Vous aimerez peut-être aussi
- NF L 00-015 Décembre 1997Document14 pagesNF L 00-015 Décembre 1997ducros100% (1)
- 09.01 - Info - EN 10204 Documents de Controle - 2014!06!10Document2 pages09.01 - Info - EN 10204 Documents de Controle - 2014!06!10mail_younes6592Pas encore d'évaluation
- Procedure NC AcapDocument2 pagesProcedure NC AcapMelak NecibPas encore d'évaluation
- NF en 54-7Document55 pagesNF en 54-7Ibra DERPas encore d'évaluation
- En 10264-1 (Fils Pour Câbles) - ADocument14 pagesEn 10264-1 (Fils Pour Câbles) - AkikaPas encore d'évaluation
- NF en Iso 14343 - 2007Document22 pagesNF en Iso 14343 - 2007Emmanuel BoquetPas encore d'évaluation
- Présentation UIS PDFDocument16 pagesPrésentation UIS PDFKawtar MaftahPas encore d'évaluation
- NF en Iso Cei 17050-2 - 2005Document10 pagesNF en Iso Cei 17050-2 - 2005Emmanuel Boquet100% (1)
- Analyse Fonctionnelle Et Construction1 PDFDocument1 pageAnalyse Fonctionnelle Et Construction1 PDFAMAMA56100% (1)
- Nouvelle Norme en 1090-2 Quest-Ce Qui A ChangeDocument4 pagesNouvelle Norme en 1090-2 Quest-Ce Qui A ChangeMenad SalahPas encore d'évaluation
- Protection Par Galvanisation A ChaudDocument2 pagesProtection Par Galvanisation A ChauddimachampionPas encore d'évaluation
- Desc 241DO Maintenance IndustrielleDocument4 pagesDesc 241DO Maintenance IndustrielleKouki NizarPas encore d'évaluation
- Ue5 Facteurs AmbianceDocument48 pagesUe5 Facteurs Ambiancebottiother0% (1)
- Profils NervurésDocument7 pagesProfils NervurésAnisPas encore d'évaluation
- 6 Manuel C P U Annexe6Document13 pages6 Manuel C P U Annexe6bilou57Pas encore d'évaluation
- P Et F NembDocument5 pagesP Et F NembH_DEBIANEPas encore d'évaluation
- NF en Iso 16484-2Document69 pagesNF en Iso 16484-2Nora TaharbouchetPas encore d'évaluation
- NF DTU 34.3 Choix Des Portes IndustriellesDocument29 pagesNF DTU 34.3 Choix Des Portes IndustriellesPatrick GARCIA100% (1)
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfPas encore d'évaluation
- NF en 1289-A1Document8 pagesNF en 1289-A1hamza.tazi.00100% (1)
- Matériels de Mise À NiveauDocument10 pagesMatériels de Mise À NiveauDiesePas encore d'évaluation
- VodrDocument14 pagesVodrMajidKholadiPas encore d'évaluation
- Guide D'aide À L'achat Relatif Aux Émulseurs PDFDocument53 pagesGuide D'aide À L'achat Relatif Aux Émulseurs PDFHamzaOssPas encore d'évaluation
- NBN B 62-301 IsolationThermiqueK55Document20 pagesNBN B 62-301 IsolationThermiqueK55Hicham Abdelrhafour0% (1)
- 6236 Guide Marquage Ce PDFDocument64 pages6236 Guide Marquage Ce PDFWalid JaffaliPas encore d'évaluation
- NF074 PDFDocument147 pagesNF074 PDFjolabullePas encore d'évaluation
- Fiche D'instruction VTDocument3 pagesFiche D'instruction VTjohan emilePas encore d'évaluation
- Norme BaesDocument10 pagesNorme Baesb khnaguiPas encore d'évaluation
- Machine de Decoupe ProfileDocument29 pagesMachine de Decoupe Profilehamza aircraft engineerPas encore d'évaluation
- Exigés Par l'ISO 9001 Vs 2015 PDFDocument2 pagesExigés Par l'ISO 9001 Vs 2015 PDFAhmed Khalil Islem AMOROUYACHEPas encore d'évaluation
- Chaine TrameDocument82 pagesChaine TrameNedra DadouPas encore d'évaluation
- STANDAR GCER Systemes de Tuyauteries de Grands Diametres PDFDocument18 pagesSTANDAR GCER Systemes de Tuyauteries de Grands Diametres PDFayoub100% (1)
- Pok Cat Fr2015Document481 pagesPok Cat Fr2015Mouhcine OuzianPas encore d'évaluation
