Vous aimerez peut-être aussi
- CsveDocument25 pagesCsveDhaouadi AymenPas encore d'évaluation
- Chapitre4 Construction Mécanique 1Document14 pagesChapitre4 Construction Mécanique 1Anoir AnoirPas encore d'évaluation
- Cours Assemblages 2008-E WWW - Tunisie-EtudesDocument12 pagesCours Assemblages 2008-E WWW - Tunisie-Etudesntayoub100% (2)
- Cours Assemblages CompletDocument8 pagesCours Assemblages CompletNeymar DasilvaPas encore d'évaluation
- Liaisons Et Assemblage de Pieces Mecaniques Guidage en RotationDocument10 pagesLiaisons Et Assemblage de Pieces Mecaniques Guidage en RotationKhalil ChhataPas encore d'évaluation
- Cours Assemblages eDocument8 pagesCours Assemblages ehafsa zerhouniPas encore d'évaluation
- CH 01 Introduction Rappels Des AssemblagesDocument7 pagesCH 01 Introduction Rappels Des AssemblagesMohamed Rougab100% (2)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Liaison EncastrementDocument9 pagesLiaison Encastrementsaded05Pas encore d'évaluation
- 07 Cours EtancheiteDocument1 page07 Cours EtancheiteNajah Migaw MokhtarPas encore d'évaluation
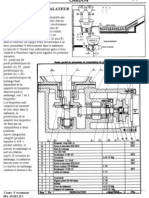
- PalanDocument7 pagesPalanYounes Benjelloun100% (1)
- Cours CM Partie 1 PDFDocument40 pagesCours CM Partie 1 PDFJELLALI Alaa100% (1)
- Assemblage Par Vis Et Boulon PDFDocument2 pagesAssemblage Par Vis Et Boulon PDFbrahim_mdPas encore d'évaluation
- Cours EtancheiteDocument4 pagesCours EtancheiteAbdou Lahat NdiayePas encore d'évaluation
- Les Liaisons Fixes Ou EncastrementsDocument17 pagesLes Liaisons Fixes Ou EncastrementsntayoubPas encore d'évaluation
- Vis Sans Fin Guidage en TranslationDocument29 pagesVis Sans Fin Guidage en TranslationAnne DfrPas encore d'évaluation
- Fonction AssemblageDocument4 pagesFonction AssemblageElafif Hamdi100% (1)
- Liaison EncastrementDocument4 pagesLiaison EncastrementMeryemHmouri100% (1)
- 0157F09 - Techniques D'assemblage Mécanique PDFDocument2 pages0157F09 - Techniques D'assemblage Mécanique PDFSCORSAM1Pas encore d'évaluation
- Filetage Taraudage WWW - Tunisie-EtudesDocument13 pagesFiletage Taraudage WWW - Tunisie-Etudesntayoub100% (1)
- 10-Lesassemblages Par Éléments FiletésDocument9 pages10-Lesassemblages Par Éléments FiletésSegaAlainCoulibalyPas encore d'évaluation
- Chapitre 4 - Assembages Par Éléments FiletésDocument7 pagesChapitre 4 - Assembages Par Éléments Filetésahidouri100% (2)
- Cintrage TôlesDocument13 pagesCintrage TôlesFredPas encore d'évaluation
- Chapitre 3 - Liaisons Complètes DémontablesDocument13 pagesChapitre 3 - Liaisons Complètes DémontablesahidouriPas encore d'évaluation
- Vis - Boulon PDFDocument2 pagesVis - Boulon PDFAnonymous ww55t9CPas encore d'évaluation
- Les Guidages en RotationDocument54 pagesLes Guidages en RotationJaksMaksPas encore d'évaluation
- Guide de La Mecanique.1011Document2 pagesGuide de La Mecanique.1011Flexi SoufianePas encore d'évaluation
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592Pas encore d'évaluation
- Les Éléments StandarsDocument2 pagesLes Éléments StandarsMohsen LaabidiPas encore d'évaluation
