Vous aimerez peut-être aussi
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- Manuel du système comptable OHADA: Théorie et pratiqueD'EverandManuel du système comptable OHADA: Théorie et pratiqueÉvaluation : 1 sur 5 étoiles1/5 (1)
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- Ch5 Les Couts en Maintenance TDDocument9 pagesCh5 Les Couts en Maintenance TDanass sbni100% (1)
- Les Limites Du Supply Chain ManagementDocument1 pageLes Limites Du Supply Chain ManagementMohamed Saaf100% (1)
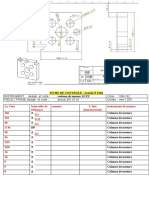
- Fiche de Controle ArticleDocument11 pagesFiche de Controle ArticleAzzeddine Hd100% (1)
- Dossier Technique - TP MIP-MAPDocument4 pagesDossier Technique - TP MIP-MAPMakrem CherifPas encore d'évaluation
- Technique PDFDocument8 pagesTechnique PDFpaire animePas encore d'évaluation
- TechniqueDocument8 pagesTechniquepaire animePas encore d'évaluation
- Tracé+ RoutierDocument70 pagesTracé+ RoutieraknouchPas encore d'évaluation
- CC1 CNCDocument4 pagesCC1 CNCfdsvfv dgvfgvfrPas encore d'évaluation
- Examen FF 2019 V1 Corrigé PDFDocument11 pagesExamen FF 2019 V1 Corrigé PDFYassin Belkacem33% (3)
- 06 Trancheur MecaDocument10 pages06 Trancheur MecaYahya AIDARAPas encore d'évaluation
- Examen FF 2019 v1 CorrigepdfDocument11 pagesExamen FF 2019 v1 CorrigepdfHichamPas encore d'évaluation
- 4 Simulation Affutage Avec SolidWorksDocument3 pages4 Simulation Affutage Avec SolidWorksMakrem CherifPas encore d'évaluation
- 2016 ExamenDocument4 pages2016 ExamenFrançoise NicolasPas encore d'évaluation
- Dossier Technique Etau a Serrage RapideDocument10 pagesDossier Technique Etau a Serrage Rapidehamdiyasmin054Pas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- Corrigé TP26Document4 pagesCorrigé TP26Bouabdellaoui saif ennasrPas encore d'évaluation
- TD TmoemDocument12 pagesTD TmoemAhmed GhribiPas encore d'évaluation
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- EFF 2018 V2 PrincipaleDocument15 pagesEFF 2018 V2 PrincipaleLahnine IsmailPas encore d'évaluation
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Tte 97 Pe 2Document10 pagesTte 97 Pe 2mourad79Pas encore d'évaluation
- Exercices Corrigés Microcontrôleur Du Bac Technique en TunisieDocument28 pagesExercices Corrigés Microcontrôleur Du Bac Technique en TunisieLacina Bakayoko50% (2)
- DRCI2 1lesoperationsdetournageetfraisageDocument7 pagesDRCI2 1lesoperationsdetournageetfraisageabdessamadnePas encore d'évaluation
- Feuille de La Gamme D'usinage: FV Fr2T Ø63 MF20 P.CDocument1 pageFeuille de La Gamme D'usinage: FV Fr2T Ø63 MF20 P.Ceya ben brahemPas encore d'évaluation
- Trace Routier PDFDocument68 pagesTrace Routier PDFسير ينPas encore d'évaluation
- Présentation Du SujetDocument2 pagesPrésentation Du SujetMohsen Saidi100% (1)
- Le Montage D'usinage Corrigé PDFDocument4 pagesLe Montage D'usinage Corrigé PDFD. n50% (2)
- Désignation Plaquette Et Porte Plaquette ProfDocument5 pagesDésignation Plaquette Et Porte Plaquette Profsaif Saadi100% (2)
- Poste Automatique de Peinture de Paraboles1Document5 pagesPoste Automatique de Peinture de Paraboles1Badreddine KraiemPas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie - 1ère AS (2008-2009) Mme Toumi Imen Système Dispositif de Blocage de TubesDocument3 pagesDevoir de Contrôle N°2 - Technologie - 1ère AS (2008-2009) Mme Toumi Imen Système Dispositif de Blocage de TubesKhaled Aamira100% (1)
- Cotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsDocument81 pagesCotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsomatrPas encore d'évaluation
- Examen FF 2018 V2 CorrigéDocument9 pagesExamen FF 2018 V2 CorrigéYassin Belkacem80% (5)
- N'est Autorisé Année MR:: Mise MarcheDocument5 pagesN'est Autorisé Année MR:: Mise MarchebejaouiPas encore d'évaluation
- Examen FF 2018 V1 ÉnoncéDocument14 pagesExamen FF 2018 V1 ÉnoncéOussama SahimiPas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- SIMULATIONDocument3 pagesSIMULATIONjebril faten100% (1)
- Upload - Série D'exercices N°10-Pic-2014-2015-CorrectionDocument28 pagesUpload - Série D'exercices N°10-Pic-2014-2015-CorrectionHabib Ben Ammar100% (2)
- Dessin de Définition - CoussinetDocument4 pagesDessin de Définition - CoussinetTaieb BentaherPas encore d'évaluation
- Technique CDocument8 pagesTechnique CMahdi NjehPas encore d'évaluation
- Capteur Fin de Course PneumatiqueDocument25 pagesCapteur Fin de Course PneumatiqueSERRAI Salah eddinePas encore d'évaluation
- TP FAO Fraisage Corrig - 351Document7 pagesTP FAO Fraisage Corrig - 351عمر الفاروقPas encore d'évaluation
- 001-P1-P6-Ci 5-Etude de Fabrication-Doc-Prof-2002Document6 pages001-P1-P6-Ci 5-Etude de Fabrication-Doc-Prof-2002Stef TfhPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2015 v1 SyntheseDocument13 pagesExamen de Fin de Formation TSMFM 2015 v1 Syntheseahmaisbouchaib198Pas encore d'évaluation
- DessinDocument21 pagesDessinPast NdayishimiyePas encore d'évaluation
- Réaliser Et Mettre en Application Une Analyse de FabricationDocument5 pagesRéaliser Et Mettre en Application Une Analyse de FabricationOussama ZiziPas encore d'évaluation
- Travaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurDocument12 pagesTravaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurMohamedAyoubPas encore d'évaluation
- Examen FF 2017 V1 Énoncé - 231102 - 175709Document16 pagesExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755Pas encore d'évaluation
- Semestre 2 DS 1 2008-2009 Leve Personne OriorDocument8 pagesSemestre 2 DS 1 2008-2009 Leve Personne OriorKhawla BkPas encore d'évaluation
- Trace Routier - PDF WatermarkDocument68 pagesTrace Routier - PDF WatermarkDbbRbPas encore d'évaluation
- 4-Simulation D'usinageDocument26 pages4-Simulation D'usinageMarwenBeltaif100% (2)
- Mi V 22 B1Document6 pagesMi V 22 B1Walid SonasidPas encore d'évaluation
- TP Eficn FraisagesDocument5 pagesTP Eficn Fraisagessalah nissabouriPas encore d'évaluation
- 01 Tour ParalleleDocument7 pages01 Tour ParallelekhocinePas encore d'évaluation
- Nouvelle méthode d'interprétation des états financiers - Guide d'accompagnement: Une approche socio-économiqueD'EverandNouvelle méthode d'interprétation des états financiers - Guide d'accompagnement: Une approche socio-économiquePas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Logistique Transport RésuméDocument102 pagesLogistique Transport Résuméabdelli onsPas encore d'évaluation
- Présentation de L'entrepriseDocument9 pagesPrésentation de L'entrepriseÆschylús Lorcán0% (1)
- Cadre Théorique Lean ManagementDocument26 pagesCadre Théorique Lean ManagementdasylvaPas encore d'évaluation
