Vous aimerez peut-être aussi
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Controle Des PreformesDocument5 pagesControle Des PreformesNadyaPas encore d'évaluation
- Teneur en Eau Et Viscosite PDFDocument10 pagesTeneur en Eau Et Viscosite PDFMainsa WadidiéPas encore d'évaluation
- 72 TP VerrerieDocument3 pages72 TP VerrerieSABAPas encore d'évaluation
- M1-TP3 Equivalent de SableDocument22 pagesM1-TP3 Equivalent de SableMed BEN ALIPas encore d'évaluation
- Protocole de Determination de La Densite RelativeDocument5 pagesProtocole de Determination de La Densite RelativeNiels YOUSSAPas encore d'évaluation
- Protocole de Determination de La Densite ApparenteDocument5 pagesProtocole de Determination de La Densite ApparenteNiels YOUSSAPas encore d'évaluation
- TP SM+STDocument23 pagesTP SM+STRHB GHASSANPas encore d'évaluation
- Notice Distillateur MegahomeDocument5 pagesNotice Distillateur MegahomegussviiPas encore d'évaluation
- Durete EauDocument2 pagesDurete EaujeanPas encore d'évaluation
- Fiche Pratique - CoaguChek XS PRODocument2 pagesFiche Pratique - CoaguChek XS PROMEHNI HADIPas encore d'évaluation
- Thermometre Torm MT101RDocument2 pagesThermometre Torm MT101RHazem ElabedPas encore d'évaluation
- Procédés de StérilisationDocument47 pagesProcédés de StérilisationAnas MohtadiPas encore d'évaluation
- Fascicule de T.P. Traitement Des Déchets INSATDocument33 pagesFascicule de T.P. Traitement Des Déchets INSAThh100% (2)
- TP Chimie s2Document18 pagesTP Chimie s2Nawal Zakri100% (1)
- TP Analyses Physiques Et Chimique L3btaDocument19 pagesTP Analyses Physiques Et Chimique L3btaChrist EmmanuelPas encore d'évaluation
- Whirlpool AKM 526 - NA - C HobDocument8 pagesWhirlpool AKM 526 - NA - C HobMon BoualPas encore d'évaluation
- 00 07 Verrerie Appareils BPL 36pDocument27 pages00 07 Verrerie Appareils BPL 36pbuffysangoPas encore d'évaluation
- Compte Rendu Prop Physico ChimiqueDocument18 pagesCompte Rendu Prop Physico Chimiquenesrine ben arabPas encore d'évaluation
- Sterilisateur TompressDocument8 pagesSterilisateur TompressfournierPas encore d'évaluation
- Utilisation Manomètre Électronique R134ADocument5 pagesUtilisation Manomètre Électronique R134Aqw2jcz45pkPas encore d'évaluation
- Rapport RoutesDocument8 pagesRapport RoutesTA RikPas encore d'évaluation
- Guide de Fermeture 2021Document8 pagesGuide de Fermeture 2021Audrey FortierPas encore d'évaluation
- Chauvin Arnoux C.A. 10001 Waterproof Thermometer and PH Tester User ManualDocument48 pagesChauvin Arnoux C.A. 10001 Waterproof Thermometer and PH Tester User ManualMihai SimionPas encore d'évaluation
- Ransby Grifo Lavabo - AA 864367 2Document12 pagesRansby Grifo Lavabo - AA 864367 2pajaritoperezPas encore d'évaluation
- Appareil PuliverisationDocument3 pagesAppareil PuliverisationHicham AlamiPas encore d'évaluation
- Aspirateur A Mucosites Procedure de Maintenance Preventive PDFDocument3 pagesAspirateur A Mucosites Procedure de Maintenance Preventive PDFChristelle MomoPas encore d'évaluation
- Libretto2713 01 1Document3 pagesLibretto2713 01 1zainaboPas encore d'évaluation
- Rapport de TP Et La Sortie de TerrainDocument12 pagesRapport de TP Et La Sortie de Terrainayoub opéraPas encore d'évaluation
- Visco - CopieDocument3 pagesVisco - CopiechokriPas encore d'évaluation
- TP4 MDC - BAIBA Rahel (2B)Document4 pagesTP4 MDC - BAIBA Rahel (2B)Rahel BAPas encore d'évaluation
