Vous aimerez peut-être aussi
- Énergie Solaire : Guide Complet pour l'Installation de Panneaux Photovoltaïques sur Votre Maison à Pontault-CombaultD'EverandÉnergie Solaire : Guide Complet pour l'Installation de Panneaux Photovoltaïques sur Votre Maison à Pontault-CombaultPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Liaison EncastrementDocument9 pagesLiaison Encastrementsaded05Pas encore d'évaluation
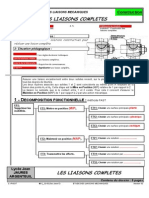
- Les Liaisons Completes Etude Des LiaisonDocument9 pagesLes Liaisons Completes Etude Des Liaisonموسى زاويPas encore d'évaluation
- Chapitre VI-Calcul Des Assemblages - Boulons Et SouduresDocument191 pagesChapitre VI-Calcul Des Assemblages - Boulons Et SouduresIbrahima DIATTA100% (1)
- Les Liaisons ComplètesDocument13 pagesLes Liaisons ComplètesUriel NdjaPas encore d'évaluation
- AssemblageDocument36 pagesAssemblagejaafar al0% (1)
- Chapitre 3 - Liaisons Complètes DémontablesDocument13 pagesChapitre 3 - Liaisons Complètes DémontablesahidouriPas encore d'évaluation
- LIAISON ENCASTREME Profffffff PDFDocument21 pagesLIAISON ENCASTREME Profffffff PDFHouda LarianiPas encore d'évaluation
- Chapitre 2Document18 pagesChapitre 2ademtalbi554Pas encore d'évaluation
- Procedes D'asemblageDocument85 pagesProcedes D'asemblageImed SeghierPas encore d'évaluation
- Cours Cpi1 Liaisons ComplètesDocument12 pagesCours Cpi1 Liaisons ComplètesFatma LaribiPas encore d'évaluation
- 4-La Liaison ComplèteDocument10 pages4-La Liaison ComplèteSegaAlainCoulibalyPas encore d'évaluation
- Chapitre 02. Les AssemblagesDocument19 pagesChapitre 02. Les AssemblageslhabsPas encore d'évaluation
- Liaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Document6 pagesLiaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Fares SlimaniPas encore d'évaluation
- BE CoursDocument31 pagesBE CoursMoudi BouhlelPas encore d'évaluation
- Cours Liaison EncastrementDocument7 pagesCours Liaison EncastrementBIOS_012100% (2)
- Cours Assemblages 2008-E WWW - Tunisie-EtudesDocument12 pagesCours Assemblages 2008-E WWW - Tunisie-Etudesntayoub100% (2)
- Assemblage Par BoulonageDocument34 pagesAssemblage Par BoulonageOussamaMesbahiPas encore d'évaluation
- Mip MapDocument3 pagesMip MapKhadija LabriziPas encore d'évaluation
- CM Cours4 2020 2021Document72 pagesCM Cours4 2020 2021somaya ehPas encore d'évaluation
- Liaison EncastrementDocument29 pagesLiaison EncastrementLandry YobouePas encore d'évaluation
- Chap III AssemblagesDocument8 pagesChap III AssemblagesNaima NaPas encore d'évaluation
- Fonction Assemblage DémontableDocument5 pagesFonction Assemblage DémontableSafa ZehiPas encore d'évaluation
- Liaison Encastrement1Document14 pagesLiaison Encastrement1MIMFS100% (1)
- M18 Démontag Montag Syst mécaniq-TH3-GE-MMO PDFDocument75 pagesM18 Démontag Montag Syst mécaniq-TH3-GE-MMO PDFAbdelmajid AittalebPas encore d'évaluation
- Chapitre 7Document59 pagesChapitre 7HOUSSAME NAIMPas encore d'évaluation
- Conception D Un Montage de RoulementDocument3 pagesConception D Un Montage de RoulementkhocinePas encore d'évaluation
- CHAPITRE 5 Les AssemblagesDocument13 pagesCHAPITRE 5 Les Assemblagesuyuy63176Pas encore d'évaluation
- Calcul Assemblage MixteDocument34 pagesCalcul Assemblage MixtemakakkPas encore d'évaluation
- 2 Ue Fgi Mas 528Document52 pages2 Ue Fgi Mas 528watsopPas encore d'évaluation