- Fiche Technique Perceuse PDFDocument29 pagesFiche Technique Perceuse PDFpacom zanguéPas encore d'évaluation
- AssemblagesDocument9 pagesAssemblagesChokri Atef100% (1)
- Les FiletagesDocument6 pagesLes FiletagesSalaheddine HePas encore d'évaluation
- Chapitre 5 - Guidage en RotationDocument17 pagesChapitre 5 - Guidage en Rotationahidouri100% (1)
- Les AccouplementsDocument7 pagesLes Accouplementsapi-202332122Pas encore d'évaluation
- Montage Usinage MapDocument8 pagesMontage Usinage MapGOUAL SaraPas encore d'évaluation
- Assemblages Par Elements FiletesDocument14 pagesAssemblages Par Elements Fileteselgheryb_choukri100% (1)
- Les Liaisons MécaniquesDocument6 pagesLes Liaisons Mécaniquesabdelhi74100% (2)
- Assemblages Par Elements FiletesDocument14 pagesAssemblages Par Elements Filetesmaraghni_hassine7592Pas encore d'évaluation
- Cours - Guidage en Rotation - e PDFDocument4 pagesCours - Guidage en Rotation - e PDFTriki Bilel100% (2)
- Construction Mecanique Chapitre 5 LSLL - Guediawaye Classe M. Dieng Année Scolaire Page 1/3Document3 pagesConstruction Mecanique Chapitre 5 LSLL - Guediawaye Classe M. Dieng Année Scolaire Page 1/3Penda Niass100% (1)
- Devoir de Controle n1 Bac MecaniqueDocument3 pagesDevoir de Controle n1 Bac Mecaniqueأحمد رائد الفضاءPas encore d'évaluation
- Chap 4 PDFDocument13 pagesChap 4 PDFLinda Nasri100% (2)
- Cm-Modelisation Des Liaisons MecaniqueDocument11 pagesCm-Modelisation Des Liaisons MecaniqueYosso YohannPas encore d'évaluation
- ETANCHEITEDocument7 pagesETANCHEITEbasilecoqPas encore d'évaluation
- Cours RessortsDocument44 pagesCours RessortsYou MajPas encore d'évaluation
- Atelier CAO PDFDocument51 pagesAtelier CAO PDFchouchenePas encore d'évaluation
- Vis ÉcrouDocument2 pagesVis Écrouyouri59490Pas encore d'évaluation
- Les Liaisons Non Permanentes (ASSEMBLAGES) CH 04 1er Année GPLDocument14 pagesLes Liaisons Non Permanentes (ASSEMBLAGES) CH 04 1er Année GPLTom BriderPas encore d'évaluation
- Roulements PDFDocument63 pagesRoulements PDFessadikine anassPas encore d'évaluation
- Formation D'initiation SolidWorks 3st & 4st PDFDocument44 pagesFormation D'initiation SolidWorks 3st & 4st PDFJridette WalidPas encore d'évaluation
- 27 Lubrification ÉtanchéitéDocument4 pages27 Lubrification ÉtanchéitéAnonymous Zu0p0SWg7Pas encore d'évaluation
- Plateau TournantDocument4 pagesPlateau TournantMabrouk Ben AmarPas encore d'évaluation
- Le TournageDocument244 pagesLe TournageHamada HamadaPas encore d'évaluation
- Cours Elements DassemblagesDocument33 pagesCours Elements DassemblagesRahim armadPas encore d'évaluation
- 04 Cours VisDocument1 page04 Cours VisFranck Jordan NOZAKAP FOSSI100% (1)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Fusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésD'EverandFusion 360 Projets de conception CAO Partie I: 10 projets de conception CAO de niveau facile à moyen expliqués pour les utilisateurs avancésPas encore d'évaluation
- COMPRESSDocument2 pagesCOMPRESSMoudi BouhlelPas encore d'évaluation
- Conception, Etude Et Realisati - Elannab OthmaneDocument122 pagesConception, Etude Et Realisati - Elannab Othmanefall100% (1)