- Chap 5 - ESSAIS SUR CIMENTSDocument11 pagesChap 5 - ESSAIS SUR CIMENTSFarid BelalPas encore d'évaluation
- Berkey Notice en Francais Par Familyross VlogDocument2 pagesBerkey Notice en Francais Par Familyross VlogSAM100% (1)
- Fascicules TP Essais Normalisés MecanicDocument35 pagesFascicules TP Essais Normalisés MecanicnacerPas encore d'évaluation
- TP Mds 2 OedometriqueDocument10 pagesTP Mds 2 OedometriqueMahmoud Lansari100% (3)
- TP MDC 2 Equivqlent de SableDocument6 pagesTP MDC 2 Equivqlent de SableBennour AymenePas encore d'évaluation
- CalibrationDocument3 pagesCalibrationRougani DijaPas encore d'évaluation
- Annexe IvDocument5 pagesAnnexe IvRABESALAMA Miora HarilandyPas encore d'évaluation
- Guide Entretien PiscineDocument10 pagesGuide Entretien PiscineGhostrider1Pas encore d'évaluation
- Sondeo2 Version ImprimableDocument4 pagesSondeo2 Version ImprimablekhkhPas encore d'évaluation
- Manuel Utilisation NeptuneDocument24 pagesManuel Utilisation Neptunejeanlouis.notardPas encore d'évaluation
- Weck Wat 25 Users Guide FRDocument3 pagesWeck Wat 25 Users Guide FRRichard RoperPas encore d'évaluation
- Poele Blumfeld BonaparteDocument19 pagesPoele Blumfeld BonaparteGerardLefevrePas encore d'évaluation
- ManipulationDocument7 pagesManipulationsafemindPas encore d'évaluation
- Manuel Adoucisseur D'eau Prestige BioDocument24 pagesManuel Adoucisseur D'eau Prestige BioJoe18773% (11)
- 3 CD Rom Pipette Calib Optional Content FRDocument3 pages3 CD Rom Pipette Calib Optional Content FRLes vetos marocainsPas encore d'évaluation
- Well Test OpérationsDocument18 pagesWell Test Opérationsbey100% (1)
- Maintenance Préventive Des Compresseurs RANDDocument11 pagesMaintenance Préventive Des Compresseurs RANDMohamed Ben ArbiaPas encore d'évaluation
- Rapport de GEC 425.doc2Document13 pagesRapport de GEC 425.doc2JoPas encore d'évaluation
- Rapport Poids SpécifiqueDocument17 pagesRapport Poids Spécifiqueconstantin metre2Pas encore d'évaluation
- Whirlpool ARC4110Document2 pagesWhirlpool ARC4110Bernard MarreauPas encore d'évaluation
- Utilisation Et Entretien Des PipettesDocument6 pagesUtilisation Et Entretien Des PipettesRégis Ongollo100% (1)
- 484 La Mecanique Automobile en 10 Lecons Divers AuteursDocument22 pages484 La Mecanique Automobile en 10 Lecons Divers AuteursMamadouPas encore d'évaluation
- Voilier Entretien-Du-BateauDocument41 pagesVoilier Entretien-Du-BateauCap RachidPas encore d'évaluation
- Soupers à l'avance, tome 2: 125 nouvelles recettes à congeler pour les soirs pressésD'EverandSoupers à l'avance, tome 2: 125 nouvelles recettes à congeler pour les soirs pressésPas encore d'évaluation
- Traité d'un nouveau système de couleurs pour colorier les épreuves albuminéesD'EverandTraité d'un nouveau système de couleurs pour colorier les épreuves albuminéesPas encore d'évaluation
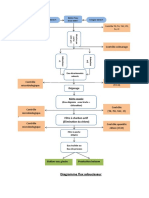
- Diagramme AdouciDocument2 pagesDiagramme AdouciNadyaPas encore d'évaluation
- Mon Cahier Maths Au CE2: Bonjour, Je M'appelle ... Et MoiDocument81 pagesMon Cahier Maths Au CE2: Bonjour, Je M'appelle ... Et MoiNadyaPas encore d'évaluation
- MémosDocument18 pagesMémosNadyaPas encore d'évaluation
- Lecon Maths-Ce2 DivisionDocument1 pageLecon Maths-Ce2 DivisionNadyaPas encore d'évaluation
- A Portée de Maths CE2Document128 pagesA Portée de Maths CE2camille creuzet100% (2)
- Livret de Suivi cm2 Mathematiques - Avec CompressionDocument35 pagesLivret de Suivi cm2 Mathematiques - Avec CompressionNadyaPas encore d'évaluation