- TP ContacteurDocument18 pagesTP ContacteurChristine JessPas encore d'évaluation
- Tenue A La Fatigue Assemblage BoulonnepdfDocument12 pagesTenue A La Fatigue Assemblage BoulonnepdfrorylecasseurPas encore d'évaluation
- Assemblage Des Matériaux 2021-2022Document35 pagesAssemblage Des Matériaux 2021-2022ali BourenanePas encore d'évaluation
- GC 402-Cours CM - Chap 4 Elements Tendus DKDocument12 pagesGC 402-Cours CM - Chap 4 Elements Tendus DKJunior Baga100% (1)
- Chapitre 6Document21 pagesChapitre 6HOUSSAME NAIMPas encore d'évaluation
- Cours AssemblageDocument154 pagesCours AssemblagesirinePas encore d'évaluation
- Cours - La Liaison CompleteDocument6 pagesCours - La Liaison Completeralph930% (1)
- 741-Anonymized Manuscript-2139-1-10-20200302Document9 pages741-Anonymized Manuscript-2139-1-10-20200302Sylvain GandonPas encore d'évaluation
- Cours Assemblages Complet-1Document7 pagesCours Assemblages Complet-1yasahiro 10100% (1)
- 504 TP Contacteur CorrectionDocument20 pages504 TP Contacteur CorrectionsofianePas encore d'évaluation
- Liaison Hélicoidale ProfDocument12 pagesLiaison Hélicoidale ProftounsiPas encore d'évaluation
- Guidage Par CoussinetDocument7 pagesGuidage Par CoussinetMOUSAVOU MORVANEPas encore d'évaluation
- Cours Assemblages CompletDocument8 pagesCours Assemblages CompletNeymar DasilvaPas encore d'évaluation
- EDM5Document17 pagesEDM5mezyan reggaiPas encore d'évaluation
- Chapitre4 Construction Mécanique 1Document14 pagesChapitre4 Construction Mécanique 1Anoir AnoirPas encore d'évaluation
- Chapitre Iv - Elements Tendus Et Comprimes 2Document22 pagesChapitre Iv - Elements Tendus Et Comprimes 2Baye DiopPas encore d'évaluation
- ABC CM ExtraitDocument28 pagesABC CM Extrait927hj8myky100% (1)
- 2 Encastrement Cours PDFDocument7 pages2 Encastrement Cours PDFdidinedPas encore d'évaluation
- Liaison Complete Base Pre BacDocument7 pagesLiaison Complete Base Pre BacMohamed Larbi100% (1)
- MODES D'ASSEMBLAGES 2024Document19 pagesMODES D'ASSEMBLAGES 2024lamine diopPas encore d'évaluation
- Fonction Assemblage DémontableDocument5 pagesFonction Assemblage DémontableAdnan Abu Mohamed100% (1)
- Liaison Mécanique Complète DémontableDocument11 pagesLiaison Mécanique Complète DémontableMohamed El Hadi Redjaimia100% (2)
- 1C Theme 1 PDFDocument20 pages1C Theme 1 PDFphilippe dmtPas encore d'évaluation
- Le Cycle Licenc 2Document3 pagesLe Cycle Licenc 2Camara MahamadouPas encore d'évaluation
- Le Cycle Licenc 2Document3 pagesLe Cycle Licenc 2Camara MahamadouPas encore d'évaluation
- Sollicitation ComposéeDocument4 pagesSollicitation ComposéeCamara MahamadouPas encore d'évaluation
- Newsletter ICAR n25 FR PDFDocument4 pagesNewsletter ICAR n25 FR PDFCamara MahamadouPas encore d'évaluation
- Collecte 5Document1 pageCollecte 5Camara MahamadouPas encore d'évaluation
- Tse 21 03 PDFDocument37 pagesTse 21 03 PDFCamara MahamadouPas encore d'évaluation
- TSExp LBAC BAC 2020 ADMIS-1 PDFDocument2 pagesTSExp LBAC BAC 2020 ADMIS-1 PDFCamara MahamadouPas encore d'évaluation
- TSE Comp 2et 10-11Document6 pagesTSE Comp 2et 10-11Camara MahamadouPas encore d'évaluation
- Bonjour Monsieur Modvala,: Alexandru Modvala Route Mon-Repos 19 1700 FribourgDocument3 pagesBonjour Monsieur Modvala,: Alexandru Modvala Route Mon-Repos 19 1700 FribourgAlexandru ModvalaPas encore d'évaluation
