Vous aimerez peut-être aussi
- Introduction à la physique de la matièreD'EverandIntroduction à la physique de la matièreÉvaluation : 3 sur 5 étoiles3/5 (1)
- 1-Cours - CND-2016-2017 - Pour Cite Internet PDFDocument125 pages1-Cours - CND-2016-2017 - Pour Cite Internet PDFRABHI Mouldi100% (2)
- Normalisation CNDDocument122 pagesNormalisation CNDMansouri AliPas encore d'évaluation
- TP Magnetoscopie RessuageDocument8 pagesTP Magnetoscopie RessuageJAMEL CHAKCHAKPas encore d'évaluation
- Essais Non Destructifs 22-03-10Document42 pagesEssais Non Destructifs 22-03-10omar100% (1)
- Ressuage N2Document112 pagesRessuage N2Chiheb KaanichePas encore d'évaluation
- La MagnétoscopieDocument25 pagesLa MagnétoscopieFirass Chafai100% (3)
- 05 UltrasonsDocument120 pages05 Ultrasonsdimachampion100% (1)
- NF E52 109-1 FA020843 Levage Et Manutention Assemblages SoudésDocument33 pagesNF E52 109-1 FA020843 Levage Et Manutention Assemblages Soudésali Ouakli100% (1)
- CONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)Document38 pagesCONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)SEIFEDDINE KADRI100% (1)
- 4 RessuageDocument10 pages4 RessuageKhouloud AbidiPas encore d'évaluation
- Procédure de Controle Par Ultrsons US Rev00Document23 pagesProcédure de Controle Par Ultrsons US Rev00Usama Sa100% (4)
- Caracteristiques MateriauxDocument46 pagesCaracteristiques MateriauxMohamed Abed100% (2)
- BE CoursDocument31 pagesBE CoursMoudi BouhlelPas encore d'évaluation
- Présentation CND 2007Document158 pagesPrésentation CND 2007Koukous Moussa100% (1)
- Chapitre 1 - Introduction Aux Techniques de Détection Des DéfaillancesDocument5 pagesChapitre 1 - Introduction Aux Techniques de Détection Des Défaillancesbenissaad1959Pas encore d'évaluation
- Le Moteur Asynchrone TriphaseDocument8 pagesLe Moteur Asynchrone TriphaseaminePas encore d'évaluation
- TD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsDocument3 pagesTD Les Contrôles Non Destructifs TD Les Contrôles Non DestructifsKarim FathallahPas encore d'évaluation
- CND 1aDocument28 pagesCND 1aFatima Zohra Hamouche0% (1)
- Controle Non Destructif (CND)Document69 pagesControle Non Destructif (CND)rcaone67% (3)
- Les Contrôles Non DestructifsDocument73 pagesLes Contrôles Non DestructifsMohamed Sahil75% (4)
- Nas 410 En4179Document28 pagesNas 410 En4179djenane malek0% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- CND - Contrôle Par RessuageDocument7 pagesCND - Contrôle Par RessuageAminChaari100% (1)
- Contrôle Non DestructifDocument25 pagesContrôle Non DestructifJuliana OkombiPas encore d'évaluation
- TP CNDDocument8 pagesTP CNDdettlaff xxx100% (1)
- Thermographie InfrarougeDocument12 pagesThermographie InfrarougeBen Aissa ChokriPas encore d'évaluation
- Conception, Etude Et Realisati - Elannab OthmaneDocument122 pagesConception, Etude Et Realisati - Elannab Othmanefall100% (1)
- Travaux Pratique de Controle Non DestrucDocument12 pagesTravaux Pratique de Controle Non DestrucHamza SmahriPas encore d'évaluation
- Taches de Controle Qualite de Travaux de SoudageDocument9 pagesTaches de Controle Qualite de Travaux de SoudageMohamedkheireddine100% (3)
- CND RaDocument42 pagesCND RaAnonymous LyBl88IVkfPas encore d'évaluation
- 7 RessuageDocument66 pages7 RessuageFares ÆazizPas encore d'évaluation
- 004-CH4 Magnétoscopie PDFDocument37 pages004-CH4 Magnétoscopie PDFramiksidaPas encore d'évaluation
- Analyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFDocument126 pagesAnalyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFHamza Ait HouPas encore d'évaluation
- CNDDocument11 pagesCNDnourhenPas encore d'évaluation
- Introduction CND PDFDocument20 pagesIntroduction CND PDFAlemPas encore d'évaluation
