Vous aimerez peut-être aussi
- SZ - Copie - Copie - CopieDocument3 pagesSZ - Copie - Copie - CopieHITIMAN-APas encore d'évaluation
- Cours Hydraulique Rappel MFDocument13 pagesCours Hydraulique Rappel MFHassan MourtakibPas encore d'évaluation
- Cours 2Document18 pagesCours 2abdellatifPas encore d'évaluation
- VCTDS-02619 Model Monovar-FR 2Document8 pagesVCTDS-02619 Model Monovar-FR 2Mohamed Anas NafirPas encore d'évaluation
- Hydraulique 2 Régimes Transitoires Coup de BelierDocument139 pagesHydraulique 2 Régimes Transitoires Coup de BelierSaid MrfPas encore d'évaluation
- Mesure Du Débit OkDocument37 pagesMesure Du Débit Okssam cefPas encore d'évaluation
- Vannes de RéglageDocument9 pagesVannes de RéglageHamza ChemlalPas encore d'évaluation
- Vannes de ReglageDocument10 pagesVannes de ReglageCHEBBAB BrahimPas encore d'évaluation
- Notion en HydrauliqueDocument37 pagesNotion en HydrauliqueAimad GoumiPas encore d'évaluation
- Partie 5Document34 pagesPartie 5chaymae ChaaliPas encore d'évaluation
- Dynamique Des FluidesDocument12 pagesDynamique Des Fluidescyrine KhamiriPas encore d'évaluation
- Hydrolique Bac ProDocument15 pagesHydrolique Bac Pro720 M vuesPas encore d'évaluation
- Déversoir 1Document15 pagesDéversoir 1Khaoula ZefanePas encore d'évaluation
- Dimensionnement Vanne de Regulation Temperature, Electricite, GTB, Gestion Technique, KV, KVS, LogarithmiqueDocument4 pagesDimensionnement Vanne de Regulation Temperature, Electricite, GTB, Gestion Technique, KV, KVS, Logarithmiquekhali54Pas encore d'évaluation
- Dynamique Des Fluides AppliquéeDocument95 pagesDynamique Des Fluides Appliquéemirakabela766Pas encore d'évaluation
- Page Du Frigoriste - Les Vannes en ClimatisationDocument6 pagesPage Du Frigoriste - Les Vannes en ClimatisationAlphonse OwolabiPas encore d'évaluation
- Brochure TP MDFDocument13 pagesBrochure TP MDFrafik saPas encore d'évaluation
- Cours Circuits de Puissances HydrauliquesDocument62 pagesCours Circuits de Puissances HydrauliquesalexdavidnparkerPas encore d'évaluation
- UE-Dimensionnement D'un Réseau Pluvial CHAP 4 Et 5Document25 pagesUE-Dimensionnement D'un Réseau Pluvial CHAP 4 Et 5Abodou Innocent Marie Kevine Ache100% (1)
- Chapitre 3 InstrumentationDocument27 pagesChapitre 3 InstrumentationAzertnutshaPas encore d'évaluation
- VRD - AepDocument10 pagesVRD - AephichosenPas encore d'évaluation
- Dimensionnement Des Collecteurs Et Calculs HydrauliquesDocument10 pagesDimensionnement Des Collecteurs Et Calculs HydrauliquesHou DaPas encore d'évaluation
- TP 3 Canal À Ciel Ouvert Régimes DécoulementDocument9 pagesTP 3 Canal À Ciel Ouvert Régimes Découlementayouta rezguiPas encore d'évaluation
- Cours AEP CMDocument91 pagesCours AEP CMBeubeuD64Pas encore d'évaluation
- Cours Actionneurs Hydrauliques PDFDocument17 pagesCours Actionneurs Hydrauliques PDFAnas KertyPas encore d'évaluation
- Conception Et DimensionnementDocument6 pagesConception Et DimensionnementOtman SaidiPas encore d'évaluation
- Méthode Basé Sur Les Pertes de ChargeDocument20 pagesMéthode Basé Sur Les Pertes de Chargetarektnt7000100% (1)
- L3 TP Laminaire PDFDocument9 pagesL3 TP Laminaire PDFzima720% (1)
- Hydraulique Coup de BélierDocument8 pagesHydraulique Coup de BélierAmina Ramina100% (1)
- 2014 014Document23 pages2014 014Chokri ChakiirPas encore d'évaluation
- Ecoulement en Surface LibreDocument24 pagesEcoulement en Surface LibreBarryPas encore d'évaluation
- Distributeurs Proportionnel 12Document5 pagesDistributeurs Proportionnel 12AbdouPas encore d'évaluation
