Vous aimerez peut-être aussi
- Moulage Canaux ChaudsDocument116 pagesMoulage Canaux ChaudsBouallegue MounirPas encore d'évaluation
- Expose Lundi Matin MouleDocument21 pagesExpose Lundi Matin MouleSeif Habbachi100% (1)
- QCM InjectionDocument22 pagesQCM InjectionAnonymous 9qKdViDP4100% (2)
- Maintenance MoulesDocument1 pageMaintenance MoulesMahdi Elgolli0% (1)
- Conception-Moule-Injection-Plastique p1-41 PR FDocument40 pagesConception-Moule-Injection-Plastique p1-41 PR FHamza BN100% (6)
- En 14511-3 (2007)Document45 pagesEn 14511-3 (2007)Daniel Milosevski100% (1)
- Aro V2-3Document19 pagesAro V2-3The geek CuestaPas encore d'évaluation
- Specification Technique One ST #T25 - P25: Transformateurs de Puissance THT/HT/MTDocument30 pagesSpecification Technique One ST #T25 - P25: Transformateurs de Puissance THT/HT/MTmohamed0167Pas encore d'évaluation
- Stratégies D'équilibre Chez L'enfantDocument11 pagesStratégies D'équilibre Chez L'enfantSami Rachid100% (1)
- Injection Outillage À Injection AxialeDocument22 pagesInjection Outillage À Injection Axialepedro100% (1)
- Fascicule de TP CAO MouleDocument17 pagesFascicule de TP CAO MouleSalem OmriPas encore d'évaluation
- Rapport de Mini ProjetDocument14 pagesRapport de Mini ProjetZalfeni FakherPas encore d'évaluation
- Chapitre 4 Conception Moules Injection Matieres PlastiquesDocument29 pagesChapitre 4 Conception Moules Injection Matieres PlastiquesSofianeMendoudPas encore d'évaluation
- InjectionDocument25 pagesInjectionMoha ZidanePas encore d'évaluation
- Injection SoufflageDocument8 pagesInjection SoufflageSaidi Tambwe100% (1)
- Moule D Injection Plastique 1705769404Document11 pagesMoule D Injection Plastique 1705769404Labzai YasSinePas encore d'évaluation
- Lecon D'injection Plastique Pat PDFDocument16 pagesLecon D'injection Plastique Pat PDFPatrick BeniePas encore d'évaluation
- InjectionDocument25 pagesInjectionAyoub ChebbiPas encore d'évaluation
- Calculs de PR R Glage D'injectionDocument5 pagesCalculs de PR R Glage D'injectionAhmed FekiPas encore d'évaluation
- 4 L'Unité D'injectionDocument29 pages4 L'Unité D'injectionParc ElyesPas encore d'évaluation
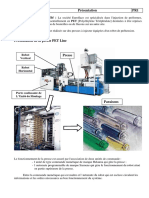
- Presse À Injecter Présentation PR1 Présentation de La SociétéDocument30 pagesPresse À Injecter Présentation PR1 Présentation de La SociétéTawargit01Pas encore d'évaluation
- Conception Des Pieces Plastiques Injectees - SommaireDocument20 pagesConception Des Pieces Plastiques Injectees - Sommairemaat medPas encore d'évaluation
- Le Retrait Au MoulageDocument5 pagesLe Retrait Au MoulageSanaPas encore d'évaluation
- Régle de Dimensionnement Des MoulesDocument8 pagesRégle de Dimensionnement Des MoulesAhmed MatPas encore d'évaluation
- Les Étapes de Conception de MouleDocument2 pagesLes Étapes de Conception de MouleElyass DaddaPas encore d'évaluation
- Maintenance MoulesDocument1 pageMaintenance MoulesOussama SalHiPas encore d'évaluation
- Cours Sur Le MoulageDocument16 pagesCours Sur Le Moulaget_moncel100% (1)
- Chapitre 4 Conception Moules Injection Matieres Plastiques PDFDocument29 pagesChapitre 4 Conception Moules Injection Matieres Plastiques PDFMounir Douggaz0% (1)
- Chapitre 4 Conception Moules Injection Matieres PlastiquesDocument27 pagesChapitre 4 Conception Moules Injection Matieres PlastiquesFakhredine HamidiPas encore d'évaluation