- Regles TH U 2 5 MateriauxDocument16 pagesRegles TH U 2 5 MateriauxJadaas JadaasPas encore d'évaluation
- Guide Marqueurs Tuyauterie FinalDocument14 pagesGuide Marqueurs Tuyauterie FinalMAMI RAKOTOMAHANINAPas encore d'évaluation
- Le Stockage Du Nitrate D'ammonium Et Des Ammonitrates SolidesDocument12 pagesLe Stockage Du Nitrate D'ammonium Et Des Ammonitrates Solidesrad1962100% (1)
- Infos Qualite 3Document4 pagesInfos Qualite 3Patrick BaridonPas encore d'évaluation
- ISO 1461 IonDocument7 pagesISO 1461 IonHerizo RakotoPas encore d'évaluation
- MétauxDocument32 pagesMétauxanouar bennacerPas encore d'évaluation
- Normes DimensionnelDocument1 pageNormes DimensionnelMeriem IdirPas encore d'évaluation
- CV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022Document2 pagesCV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022ait.koufiPas encore d'évaluation
- Recommandations - Galvanisation A ChaudDocument112 pagesRecommandations - Galvanisation A ChaudRadhouene Ben JdidiaPas encore d'évaluation
- Annexe 18 - ErpDocument22 pagesAnnexe 18 - ErpAnthony VIDALPas encore d'évaluation
- NF en 10346 - Produits Plats en Acier À Bas CarboneDocument41 pagesNF en 10346 - Produits Plats en Acier À Bas CarboneMike100% (2)
- IANOR Normes NF EN - ISO - IEC - Publications Du Mois de Novembre 2020Document19 pagesIANOR Normes NF EN - ISO - IEC - Publications Du Mois de Novembre 2020bounatiro HatemPas encore d'évaluation
- PMBOKDocument3 pagesPMBOKPFEPas encore d'évaluation
- Ag 3510Document19 pagesAg 3510Sanaa Ben SaidPas encore d'évaluation
- NF en 614 ErgonomieDocument22 pagesNF en 614 Ergonomieali OuakliPas encore d'évaluation
- NF en 14276-1+a1Document86 pagesNF en 14276-1+a1Nicolas PELTIER100% (1)
- PCQ CharpenteDocument13 pagesPCQ CharpenteAbdelghani BouhouchePas encore d'évaluation
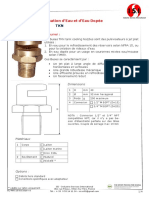
- Buse TKN-FT-v3Document4 pagesBuse TKN-FT-v3Mamy Tiana RazafimahefaPas encore d'évaluation
- NF en 61537Document18 pagesNF en 61537okbaPas encore d'évaluation
- NF E 02-200 - Calibres LisseDocument22 pagesNF E 02-200 - Calibres LisseLaversinPas encore d'évaluation
- Septembre 2008Document26 pagesSeptembre 2008Alpha Dialo100% (2)
- Norme Européenne: NF EN 12973Document56 pagesNorme Européenne: NF EN 12973Kamel KOURDIPas encore d'évaluation
- Programme de Formation ISO 10012 Et Déploiement de La Fonction Métrologie ALGERAC Octobre 2013Document3 pagesProgramme de Formation ISO 10012 Et Déploiement de La Fonction Métrologie ALGERAC Octobre 2013FATMA YOUCEFIPas encore d'évaluation
- Propriétés Du Cuivre Et de Ses Alliages PDFDocument50 pagesPropriétés Du Cuivre Et de Ses Alliages PDFMOHNISHKUMARJHAPas encore d'évaluation
- Aciers Pour Emballage PDFDocument8 pagesAciers Pour Emballage PDFKimo HakimPas encore d'évaluation
- Aciers de Construction - Caractéristiques Et Bases de Choix PDFDocument25 pagesAciers de Construction - Caractéristiques Et Bases de Choix PDFHamza Mami100% (1)
- Réparation Et Renovation Des Structures MetalliquesDocument198 pagesRéparation Et Renovation Des Structures Metalliquesmehdi100% (1)
- Norme Européenne EN-197-1 - 2000 Spécification Pour Le Ciment PortlandDocument5 pagesNorme Européenne EN-197-1 - 2000 Spécification Pour Le Ciment PortlandAlain SINAPas encore d'évaluation
