Vous aimerez peut-être aussi
- DISJ MIN HDB6s FRDocument2 pagesDISJ MIN HDB6s FRLassaad AlilaPas encore d'évaluation
- Capteur de ProximitéDocument8 pagesCapteur de ProximitéAhMedMltPas encore d'évaluation
- Legrand Manuel 01Document4 pagesLegrand Manuel 01LéniYsh VvPas encore d'évaluation
- 4790 Corrige E52 Bts Crsa 2014 PDFDocument6 pages4790 Corrige E52 Bts Crsa 2014 PDFredPas encore d'évaluation
- Masterys GP 15 - Tender Document - 2012-05 - Ted - FRDocument14 pagesMasterys GP 15 - Tender Document - 2012-05 - Ted - FRkarim ghePas encore d'évaluation
- n183 K8ak-Ph 3-Phases Phase-Sequence Phase-Loss Relay Datasheet FRDocument12 pagesn183 K8ak-Ph 3-Phases Phase-Sequence Phase-Loss Relay Datasheet FRFodil ZouPas encore d'évaluation
- Disjoncteurs Fiche TechniqueDocument8 pagesDisjoncteurs Fiche TechniqueAbdellah BennisPas encore d'évaluation
- Notice Disj DX C10A (406782..... 84)Document29 pagesNotice Disj DX C10A (406782..... 84)plkouadioPas encore d'évaluation
- Devoir LODocument5 pagesDevoir LOAbdèll AchPas encore d'évaluation
- Application CodapDocument1 pageApplication CodapChaker AmirPas encore d'évaluation
- TP3 Amplificateur 2 EtagesDocument3 pagesTP3 Amplificateur 2 EtagesAnonymous p9zUfpJbPas encore d'évaluation
- Chargeur DépotDocument22 pagesChargeur Dépotomar benaniPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- CP 0096Document2 pagesCP 0096Gets ToussPas encore d'évaluation
- Cimr J7azDocument12 pagesCimr J7azsaberleffi1Pas encore d'évaluation
- Capteurs Numeriques de Position Les Codeurs Optiques: Entraînement Avec CorrectionDocument4 pagesCapteurs Numeriques de Position Les Codeurs Optiques: Entraînement Avec Correctionkiojo100% (1)
- EXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEDocument5 pagesEXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEHassna EzzouaouiPas encore d'évaluation
- Calcul Ass BoulonsDocument6 pagesCalcul Ass BoulonsChristian TamPas encore d'évaluation
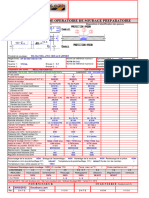
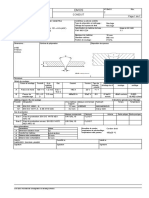
- Descriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesDocument1 pageDescriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesMathieu DouPas encore d'évaluation
- Corrige 5Document22 pagesCorrige 5loicPas encore d'évaluation
- Infineon BSC093N15NS5 DS v02 - 02 EN 1225509Document11 pagesInfineon BSC093N15NS5 DS v02 - 02 EN 1225509shivaramakrishnaPas encore d'évaluation
- F01220FR 02Document37 pagesF01220FR 02Sidali KilardjPas encore d'évaluation
- Test Et MesureDocument79 pagesTest Et MesureAmine Inptic100% (1)
- F01298FR 02Document57 pagesF01298FR 02sermmysPas encore d'évaluation
- F01217FR 01Document38 pagesF01217FR 01yekkourPas encore d'évaluation
- (DV Printemps 2018) S2SEIDocument4 pages(DV Printemps 2018) S2SEIPatrice SEDILLEPas encore d'évaluation
- Bobine D'antenne DTC B2784 Ouverte Ou en Court-CircuitDocument4 pagesBobine D'antenne DTC B2784 Ouverte Ou en Court-CircuitvarenziaPas encore d'évaluation
- Calcul BoulonsDocument5 pagesCalcul BoulonssamiPas encore d'évaluation