- Manuel Exigences Qualite FournisseursDocument13 pagesManuel Exigences Qualite FournisseursR'im JberiPas encore d'évaluation
- Acquisition Strategy DesignDocument116 pagesAcquisition Strategy Designpill box100% (1)
- 5 Business Pour Gagner Sa Vie Grace Au WebDocument24 pages5 Business Pour Gagner Sa Vie Grace Au Webkamole cirimwamiPas encore d'évaluation
- Étude BibliographiqueDocument19 pagesÉtude BibliographiqueG . APas encore d'évaluation
- Telcon CatalogDocument68 pagesTelcon Catalogapi-521872070Pas encore d'évaluation
- (MEF) Implantation Système MPR Approv ONCFDocument84 pages(MEF) Implantation Système MPR Approv ONCFMOHCINE MOUTAOUKILPas encore d'évaluation
- Management de La Qualite: Communiquer Efficacement Une Démarche QualitéDocument24 pagesManagement de La Qualite: Communiquer Efficacement Une Démarche QualitéChaimae AribatPas encore d'évaluation
- BPM - IteropDocument7 pagesBPM - IteroptolmousPas encore d'évaluation
- Rapport FGD Distribution S4Document38 pagesRapport FGD Distribution S4Hafsa AlatrachePas encore d'évaluation
- Liste Des Candidats Retenus Et Liste D'attente TS - VFDocument20 pagesListe Des Candidats Retenus Et Liste D'attente TS - VFAymen BbooyPas encore d'évaluation
- La Gestion de La Chaine D'approvisionnement1Document19 pagesLa Gestion de La Chaine D'approvisionnement1ziad halPas encore d'évaluation
- Vocabulaire Anglais LogistiqueDocument5 pagesVocabulaire Anglais LogistiqueYassine LabsairiPas encore d'évaluation
- 1.1. Quels Produits Ou Quels Services Pour Quels Besoins-Support EleveDocument15 pages1.1. Quels Produits Ou Quels Services Pour Quels Besoins-Support EleveFiroze HasneinPas encore d'évaluation
- Travaux Dirigés 1 GPDocument6 pagesTravaux Dirigés 1 GPyosrihemPas encore d'évaluation
- Cours Méthode de Soudage - Chap 1 - Distorsions ExtendedDocument64 pagesCours Méthode de Soudage - Chap 1 - Distorsions ExtendedAhmed RACHDIPas encore d'évaluation
- Compte Rendu TpeDocument31 pagesCompte Rendu Tpekhalil bouadilaPas encore d'évaluation
- M18 Management de La Force de VenteDocument43 pagesM18 Management de La Force de VenteSjaq qgePas encore d'évaluation
- Application VDocument5 pagesApplication VHfgjjPas encore d'évaluation
- Réaliser Votre: Étude de MarchéDocument218 pagesRéaliser Votre: Étude de MarchéQov RazPas encore d'évaluation
- Chapitre I PDFDocument36 pagesChapitre I PDFYahya Med NébilPas encore d'évaluation
- Livre Mirakl Marketplace L Ecommerce de Demain PDFDocument138 pagesLivre Mirakl Marketplace L Ecommerce de Demain PDFLahcen KazbirPas encore d'évaluation
- La Gestion de La Relation Client - 4Document5 pagesLa Gestion de La Relation Client - 4Marlène OdoPas encore d'évaluation
- الامتحان الوطني في المواد المهنية 2020 مسلك التجارة الدورة العاديةDocument14 pagesالامتحان الوطني في المواد المهنية 2020 مسلك التجارة الدورة العاديةZineb BeggarPas encore d'évaluation
- Cours de Strategie Et Plan MarketingDocument34 pagesCours de Strategie Et Plan MarketingTatchou SeusPas encore d'évaluation
- Assurance Maritime PPT Master BADocument17 pagesAssurance Maritime PPT Master BAJaber RouijelPas encore d'évaluation
- Principe Et Objectif de EAIDocument32 pagesPrincipe Et Objectif de EAIPeyoBouBouPas encore d'évaluation