- SAASDocument16 pagesSAASمحمد الزراريPas encore d'évaluation
- Expose Sur Les DebitmetreDocument11 pagesExpose Sur Les DebitmetreAmine BensaadaPas encore d'évaluation
- Rapport de TP Perte de ChargeDocument6 pagesRapport de TP Perte de Chargewaei0% (1)
- Fascicule de TP Mécanique de Fluide 2 Génie IndustrielDocument11 pagesFascicule de TP Mécanique de Fluide 2 Génie Industrielawalou00 dalaPas encore d'évaluation
- CHAPITRE 6 (Protection Des Conduites Contre Le Coup de Bélier)Document19 pagesCHAPITRE 6 (Protection Des Conduites Contre Le Coup de Bélier)AhmedSaadaPas encore d'évaluation
- Perte de ChargeDocument7 pagesPerte de ChargeBrahim MbarekPas encore d'évaluation
- Perte de ChargeDocument4 pagesPerte de ChargeMohamed Hadj DjelloulPas encore d'évaluation
- Série N°4 Pertes de ChargesDocument11 pagesSérie N°4 Pertes de ChargesMohamed AnjamPas encore d'évaluation
- 1-Exercices Pertes de ChargeDocument3 pages1-Exercices Pertes de ChargeMohamed OuledDiafPas encore d'évaluation
- CH 6 Coup de BelierDocument18 pagesCH 6 Coup de BelierOum Mazine100% (2)
- Hydaulique Industrielle DR SEKA PDFDocument70 pagesHydaulique Industrielle DR SEKA PDFGbato Guehi Franck ElfriedPas encore d'évaluation
- Pertes de ChargeDocument71 pagesPertes de Chargefsalmin100% (2)
- Pompes Canal LateralDocument22 pagesPompes Canal Lateralmihai_1957Pas encore d'évaluation
- INTRODUCTION TP CanalDocument10 pagesINTRODUCTION TP CanalRania Ben HassinePas encore d'évaluation
- Tox Proc Colonnes Plateaux V0Document16 pagesTox Proc Colonnes Plateaux V0mguisse100% (1)
- CaldoDocument9 pagesCaldoRida JadiPas encore d'évaluation
- Page de GardeDocument18 pagesPage de GardeHAMDOUNI AbdoPas encore d'évaluation
- Mesure Et Capteurs de DébitDocument14 pagesMesure Et Capteurs de Débitsoufiane soufPas encore d'évaluation
- Pfister - Gokok - Gisonni - Le Dimensionnement Hydraulique PDFDocument20 pagesPfister - Gokok - Gisonni - Le Dimensionnement Hydraulique PDFidrissi_toronPas encore d'évaluation
- Débit Capable Des GrilleDocument41 pagesDébit Capable Des GrilleJaouad Id BoubkerPas encore d'évaluation
- ExpoDocument29 pagesExpoArabic SoftwarePas encore d'évaluation
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- Windvane Report: Régulateurs d'allure, un voyage à travers le tempsD'EverandWindvane Report: Régulateurs d'allure, un voyage à travers le tempsPas encore d'évaluation
- Tableau Piquages Inox304lDocument1 pageTableau Piquages Inox304lBaloulouPas encore d'évaluation
- Dimensions Coudes (3D-5D.... )Document11 pagesDimensions Coudes (3D-5D.... )BaloulouPas encore d'évaluation
- Reference Pour VignettesDocument1 pageReference Pour VignettesBaloulouPas encore d'évaluation
- Différences Tuyau Chimie - Agro - PharmaDocument1 pageDifférences Tuyau Chimie - Agro - PharmaBaloulouPas encore d'évaluation
- Vanne Clapet - Cond InstalDocument1 pageVanne Clapet - Cond InstalBaloulouPas encore d'évaluation
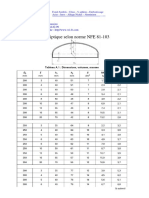
- Fond ELLIPTIQUE Selon NFE 81 103Document8 pagesFond ELLIPTIQUE Selon NFE 81 103BaloulouPas encore d'évaluation
- Brides (Docs Eras)Document1 pageBrides (Docs Eras)BaloulouPas encore d'évaluation
- Dimensions EcrousDocument1 pageDimensions EcrousBaloulouPas encore d'évaluation
- Série D'exercices N°6 (Avec Correction) - Physique Loi D'ohm - Association Des Résistors - Récepteur Atif - 2ème TI (2010-2011) MR Abdessatar Corrigé PDFDocument4 pagesSérie D'exercices N°6 (Avec Correction) - Physique Loi D'ohm - Association Des Résistors - Récepteur Atif - 2ème TI (2010-2011) MR Abdessatar Corrigé PDFHadhri Hadhri100% (1)