- Extrusion 2020-2021Document54 pagesExtrusion 2020-2021Bilel LetaiefPas encore d'évaluation
- MOUL Et INJ PLAST TOTALDocument71 pagesMOUL Et INJ PLAST TOTALChaoune MedPas encore d'évaluation
- 04 Chapitre IV Les Presses Dinjection - 2022 - EtudiantsDocument37 pages04 Chapitre IV Les Presses Dinjection - 2022 - EtudiantsFiras KhemakrhmPas encore d'évaluation
- 6 Couleur Connaissance Des Presses D'injectionDocument95 pages6 Couleur Connaissance Des Presses D'injectionOumeyma Hamlaui100% (1)
- 11 Usinage CoupeDocument21 pages11 Usinage Coupekarim100% (1)
- Cours Plasturgie ChimiqueDocument10 pagesCours Plasturgie ChimiqueSalah-Eddine NasmiPas encore d'évaluation
- MoldDocument39 pagesMoldzitouni100% (1)
- 2029 Mod 4 Concevoir Un Produit InjectéDocument149 pages2029 Mod 4 Concevoir Un Produit InjectéKhalid Amellal100% (1)
- Profilage À Froid - ExtrusionDocument2 pagesProfilage À Froid - ExtrusionRomuald ChieuxPas encore d'évaluation
- Conception Et Moulabilité - FrenchDocument16 pagesConception Et Moulabilité - FrenchMarcel ReichenPas encore d'évaluation
- 2.chapitre - II PMF-MP EtudiantDocument59 pages2.chapitre - II PMF-MP EtudiantEmna TräadPas encore d'évaluation
- Mini Projet PlasturgiefadwaDocument22 pagesMini Projet PlasturgiefadwaFadwa ZRPas encore d'évaluation
- Nouveau Présentation Microsoft Office PowerPointDocument14 pagesNouveau Présentation Microsoft Office PowerPointGhaith Soudani100% (1)
- Taillage D'engrenages À L'outil Ou Fraise Module: I Définition - DescriptionDocument5 pagesTaillage D'engrenages À L'outil Ou Fraise Module: I Définition - Descriptionbassem kortasPas encore d'évaluation
- 3 Les EssaisDocument43 pages3 Les EssaisNada Riahi100% (1)
- Catia v5 Machining Brochure FR PDFDocument8 pagesCatia v5 Machining Brochure FR PDFWalid BenaziPas encore d'évaluation
- Chap 2 Les Extrudeuses 2020 EtudiantsDocument62 pagesChap 2 Les Extrudeuses 2020 EtudiantsElyess Ben Ahmed100% (1)
- TD 1 Dim Outil PresseDocument6 pagesTD 1 Dim Outil Pressetout_tout100% (1)
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- L'Outillage de Decoupage-CambrageDocument9 pagesL'Outillage de Decoupage-CambragemainoPas encore d'évaluation
- Conception Des Moules1Document71 pagesConception Des Moules1Aymane QariohPas encore d'évaluation
- Defaut Injection PlastiqueDocument11 pagesDefaut Injection PlastiqueAymane Qarioh100% (1)
- Chapitre 3 Conception Moule Injection Plastique PDFDocument52 pagesChapitre 3 Conception Moule Injection Plastique PDFHELMI MTPas encore d'évaluation
- Correction TD Révision PDFDocument7 pagesCorrection TD Révision PDFTwati Ala100% (2)
- Analyse Fonctionnelle FardeleuseDocument7 pagesAnalyse Fonctionnelle FardeleusesalawaPas encore d'évaluation
- 7812 E2 Bac Pro Plastiques Et Composites 2016 Partie 4 CorrectionDocument18 pages7812 E2 Bac Pro Plastiques Et Composites 2016 Partie 4 CorrectionImen Sahnoun0% (1)
- 3.chapitre III Conception Des Pièces Etudiant1Document22 pages3.chapitre III Conception Des Pièces Etudiant1MahdinymosPas encore d'évaluation
- Catalogue de Formation Catia FAO FRDocument20 pagesCatalogue de Formation Catia FAO FRNaoufel FaresPas encore d'évaluation
- Moulage Par Injection PlastiqueDocument13 pagesMoulage Par Injection PlastiqueismailPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Iinjection Plastique - CHAPITRE 2 PDFDocument11 pagesIinjection Plastique - CHAPITRE 2 PDFAmeqran ACPas encore d'évaluation