- Description Des Modules - 80-8-7-M95-bFR - 1.0.0Document8 pagesDescription Des Modules - 80-8-7-M95-bFR - 1.0.0Olivier ORMANPas encore d'évaluation
- Calcul Des Distances CISCODocument4 pagesCalcul Des Distances CISCOAbdelhamid SammoudiPas encore d'évaluation
- In FR ActiveDocument27 pagesIn FR ActiveKouakou ÉmilePas encore d'évaluation
- DataSheet LFP0025-A4NMB 1060171 FRDocument10 pagesDataSheet LFP0025-A4NMB 1060171 FRAnderson SabatinePas encore d'évaluation
- TP Fibre OptiqueDocument3 pagesTP Fibre OptiqueAmira SabPas encore d'évaluation
- Fiche Technico Comercial DPN BmsDocument1 pageFiche Technico Comercial DPN Bmsamine scofieldPas encore d'évaluation
- Fiche Technique M2BAX160MLA4Document1 pageFiche Technique M2BAX160MLA4Papa Salla NDIAYEPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- 71 DMOS 111 P BW Bs 12 PA PE S355 Gr1.2 5PDocument1 page71 DMOS 111 P BW Bs 12 PA PE S355 Gr1.2 5PMathieu DouPas encore d'évaluation
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- corrigéPAprincipaleDocument2 pagescorrigéPAprincipalelaabissiPas encore d'évaluation
- Procédure de Conception D'une Transmission Par ChaineDocument10 pagesProcédure de Conception D'une Transmission Par ChaineMinh-Duc DOPas encore d'évaluation
- TFM1 TH 2007 - CorrigéDocument6 pagesTFM1 TH 2007 - CorrigéGxfhjjPas encore d'évaluation
- Prcédure de Radiographie Rev00Document9 pagesPrcédure de Radiographie Rev00Usama SaPas encore d'évaluation
- F01204FR 02Document20 pagesF01204FR 02Rafael RuizPas encore d'évaluation
- Projet - 07 04 2024 - 20 45 40Document7 pagesProjet - 07 04 2024 - 20 45 40Kamano BengalyPas encore d'évaluation
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- Caractérisation Des ComposantsDocument6 pagesCaractérisation Des ComposantsShili WalaPas encore d'évaluation
- SEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGDocument6 pagesSEANCE-44 - SAEE - Souder Sur Tube Forte Épaisseur (Multi Passe) en Position (PH) Pénétration TIGJulian EmpraPas encore d'évaluation
- Altivar 212 - ATV212HU30N4Document12 pagesAltivar 212 - ATV212HU30N4patrick hermetPas encore d'évaluation
- Brevet de Technicien Superieur Systemes Photoniques: Epreuve E4: Etude D'Un Systeme OptiqueDocument21 pagesBrevet de Technicien Superieur Systemes Photoniques: Epreuve E4: Etude D'Un Systeme Optiquejordan.sylvestrePas encore d'évaluation
- TP Oscillateur À Réseau Déphaseur Simulation Ou ThéoriqueDocument3 pagesTP Oscillateur À Réseau Déphaseur Simulation Ou ThéoriqueThê ĒxęptïonPas encore d'évaluation
- 01A MSE0 Composants RappelsDocument7 pages01A MSE0 Composants RappelseliseemayombombemboPas encore d'évaluation
- Jumo Itron DR 100 Régulateur Géré Par MicroprocesseurDocument7 pagesJumo Itron DR 100 Régulateur Géré Par MicroprocesseurAbdelali BenchikhPas encore d'évaluation
- Assemblage IPE100Document5 pagesAssemblage IPE100momoPas encore d'évaluation
- Cours Telecom RTC+SupportsCUPB-SAVADOGO-YASSIADocument28 pagesCours Telecom RTC+SupportsCUPB-SAVADOGO-YASSIASebego WilfriedPas encore d'évaluation
- BB STDV02 09Document36 pagesBB STDV02 09Philippe MeynardPas encore d'évaluation