- Les PathologiesDocument10 pagesLes Pathologiesrom100% (2)
- Référentiels BFUPDocument26 pagesRéférentiels BFUPMax0055Pas encore d'évaluation
- Chekireb Sihem MScA 2015Document138 pagesChekireb Sihem MScA 2015Walid BouroudiPas encore d'évaluation
- Aquasnap 30RB / 30RQ 30RBY / 30RQY: Pro-Dialog +Document23 pagesAquasnap 30RB / 30RQ 30RBY / 30RQY: Pro-Dialog +Assia Oumou MohamedPas encore d'évaluation
- NF Dtu 23-2 P1-1 FDocument25 pagesNF Dtu 23-2 P1-1 FNORDINEZOUBIRIPas encore d'évaluation
- Impermeabilisation - Cuvelage - Procedes Generaux de ConstructionDocument99 pagesImpermeabilisation - Cuvelage - Procedes Generaux de ConstructionwaelPas encore d'évaluation
- 18 HHW Katalog 2014 FRDocument126 pages18 HHW Katalog 2014 FRAstrid Capo ChichiPas encore d'évaluation
- ABC CM ExtraitDocument28 pagesABC CM Extrait927hj8myky100% (1)
- Meca ContactDocument45 pagesMeca ContactMeryem HadriPas encore d'évaluation
- Sujet PhysiqyeDocument4 pagesSujet PhysiqyesarahPas encore d'évaluation
- Cours Min 4 CisaillementDocument9 pagesCours Min 4 CisaillementALSHEIMH AMINPas encore d'évaluation
- Bael - CoursDocument94 pagesBael - Courssikda sokaPas encore d'évaluation
- AO1100061087 - ANNEXE 2 - Clauses Techniques Particulieres Et Descriptif Tous Corps D'etats PDFDocument217 pagesAO1100061087 - ANNEXE 2 - Clauses Techniques Particulieres Et Descriptif Tous Corps D'etats PDFmeinne ahmed100% (1)
- 3774 v3 Chapes Fluides Base de CimentDocument16 pages3774 v3 Chapes Fluides Base de CimentIbrahim KamaraPas encore d'évaluation
- Cours Sur Les Voiles PDFDocument16 pagesCours Sur Les Voiles PDFJataw100% (1)
- Procedure Des Exigences D'inspection de L'arh DGMDocument37 pagesProcedure Des Exigences D'inspection de L'arh DGMSkan DerPas encore d'évaluation
- Rapport de Génie CivilDocument19 pagesRapport de Génie CivilnadiaPas encore d'évaluation
- Géotechnique AvancéeDocument43 pagesGéotechnique AvancéeAlgerian Journal of Research and TechnologyPas encore d'évaluation
- Formulation Du BetonDocument16 pagesFormulation Du Betoncherqui57% (7)
- Cours - 8 - Terrassements (Mode de Compatibilité) 3Document21 pagesCours - 8 - Terrassements (Mode de Compatibilité) 3Mouhamed DIOUFPas encore d'évaluation
- Diapos Schéma Électrique DomestiqueDocument38 pagesDiapos Schéma Électrique DomestiqueLotfi ElaoudPas encore d'évaluation
- Ancrage Dune Plaque Goujonnée Dans Un Voile PDFDocument15 pagesAncrage Dune Plaque Goujonnée Dans Un Voile PDFMohammed AbdelghaniPas encore d'évaluation
- Mémoire de Fin D'étude de MastèreDocument150 pagesMémoire de Fin D'étude de MastèreAli Ben Mansour75% (4)
- Exemple: Calcul D'un Montant de Mur en Profilé en C À Bords Tombés Formé À Froid Et Sollicité en TractionDocument4 pagesExemple: Calcul D'un Montant de Mur en Profilé en C À Bords Tombés Formé À Froid Et Sollicité en TractionInes abdeliPas encore d'évaluation
- Eurocode 5 BASE DE DONNEESDocument10 pagesEurocode 5 BASE DE DONNEEScabreraPas encore d'évaluation
- CENTRALE ThermiqueDocument12 pagesCENTRALE Thermiquemekkinorhen512440% (5)
- Tubes en Acier Revêtus À Chaud de Poudres ÉpoxydiquesDocument9 pagesTubes en Acier Revêtus À Chaud de Poudres ÉpoxydiquesDahim OualiPas encore d'évaluation
- Chapitre 3 - Élastoplasticité Des Poutres en FlexionDocument24 pagesChapitre 3 - Élastoplasticité Des Poutres en Flexionrached.elfatmiPas encore d'évaluation
- CM 2 ÉlectrocinétiqueDocument7 pagesCM 2 Électrocinétiqueduckmaster2k17Pas encore d'évaluation