- RécapDocument113 pagesRécapMoudi Bouhlel100% (1)
- Pfa LEONI 2020Document30 pagesPfa LEONI 2020Moudi Bouhlel100% (1)
- CM 3A ReducteurDocument37 pagesCM 3A ReducteurMoudi BouhlelPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- Conoyeur12 PDFDocument2 pagesConoyeur12 PDFMoudi BouhlelPas encore d'évaluation
- Le Moteur Asynchrone TriphaseDocument8 pagesLe Moteur Asynchrone TriphaseaminePas encore d'évaluation
- LumiéreDocument5 pagesLumiéreMoudi BouhlelPas encore d'évaluation
- Catalogue TexterDocument12 pagesCatalogue TexterAziz AmtdiPas encore d'évaluation
- Choix Matériaux Colombani PDFDocument22 pagesChoix Matériaux Colombani PDFMoudi BouhlelPas encore d'évaluation
- 677Document56 pages677Ishak .FPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- Manuel Sur L'environnement IIDocument546 pagesManuel Sur L'environnement IIMoudi BouhlelPas encore d'évaluation
- Vis EcrouDocument18 pagesVis EcrouAyou HamPas encore d'évaluation
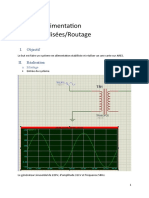
- Alimentation Stabilisées/routage: I. ObjectifDocument4 pagesAlimentation Stabilisées/routage: I. ObjectifMoudi BouhlelPas encore d'évaluation
- Caracteristiques MateriauxDocument46 pagesCaracteristiques MateriauxMohamed Abed100% (2)
- Métallurgie de Soudage1 EpiDocument41 pagesMétallurgie de Soudage1 EpiMoudi BouhlelPas encore d'évaluation
- SoutenanceDocument61 pagesSoutenanceMoudi BouhlelPas encore d'évaluation
- 02 PDFDocument129 pages02 PDFkarimPas encore d'évaluation
- Analyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFDocument126 pagesAnalyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFHamza Ait HouPas encore d'évaluation
- FS BatteurDocument6 pagesFS BatteurMoudi BouhlelPas encore d'évaluation
- Programme MI 2013Document80 pagesProgramme MI 2013Moudi Bouhlel100% (2)
- 2a Tis Robotique Slides PDFDocument213 pages2a Tis Robotique Slides PDFSouhaib LoudaPas encore d'évaluation
- Les Techniques de Controle Non Destructif Des SouduresDocument55 pagesLes Techniques de Controle Non Destructif Des SouduresMoudi Bouhlel100% (1)
- (TDP) (TD) Robot TondeurDocument3 pages(TDP) (TD) Robot TondeurTafotchin Kone100% (1)
- Analyse FonctionnelleDocument8 pagesAnalyse FonctionnelleMoudi BouhlelPas encore d'évaluation
- Cours Structure Et Matériaux - Trempe Étagée PDFDocument6 pagesCours Structure Et Matériaux - Trempe Étagée PDFMoudi BouhlelPas encore d'évaluation
- Mise en Oeuvre D'un GRAFCET-6-HergliDocument12 pagesMise en Oeuvre D'un GRAFCET-6-HergliMoudi BouhlelPas encore d'évaluation
- Financial & Lifestyle Magazine 03 - FR - of Puilaetco Dewaay Private BankersDocument86 pagesFinancial & Lifestyle Magazine 03 - FR - of Puilaetco Dewaay Private BankersDominiek VanwynsberghePas encore d'évaluation
- MémoireDocument68 pagesMémoireamel mtrPas encore d'évaluation
- Ebook - Les 7 Conseils Pour Réussir Son TOEICDocument10 pagesEbook - Les 7 Conseils Pour Réussir Son TOEICaigle d'orPas encore d'évaluation
- 13 Exos Geometrie EspaceDocument17 pages13 Exos Geometrie Espacemogala2392Pas encore d'évaluation