- Plaquette Audit Social VF DIGITALEDocument4 pagesPlaquette Audit Social VF DIGITALELarson MasakuPas encore d'évaluation
- S'IMPLANTER EN CORÉE (French)Document40 pagesS'IMPLANTER EN CORÉE (French)Republic of Korea (Korea.net)Pas encore d'évaluation
- Carrière MINESECDocument13 pagesCarrière MINESECcompte elevePas encore d'évaluation
- 281 - La Boîte À Outils de La Levée de FondsDocument380 pages281 - La Boîte À Outils de La Levée de FondsmakowiPas encore d'évaluation
- La Gouvernance Des PME TPEDocument25 pagesLa Gouvernance Des PME TPElachguerPas encore d'évaluation
- Devoirs Élaboration Des États FinanciersDocument1 pageDevoirs Élaboration Des États FinanciersÇý ŘıňPas encore d'évaluation
- Modele Livre Recettes Auto Entrepreneur 1Document25 pagesModele Livre Recettes Auto Entrepreneur 1denis echeandiaPas encore d'évaluation
- Inova 3Document33 pagesInova 3Joom LAPas encore d'évaluation
- PFE Branding FinaleDocument46 pagesPFE Branding FinaleAzzedine Mostaqime100% (1)
- Thème 9Document8 pagesThème 9Myriam BecheikhPas encore d'évaluation
- Cours Simplifié Merchandising 1Document7 pagesCours Simplifié Merchandising 1DjaouadPas encore d'évaluation
- Damaged Concrete Surface PDFDocument4 pagesDamaged Concrete Surface PDFRathore SkPas encore d'évaluation
- Consultation Architectural Ikram BelcaidDocument35 pagesConsultation Architectural Ikram BelcaidikramPas encore d'évaluation
- TDR Management de Projets de DeveloppementDocument6 pagesTDR Management de Projets de DeveloppementmichekaPas encore d'évaluation
- Le Controle InterneDocument24 pagesLe Controle InternehichamPas encore d'évaluation
- Indépendance Des Auditeurs Et Enjeux Éthiques de La Certification Du Système de Gestion Environnementale Iso 14001Document275 pagesIndépendance Des Auditeurs Et Enjeux Éthiques de La Certification Du Système de Gestion Environnementale Iso 14001Ibtissam BelkacemPas encore d'évaluation
- Pitch Deck PresentationDocument15 pagesPitch Deck Presentationmehdibahraoui1993Pas encore d'évaluation
- Procès Verbal - Ouverture - Matériel Technique DDAEP ZouDocument4 pagesProcès Verbal - Ouverture - Matériel Technique DDAEP ZouBILLBOARD TOP AFRICAPas encore d'évaluation
- CEJMDocument2 pagesCEJMsouad.boutahri07Pas encore d'évaluation
- NDIAYE Jean Pierre Adiouma ISEP2 DossierDocument4 pagesNDIAYE Jean Pierre Adiouma ISEP2 DossierJean Pierre Adiouma NDIAYEPas encore d'évaluation
- Stion Dans Les Hopitaux Publics MSO MFEDocument13 pagesStion Dans Les Hopitaux Publics MSO MFEstrong girlPas encore d'évaluation
- ISO 14001-ResDocument11 pagesISO 14001-ResAMI100% (2)
- Analyse Financiere de Groupe NestleDocument37 pagesAnalyse Financiere de Groupe NestleSalma ElmorsliPas encore d'évaluation
- Audit Interne QhseDocument1 pageAudit Interne Qhsergael1Pas encore d'évaluation
- Etchings of A Whaling CruiseDocument650 pagesEtchings of A Whaling CruisesqqzdqdzPas encore d'évaluation
- Revue Africaine FR 7-12-2021Document93 pagesRevue Africaine FR 7-12-2021Ron WoraPas encore d'évaluation
- DE07 SUComptabilite ApprofondieDocument11 pagesDE07 SUComptabilite ApprofondieABDOUL KARIM METOU DOSSOPas encore d'évaluation
- WORKSHOP - BPI - France - (1) - 1Document9 pagesWORKSHOP - BPI - France - (1) - 1Louise WoulPas encore d'évaluation
- Introduction Tableau de Bord de GestionDocument22 pagesIntroduction Tableau de Bord de Gestiontellalzaineb100% (1)