- Cour-1-La DissolutionDocument2 pagesCour-1-La DissolutionSmaali Faouzi SmaaliPas encore d'évaluation
- Exercices Vacances ToussaintDocument3 pagesExercices Vacances ToussaintmanonmahauxPas encore d'évaluation
- Tabelul Periodic Al Elementelor - Tabelul - Periodic - Al - ElementelorDocument1 pageTabelul Periodic Al Elementelor - Tabelul - Periodic - Al - ElementelorcosstefanPas encore d'évaluation
- Chimie CombustionDocument114 pagesChimie CombustiongploegaertsPas encore d'évaluation
- Deuxième Partie: La Chimie, Science de La Transformation de La MatièreDocument28 pagesDeuxième Partie: La Chimie, Science de La Transformation de La MatièreNajimou Alade Tidjani100% (1)
- Les Solutions Acides Et Basiques Exercices Non Corriges 1Document1 pageLes Solutions Acides Et Basiques Exercices Non Corriges 1BAROUD BRAHIMPas encore d'évaluation
- Thèse de DoctoratDocument125 pagesThèse de DoctoratKOULAPas encore d'évaluation
- ModélisationDocument22 pagesModélisationdinoPas encore d'évaluation
- Serie2-Structure de L'atome Prof - Lahlali (WWW - Pc1.ma)Document1 pageSerie2-Structure de L'atome Prof - Lahlali (WWW - Pc1.ma)Agnaou MohamedPas encore d'évaluation
- 1 MR - BOULEGHLEM HocineDocument23 pages1 MR - BOULEGHLEM HocineAHMED DZ100% (1)
- Compte Rendu DuDocument13 pagesCompte Rendu DuMohanned AttigPas encore d'évaluation
- Devoir de Contrôle N°2 - Sciences Physiques - 2ème Sciences (2016-2017) MR ABIDI RamziDocument2 pagesDevoir de Contrôle N°2 - Sciences Physiques - 2ème Sciences (2016-2017) MR ABIDI Ramzii BerylPas encore d'évaluation
- Série de RévisionDocument2 pagesSérie de Révisionelmustapha1100Pas encore d'évaluation
- 2003 National Sujet Autour Radium 5ptsDocument2 pages2003 National Sujet Autour Radium 5ptsaa.aa1Pas encore d'évaluation
- Td d'atomistique l1cbg 2021-22-23Document5 pagesTd d'atomistique l1cbg 2021-22-23meyemarion99Pas encore d'évaluation
- Nombre D'oxydation Cours N°2Document4 pagesNombre D'oxydation Cours N°2Amine NouarPas encore d'évaluation
- Titrage Du Chlore Actif Au Thiosulfate de Sodium - 08.2016Document3 pagesTitrage Du Chlore Actif Au Thiosulfate de Sodium - 08.2016Nana LolaPas encore d'évaluation
- Notes de Cours Sur Les MelangesDocument5 pagesNotes de Cours Sur Les MelangesatouatPas encore d'évaluation
- Cuivre Et Ses AlliagesDocument10 pagesCuivre Et Ses AlliagesSoundous TayssirPas encore d'évaluation
- MTQ PeintureDocument7 pagesMTQ PeintureCasey RybackPas encore d'évaluation
- Epreuve de Chimie: Données: Volume Molaire VDocument2 pagesEpreuve de Chimie: Données: Volume Molaire VDonaldPas encore d'évaluation
- MetalDocument3 pagesMetalZORO 241Pas encore d'évaluation
- Chapitre 3Document5 pagesChapitre 3THIZIRI IddirPas encore d'évaluation
- Metallium Catalogue Profil S PDFDocument148 pagesMetallium Catalogue Profil S PDFamjed_de_enimPas encore d'évaluation
- Compte Rendu TP 5Document4 pagesCompte Rendu TP 5flavio.vesque78Pas encore d'évaluation
- Tout-En-un Chimie Pcsi 1 AnneDocument692 pagesTout-En-un Chimie Pcsi 1 AnneKhalid Issam100% (3)
- 2 Série Acide BaseDocument3 pages2 Série Acide BaseHayet Scphy100% (1)
- TP Dosage O2 WinklerDocument7 pagesTP Dosage O2 WinklerNouredine FredPas encore d'évaluation
