaluation
- TP 2 Gmao 2017Document19 pagesTP 2 Gmao 2017Abdoo BeelPas encore d'évaluation
- 06 - OptiMaint Gestion Des - Stocks PDFDocument36 pages06 - OptiMaint Gestion Des - Stocks PDFalilouPas encore d'évaluation
- Methodes de MaintenanceDocument14 pagesMethodes de MaintenanceMed El HarchaouiPas encore d'évaluation
- Le TRSDocument4 pagesLe TRSStevy Mikala100% (1)
- 19 - TD TPM TRSDocument5 pages19 - TD TPM TRSImane Mjimer57% (7)
- Chapitre 1 Management Service MethodesDocument22 pagesChapitre 1 Management Service MethodesAbdou La0% (1)
- Ch. 3. Fonctions L2Document46 pagesCh. 3. Fonctions L2Ibrahim ManganePas encore d'évaluation
- Roulements SKF IdentificationDocument10 pagesRoulements SKF IdentificationRifi MohamedPas encore d'évaluation
- CPKDocument16 pagesCPKschumiizz2bestPas encore d'évaluation
- F122 Conception FormesDocument11 pagesF122 Conception Formesslimani abdelilahPas encore d'évaluation
- Qualité Des Produits Et Qualité Des CaractéristiquesDocument12 pagesQualité Des Produits Et Qualité Des CaractéristiquesCyprien Smith YoulouPas encore d'évaluation
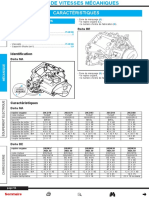
- 05a Boîte de Vitesses MécaniquesDocument7 pages05a Boîte de Vitesses MécaniquesRAOUFPas encore d'évaluation
- Niveau de MaintenanceDocument88 pagesNiveau de Maintenancedj.amin07Pas encore d'évaluation
- Soudage Et RoulementDocument1 pageSoudage Et RoulementHaytam ArouiPas encore d'évaluation
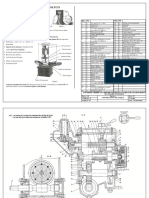
- Réducteur MBDocument88 pagesRéducteur MBCamille De pasqualinPas encore d'évaluation
- Revisions MecaniquesDocument6 pagesRevisions MecaniquesAbdelali YacoubiPas encore d'évaluation
- Manuel D'atelier Yamaha XVS 125 Dragstar PDFDocument321 pagesManuel D'atelier Yamaha XVS 125 Dragstar PDFMxScribd67% (3)
- Devoir de Contrôle N°2 2008 2009 (Ouslatia Kairouan2)Document4 pagesDevoir de Contrôle N°2 2008 2009 (Ouslatia Kairouan2)iman khadir100% (1)
- 3 6 Diag Pannes Pompes HydrauliqueDocument4 pages3 6 Diag Pannes Pompes HydrauliqueFouad NadjiPas encore d'évaluation
- Corrige DS2 3ST DT DR GM GE Region KairouanDocument8 pagesCorrige DS2 3ST DT DR GM GE Region KairouanBouabdellaoui saif ennasrPas encore d'évaluation
- D5-1 Classification Des Machines Tournantes PDFDocument12 pagesD5-1 Classification Des Machines Tournantes PDFhamraoui chahrazedPas encore d'évaluation
- These MachadoDocument188 pagesThese MachadopfePas encore d'évaluation
- TMEL TFFI EN - Dessin & Technologie de ConstructionDocument3 pagesTMEL TFFI EN - Dessin & Technologie de ConstructionAina RATSIMBAZAFYPas encore d'évaluation
- 111 Dessin Industriel Normes ISO ANSI Rappel (1dpp) PDFDocument46 pages111 Dessin Industriel Normes ISO ANSI Rappel (1dpp) PDFc oussama100% (1)
- Tuto EmbrayageDocument9 pagesTuto Embrayageando andriamihajaPas encore d'évaluation
- Valve TroubleshootingDocument10 pagesValve Troubleshootingvista10Pas encore d'évaluation
- WEG Moteur A Induction Triphase A Basse Et Haute Tension Manuel Francais PDFDocument74 pagesWEG Moteur A Induction Triphase A Basse Et Haute Tension Manuel Francais PDFmaryamPas encore d'évaluation
- JS800A8FDocument269 pagesJS800A8Falexander ortizPas encore d'évaluation
- Cumutas Pompe Injection 99637 PDFDocument56 pagesCumutas Pompe Injection 99637 PDFRached Douahchua100% (2)
- Devoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDocument11 pagesDevoir de Contrôle N°1 - Génie Mécanique Chaîne de Conditionnement de Medicaments - Bac Technique (2016-2017) MR Mlaouhi SlaheddineDhia Cherni100% (1)
- Technologie Des Pompes Centrifuges04362 - A - FDocument20 pagesTechnologie Des Pompes Centrifuges04362 - A - Fsinou.25Pas encore d'évaluation
- De La Transmission Arrière D Un ScooterDocument22 pagesDe La Transmission Arrière D Un ScooterTelli TarekPas encore d'évaluation
- Volume1 PDFDocument74 pagesVolume1 PDFRim EL Alaoui100% (1)
- Conclusion 2 Environ 12Document5 pagesConclusion 2 Environ 12Ayman AbidPas encore d'évaluation
- Transmissions: CaractéristiquesDocument3 pagesTransmissions: Caractéristiquestoni13021302Pas encore d'évaluation
- CONS MEC S3 GP1 2021.docx2Document7 pagesCONS MEC S3 GP1 2021.docx2babsbossgaye03Pas encore d'évaluation