- Etude de MouleDocument38 pagesEtude de MouleElyass DaddaPas encore d'évaluation
- Contrôle Qualité Dans Le Moulage Par Injection PlastiqueDocument18 pagesContrôle Qualité Dans Le Moulage Par Injection PlastiqueNOUR DAOUDPas encore d'évaluation
- Alesage ConiqueDocument2 pagesAlesage ConiqueayariseifallahPas encore d'évaluation
- Malette Métrologie DimensionnelleDocument2 pagesMalette Métrologie Dimensionnelleayariseifallah100% (1)
- Ch1-Instruments de MesureDocument13 pagesCh1-Instruments de Mesureayariseifallah100% (1)
- Manuel de FraisageDocument17 pagesManuel de FraisageMounir DouggazPas encore d'évaluation
- Conception Planification PV PDFDocument8 pagesConception Planification PV PDFBilal ElmrabatePas encore d'évaluation
- Heat Exchanger Inspection FRDocument2 pagesHeat Exchanger Inspection FRKali AbdennourPas encore d'évaluation
- Le Clézio Et La Quête D'harmonie - CRLVDocument18 pagesLe Clézio Et La Quête D'harmonie - CRLVmaxiPas encore d'évaluation
- Manuel PAC 08F PDFDocument84 pagesManuel PAC 08F PDFAchour IfrekPas encore d'évaluation
- Guide Garde Corps CAPEBDocument44 pagesGuide Garde Corps CAPEBJPBEAUCOUP100% (2)
- Motivation BelgDocument2 pagesMotivation Belgaymen ghuPas encore d'évaluation
- Autodesk Robot Structural Analysis Professional 2016Document55 pagesAutodesk Robot Structural Analysis Professional 2016Brice Patrice GollyPas encore d'évaluation
- Annale Maths Ecs Prépa 2020 CorroDocument25 pagesAnnale Maths Ecs Prépa 2020 CorroHamid RobgoPas encore d'évaluation
- Méthode de Mesure de Débit - CopieDocument7 pagesMéthode de Mesure de Débit - CopieMarouane Ezzaim50% (6)
- P18 011Document14 pagesP18 011SyksEverPas encore d'évaluation
- bm4272 PDFDocument12 pagesbm4272 PDFebey_endun100% (1)
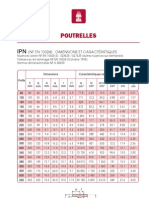
- Poutrelles: (NF en 10024) : Dimensions Et CaractéristiquesDocument4 pagesPoutrelles: (NF en 10024) : Dimensions Et CaractéristiquesClaude BadrPas encore d'évaluation
- 05 Fiche RecristallisationDocument1 page05 Fiche RecristallisationzakariaePas encore d'évaluation
- FR Sikaplast Techno 80 nt264Document2 pagesFR Sikaplast Techno 80 nt264qwerty2500Pas encore d'évaluation
- Sol EffectDocument195 pagesSol Effectrached0% (1)
- M10 Notions Et Concepts de La Topographie AC CTTP-BTP-CTTPDocument135 pagesM10 Notions Et Concepts de La Topographie AC CTTP-BTP-CTTPOmzRhzPas encore d'évaluation
- M8 - Cintrer, Couder À Froid Et À Chaud - CM-FADocument19 pagesM8 - Cintrer, Couder À Froid Et À Chaud - CM-FAbahou10100% (1)
- FicheTD S3 PDFDocument7 pagesFicheTD S3 PDFMohamed HachimiPas encore d'évaluation
- CNC Tsi 2016 CorrigéDocument7 pagesCNC Tsi 2016 CorrigéMed RhaiouzPas encore d'évaluation
- Corrigé ModStatDocument5 pagesCorrigé ModStatmahdiPas encore d'évaluation
- TP ElectrotechniqueDocument12 pagesTP ElectrotechniqueAhmed BidArPas encore d'évaluation
- 2005 Asie OndeCorde SUJETDocument2 pages2005 Asie OndeCorde SUJETj.verley4375Pas encore d'évaluation
- Cimentation Des Puits Horizontaux PDFDocument32 pagesCimentation Des Puits Horizontaux PDFMohamed GdPas encore d'évaluation
- Master Genie Civil TD2 PDFDocument2 pagesMaster Genie Civil TD2 PDFeranPas encore d'évaluation
- CISAILLEMENTDocument8 pagesCISAILLEMENTMarcelo BuzolinPas encore d'évaluation