- Filtre adaptatif: Améliorer la vision par ordinateur grâce au filtrage adaptatifD'EverandFiltre adaptatif: Améliorer la vision par ordinateur grâce au filtrage adaptatifPas encore d'évaluation
- Tremblement: Dither : bruit visuel dans la vision par ordinateurD'EverandTremblement: Dither : bruit visuel dans la vision par ordinateurPas encore d'évaluation
- Chapitre 1-1Document5 pagesChapitre 1-1Med Ali MaatougPas encore d'évaluation
- Chapitre 2 - Trournage 1Document14 pagesChapitre 2 - Trournage 1Med Ali MaatougPas encore d'évaluation
- Paramètres - TournageDocument6 pagesParamètres - TournageMed Ali Maatoug100% (1)
- Plaque ButeeDocument7 pagesPlaque ButeeMed Ali MaatougPas encore d'évaluation
- Nez CorrigeDocument8 pagesNez CorrigeMed Ali MaatougPas encore d'évaluation
- Manuel D'utilisation Des Systèmes de Capteurs À DéclenchementDocument57 pagesManuel D'utilisation Des Systèmes de Capteurs À DéclenchementMed Ali MaatougPas encore d'évaluation
- Chapitre 1Document6 pagesChapitre 1Med Ali MaatougPas encore d'évaluation
- TP 1 Mmtcesar 40 V 2Document14 pagesTP 1 Mmtcesar 40 V 2Med Ali MaatougPas encore d'évaluation
- TP Appui Butee DoubleDocument3 pagesTP Appui Butee DoubleMed Ali MaatougPas encore d'évaluation
- Evaluation Des Acquis Au Terme Des Modules 3 Et 4Document2 pagesEvaluation Des Acquis Au Terme Des Modules 3 Et 4Med Ali Maatoug100% (1)
- tp1 Morphologie Et Architecture Des MMTDocument12 pagestp1 Morphologie Et Architecture Des MMTMed Ali MaatougPas encore d'évaluation
- Controle Par ComparaisonDocument10 pagesControle Par ComparaisonMed Ali MaatougPas encore d'évaluation
- Matrice GPS GeneraleDocument6 pagesMatrice GPS GeneraleMed Ali MaatougPas encore d'évaluation
- Four Rotatif Lub Couronne FRDocument2 pagesFour Rotatif Lub Couronne FRMed Ali MaatougPas encore d'évaluation
- Vehicule4 PDFDocument39 pagesVehicule4 PDFMed Ali Maatoug100% (1)
- Ce Document A Été Mis en Ligne Par Le Canopé de L'académie de Montpellier Pour La Base Nationale Des Sujets D'examens de L'enseignement ProfessionnelDocument10 pagesCe Document A Été Mis en Ligne Par Le Canopé de L'académie de Montpellier Pour La Base Nationale Des Sujets D'examens de L'enseignement ProfessionnelMed Ali MaatougPas encore d'évaluation
- Traitement Des Eaux de MerDocument1 pageTraitement Des Eaux de MerMed Ali MaatougPas encore d'évaluation
- Causes de Pollution Des EauxDocument1 pageCauses de Pollution Des EauxMed Ali MaatougPas encore d'évaluation
- Tolerances GeometriqueDocument11 pagesTolerances Geometrique57641Pas encore d'évaluation
- Tuyau CoudéDocument6 pagesTuyau CoudéMed Ali MaatougPas encore d'évaluation
- Carte Électronique Des Électrodes DDocument4 pagesCarte Électronique Des Électrodes DMed Ali MaatougPas encore d'évaluation
- SOLIDWORKS TP-Ass1 Assemblage de VolumesDocument15 pagesSOLIDWORKS TP-Ass1 Assemblage de VolumesMed Ali MaatougPas encore d'évaluation
- Localisation1 PDFDocument2 pagesLocalisation1 PDFMed Ali MaatougPas encore d'évaluation
- TD Spe Geo CI13 ProfDocument3 pagesTD Spe Geo CI13 ProfMed Ali Maatoug100% (1)