- Diagramme de PhasesDocument98 pagesDiagramme de Phaseskabli ilyassPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Transformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitD'EverandTransformez votre vie: Utilisez le pouvoir créateur qui est en vous pour construire votre vie à l'image de ce que vous voulez qu'elle soitÉvaluation : 4 sur 5 étoiles4/5 (14)
- Semer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumeD'EverandSemer avec succès pour rassembler avec abundance. Jardin organique et synergique: Calcul des meilleurs jours pour l'ensemencement de chaque légumePas encore d'évaluation
- La vie des abeilles: Prix Nobel de littératureD'EverandLa vie des abeilles: Prix Nobel de littératureÉvaluation : 4 sur 5 étoiles4/5 (41)
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Manuel de fabrication du savon: Je fabrique mes savons facilementD'EverandManuel de fabrication du savon: Je fabrique mes savons facilementÉvaluation : 5 sur 5 étoiles5/5 (4)
- Harmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020D'EverandHarmonisation Energétique des Lieux: Habitat et haut-lieux sacrés 2020Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Approvisionnement et traitement de l’eau: Les Grands Articles d'UniversalisD'EverandApprovisionnement et traitement de l’eau: Les Grands Articles d'UniversalisPas encore d'évaluation
- L'Ombre à l'Univers: La structure des particules élémentaires XIIfD'EverandL'Ombre à l'Univers: La structure des particules élémentaires XIIfPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- 500 secrets pour avoir un potager merveilleuxD'Everand500 secrets pour avoir un potager merveilleuxÉvaluation : 2 sur 5 étoiles2/5 (1)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Histoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsD'EverandHistoire de la psychologie scientifique: De la naissance de la psychologie à la neuropsychologie et aux champs d'application les plus actuelsPas encore d'évaluation
- Jus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTD'EverandJus de Fruits et de Légumes Crus: 57 recettes faciles et un Guide Pratique Complet pour améliorer votre alimentation .: Santé, Vitalité et Minceur, avec ... ET DURABLEMENTPas encore d'évaluation
- Géologie de l'Amérique: Les Grands Articles d'UniversalisD'EverandGéologie de l'Amérique: Les Grands Articles d'UniversalisPas encore d'évaluation
- Cahier de jeux de stimulation cognitive: Sujets Alzheimer, désorientés, démences, amnésiesD'EverandCahier de jeux de stimulation cognitive: Sujets Alzheimer, désorientés, démences, amnésiesPas encore d'évaluation
- Enseigner une Langue Etrangère Par l’Apprentissage HybrideD'EverandEnseigner une Langue Etrangère Par l’Apprentissage HybridePas encore d'évaluation
- Anatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursD'EverandAnatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursPas encore d'évaluation
- 160 ressources pour se lancer dans la vidéo quand on n’y connait rienD'Everand160 ressources pour se lancer dans la vidéo quand on n’y connait rienPas encore d'évaluation
- Automatique: Les Grands Articles d'UniversalisD'EverandAutomatique: Les Grands Articles d'UniversalisPas encore d'évaluation
- Physique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresD'EverandPhysique quantique pour les débutants: Découvrez les fondements de la mécanique quantique et la façon dont elle affecte le monde dans lequel nous vivons à travers ses théories les plus célèbresÉvaluation : 5 sur 5 étoiles5/5 (2)