- Traités Et Accords Concernant Le (... ) Rouard de bpt6k141228r PDFDocument145 pagesTraités Et Accords Concernant Le (... ) Rouard de bpt6k141228r PDFElamrani KarimPas encore d'évaluation
- Texte 3 Partie 2 Scène 3 Antoine Lecture Linéaire 2Document2 pagesTexte 3 Partie 2 Scène 3 Antoine Lecture Linéaire 2chiaraguzzo20Pas encore d'évaluation
- Manuel Du Voyageur en Italie (... ) Giegler Jean-Pierre Bpt6k56988717Document712 pagesManuel Du Voyageur en Italie (... ) Giegler Jean-Pierre Bpt6k56988717mediacalabriaPas encore d'évaluation
- TETES OUVRAGES HYDRAULIQUE TYPE BUSES AUTOCAD - Recherche GoogleDocument2 pagesTETES OUVRAGES HYDRAULIQUE TYPE BUSES AUTOCAD - Recherche GoogleBraised.Mountains-Association AssociationPas encore d'évaluation
- Le Petit Forestier 1 2Document20 pagesLe Petit Forestier 1 2Anonymous 476I0KkRPas encore d'évaluation
- Maria Chapdelaine Dossier Pedagogique CollegialDocument35 pagesMaria Chapdelaine Dossier Pedagogique CollegialBridget LeonardPas encore d'évaluation
- Convenances Spirituelles de La Voie Adab Et Tariq PDFDocument42 pagesConvenances Spirituelles de La Voie Adab Et Tariq PDFludovic1970Pas encore d'évaluation
- Pec Concomitante EsmsDocument1 pagePec Concomitante EsmsLaëtitia FraissePas encore d'évaluation
- Tawhid1 PDFDocument19 pagesTawhid1 PDFAndré SovaĝaPas encore d'évaluation
- Programme Festival Rendez-Vous Contes !Document24 pagesProgramme Festival Rendez-Vous Contes !magali schaalPas encore d'évaluation
- Year 7 French TestDocument6 pagesYear 7 French TestSama HelmyPas encore d'évaluation
- RESEAUX CELLULAIRES 5G LFI3 Chaabane Ali Ben Maouia Takoua Heni KoussayDocument15 pagesRESEAUX CELLULAIRES 5G LFI3 Chaabane Ali Ben Maouia Takoua Heni KoussayPFE100% (1)
- M&ADocument12 pagesM&AManuel YounesPas encore d'évaluation
- Le ClassicismeDocument2 pagesLe Classicismejismail100% (1)
- Le Metier de Scripte Face A La Diversité Des Langages CinematographiquesDocument60 pagesLe Metier de Scripte Face A La Diversité Des Langages CinematographiquesArturo Avendaño MorineauPas encore d'évaluation
- L'Aventure Chevaleresque - Eric KohlerDocument2 pagesL'Aventure Chevaleresque - Eric KohlerSombre Arcane ZinePas encore d'évaluation
- Bota GeneralitesDocument58 pagesBota GeneralitesMellah RabhaPas encore d'évaluation
- La Situation ComplexeDocument25 pagesLa Situation ComplexeArouna KonePas encore d'évaluation
- Boostrap ElazzabyDocument59 pagesBoostrap ElazzabyhassaniPas encore d'évaluation
- Exercices Pages 119,121,173Document2 pagesExercices Pages 119,121,173JudaPas encore d'évaluation
- Rutbat Al - HakimDocument127 pagesRutbat Al - HakimShaiful Bahari100% (1)
- VesteDocument5 pagesVesteMaxPas encore d'évaluation
- CocaDocument5 pagesCocatheobromine100% (4)
- Entretien Rampe de FiltrationDocument28 pagesEntretien Rampe de FiltrationFATMA YOUCEFIPas encore d'évaluation
- Correction - TD - N°2 - Analyse Fin - 20.Document2 pagesCorrection - TD - N°2 - Analyse Fin - 20.Houssa IberainPas encore d'évaluation
- Les Pronoms en Et yDocument4 pagesLes Pronoms en Et yAntonia CiobanuPas encore d'évaluation