- Etude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoDocument76 pagesEtude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoKhnncPas encore d'évaluation
- Support TP UsinageDocument17 pagesSupport TP UsinageHiba AbarkanePas encore d'évaluation
- F6 Les Param Coupe PDFDocument3 pagesF6 Les Param Coupe PDFOtman OtoPas encore d'évaluation
- Intisar RPSIDocument31 pagesIntisar RPSIachrafelhail376Pas encore d'évaluation
- GENIE MECANIQUE. Semestre 5 PDFDocument105 pagesGENIE MECANIQUE. Semestre 5 PDFamr100% (6)
- Usinabilité Des Aciers Inoxydables: Christian TROMBERTDocument12 pagesUsinabilité Des Aciers Inoxydables: Christian TROMBERTZINE SalouaPas encore d'évaluation
- Cours 1 Et 2 UsinageDocument91 pagesCours 1 Et 2 UsinageTounsi TwensaPas encore d'évaluation
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- CH 4 Actions Mécanique de La CoupeDocument14 pagesCH 4 Actions Mécanique de La Coupearslane mustaphaPas encore d'évaluation
- Présentation2 MedbossDocument25 pagesPrésentation2 Medbossiheb lansariPas encore d'évaluation
- Orca Share Media1648051263031 6912428004739516296Document47 pagesOrca Share Media1648051263031 6912428004739516296نجيب حماموشPas encore d'évaluation
- Fabrication Dune Pièce Mécanique 1Document21 pagesFabrication Dune Pièce Mécanique 1Jihen LassouedPas encore d'évaluation
- Alimenter Le Système de ProductionDocument13 pagesAlimenter Le Système de ProductionMayouMohAmedPas encore d'évaluation
- 2604f Tournage ConventionnelDocument4 pages2604f Tournage ConventionnelChokri AtefPas encore d'évaluation
- Tournage Fraisage Perçage OkDocument34 pagesTournage Fraisage Perçage OkSanae Lhmiri100% (1)
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMDocument48 pagesM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMAdil Lamdaini100% (1)
- Temps de CoupeDocument29 pagesTemps de CoupeELMustaphaELMoukhtari100% (1)
- Tournage Et FraisageDocument65 pagesTournage Et Fraisagenihadsisi0Pas encore d'évaluation
- m03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmDocument108 pagesm03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmMohamedAliJlidi50% (2)
- Rapport Fabrication MécaniqueDocument19 pagesRapport Fabrication MécaniqueAbdelhadi Taoufik74% (58)
- CV Abdelilah FaridDocument1 pageCV Abdelilah FaridAbdelilah FaridPas encore d'évaluation
- Rapport Ahmed WannesDocument21 pagesRapport Ahmed WannesWannes AhmedPas encore d'évaluation
- Outils de TournageDocument4 pagesOutils de TournageKhlif Mohamed100% (2)
- PE11 Dessin Indus 5225Document154 pagesPE11 Dessin Indus 5225atika kabouya100% (1)
- Cours Tournage PDFDocument10 pagesCours Tournage PDFOumeima ChaoualiPas encore d'évaluation
- Rapport de StageDocument31 pagesRapport de StageOumaima ElfakiriPas encore d'évaluation
- 2 Déf CDCDocument8 pages2 Déf CDClcom freePas encore d'évaluation
- On TP N°1Document13 pagesOn TP N°1Mariya MiriPas encore d'évaluation
- Correction-De-Rayon Etudiants V5Document13 pagesCorrection-De-Rayon Etudiants V5FARES NaoufelPas encore d'évaluation
- Fab CoursDocument30 pagesFab CoursNadir AyoubPas encore d'évaluation