- La Diversité Des Individus Dune PopulationDocument2 pagesLa Diversité Des Individus Dune PopulationNadyaPas encore d'évaluation
- Comme ErpentDocument8 pagesComme ErpentNadyaPas encore d'évaluation
- CPHY-412-Masse D Un Litre D Air-DocProfDocument4 pagesCPHY-412-Masse D Un Litre D Air-DocProfyaoub1234Pas encore d'évaluation
- Grandeurs Mesures C3.ppsDocument74 pagesGrandeurs Mesures C3.ppsIsabel MoreiraPas encore d'évaluation
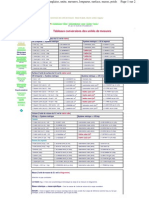
- Tables Unit ConvDocument2 pagesTables Unit ConvrrijaheryPas encore d'évaluation
- Cours Labo Generalites Et Essais GenerauxDocument54 pagesCours Labo Generalites Et Essais GenerauxRory Ndanga100% (1)
- Bac S 2018 Physique-Chimie SpécialitéDocument2 pagesBac S 2018 Physique-Chimie SpécialitéLETUDIANT100% (1)
- 4 Pourquoi Un Objet BasculeDocument7 pages4 Pourquoi Un Objet BasculeThierry DucosPas encore d'évaluation
- Physique Et Chimie Concours Écoles DingénieursDocument222 pagesPhysique Et Chimie Concours Écoles Dingénieursanasofsky100% (6)
- Examen Production2GIL14 Part2Document12 pagesExamen Production2GIL14 Part2SaraIdrissiPas encore d'évaluation
- Résumé S2 3AC Azzeddin El-FaddalyDocument5 pagesRésumé S2 3AC Azzeddin El-FaddalyHome erriahiPas encore d'évaluation
- TD1 2011-2012Document4 pagesTD1 2011-2012Hassan ChehouaniPas encore d'évaluation
- Cm160-001uk Um r7 FR PDFDocument2 pagesCm160-001uk Um r7 FR PDFlouarnPas encore d'évaluation
- La Masse Volumique Cours 3Document3 pagesLa Masse Volumique Cours 3Ilias AdliPas encore d'évaluation
- Résumé 10 - S2 Cours Mécanique 3ACDocument13 pagesRésumé 10 - S2 Cours Mécanique 3ACHamza HamzaPas encore d'évaluation
- Cours de Sciences Physiques 1ADocument62 pagesCours de Sciences Physiques 1Arachidinfo777Pas encore d'évaluation
- Proprietes Physiques - Activite ExperimentaleDocument2 pagesProprietes Physiques - Activite ExperimentaleSou LeymanPas encore d'évaluation
- Observatoire TP Retz Mathematiques CP PicbilleDocument13 pagesObservatoire TP Retz Mathematiques CP PicbilleMohammed Zian100% (1)
- Brochurerheonikfranais PDFDocument11 pagesBrochurerheonikfranais PDFMEHDIPas encore d'évaluation
- Cours 2 MDFDocument61 pagesCours 2 MDFColombe KouamePas encore d'évaluation
- 12phenomenes ThermiquesDocument51 pages12phenomenes ThermiquesmiottePas encore d'évaluation
- CM 2023-2024Document427 pagesCM 2023-2024Ouar DiaPas encore d'évaluation
- Chapitre 3 La Matiere LivretDocument10 pagesChapitre 3 La Matiere LivretbouaounmPas encore d'évaluation
- ChauffageDocument171 pagesChauffageAbdelouahab Lamzouki100% (2)
- Lecon 2 de 5eme Le VolumeDocument21 pagesLecon 2 de 5eme Le Volumesprottech53Pas encore d'évaluation
- 2 - DAO PDI - 26-09-16 - Partie II Reducido PDFDocument320 pages2 - DAO PDI - 26-09-16 - Partie II Reducido PDFjdzarzalejoPas encore d'évaluation
- Corrigé PC 3èmeDocument100 pagesCorrigé PC 3èmeElie Voltaire Nguettia100% (2)
- Correction Ds1 Metrologie2012 - 2013 FinaleDocument4 pagesCorrection Ds1 Metrologie2012 - 2013 FinaleMounir Frija100% (1)
- B620 635 PDFDocument728 pagesB620 635 PDFGORD100% (1)
- Autop 2013Document62 pagesAutop 2013GrandOuestEquipGaragPas encore d'évaluation
- Annale Ecricome Bachelor 2012-4Document46 pagesAnnale Ecricome Bachelor 2012-4Abdelbast El HadiPas encore d'évaluation
- Mesurons VolumesDocument2 pagesMesurons VolumesBalla SenePas encore d'évaluation