- Cour de RessuageDocument21 pagesCour de RessuageAmih ShkfPas encore d'évaluation
- 277 TP 9 Le Controle Non DestructifDocument10 pages277 TP 9 Le Controle Non DestructifBelangeNgafelet100% (1)
- Contrôle Non DestructifDocument64 pagesContrôle Non DestructifnoamanPas encore d'évaluation
- CNDDocument58 pagesCNDsalvadidadPas encore d'évaluation
- Rapport CNDDocument45 pagesRapport CNDNasreddine100% (3)
- TP RessuageDocument6 pagesTP RessuageFayza BelkhoudirPas encore d'évaluation
- Contrôle Non DestructifDocument15 pagesContrôle Non DestructifYassine Aguelmame100% (2)
- Courants de FoucaultDocument47 pagesCourants de FoucaultZakaria Moutaouakkil100% (1)
- Bergoug AliDocument50 pagesBergoug Alirac mediaPas encore d'évaluation
- Memoire de Fin D'Etude: Caractérisation Et Contrôle Non Destructif Des SouduresDocument111 pagesMemoire de Fin D'Etude: Caractérisation Et Contrôle Non Destructif Des SouduresMaaloul Fakher100% (2)
- 1 Cours CND IntroductionDocument12 pages1 Cours CND IntroductionbiliPas encore d'évaluation
- CND Courant de FoucaultDocument24 pagesCND Courant de FoucaultMohsen SaidiPas encore d'évaluation
- Cours CNDDocument104 pagesCours CNDzouaoua slimanePas encore d'évaluation
- RessuageDocument8 pagesRessuageKa RimPas encore d'évaluation
- E UltrasonDocument18 pagesE UltrasonZakaria Moutaouakkil100% (2)
- 1 Généralités Sur Les CNDDocument3 pages1 Généralités Sur Les CNDMoundher Mns100% (1)
- Chapitre 1 Controle Non Destructif GeneralitesDocument7 pagesChapitre 1 Controle Non Destructif GeneralitesmarzooPas encore d'évaluation
- 05 - Cetim 05 - Cetim PDFDocument55 pages05 - Cetim 05 - Cetim PDFdanemsal100% (1)
- TP - MagnetoscopieDocument7 pagesTP - MagnetoscopieBassma Rouane0% (1)
- MGDocument219 pagesMGChiheb Kaaniche100% (1)
- CND ProjetDocument8 pagesCND ProjetRal SeiPas encore d'évaluation
- CND Resumé Du CoursDocument7 pagesCND Resumé Du CoursAy HamPas encore d'évaluation
- Analyse Et Simulation de Refroidissement Des Aubes Dune Turbine A GazDocument74 pagesAnalyse Et Simulation de Refroidissement Des Aubes Dune Turbine A GazamelPas encore d'évaluation
- RessuageDocument3 pagesRessuagerezoka100% (1)
- Les_CNDDocument91 pagesLes_CNDTesnim DridiiPas encore d'évaluation
- Contrôles Non DestructifsDocument12 pagesContrôles Non Destructifshdoi91775Pas encore d'évaluation
- CND 1Document43 pagesCND 1mokhtar bouakelPas encore d'évaluation
- IntoductionDocument56 pagesIntoductionIbtĩssem Chouiref100% (1)
- CND 2022 INtroDocument32 pagesCND 2022 INtroAhmed RACHDIPas encore d'évaluation
- Chapitre 1 Introduction Generale Controle Non DestructifDocument9 pagesChapitre 1 Introduction Generale Controle Non DestructifFaicel GladiateurPas encore d'évaluation
- Methodes Base CNDDocument14 pagesMethodes Base CNDIdriss BrahmiPas encore d'évaluation
- Chapitre 2 Examen Visuel Et MagnetoscopieDocument8 pagesChapitre 2 Examen Visuel Et Magnetoscopiekhaled kamel BouabdallahPas encore d'évaluation
- Mon Cour Methode Et Outils de Diagnostic L3MSE 5555 CNDDocument18 pagesMon Cour Methode Et Outils de Diagnostic L3MSE 5555 CNDmanelPas encore d'évaluation
- Cours cnd1 - 1 DDocument25 pagesCours cnd1 - 1 DKhadidja DinedanePas encore d'évaluation
- Pfa LEONI 2020Document30 pagesPfa LEONI 2020Moudi Bouhlel100% (1)
- CM 3A ReducteurDocument37 pagesCM 3A ReducteurMoudi BouhlelPas encore d'évaluation
- COMPRESSDocument2 pagesCOMPRESSMoudi BouhlelPas encore d'évaluation
- RécapDocument113 pagesRécapMoudi Bouhlel100% (1)
- Conoyeur12 PDFDocument2 pagesConoyeur12 PDFMoudi BouhlelPas encore d'évaluation
- Choix Matériaux Colombani PDFDocument22 pagesChoix Matériaux Colombani PDFMoudi BouhlelPas encore d'évaluation
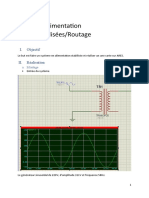
- Alimentation Stabilisées/routage: I. ObjectifDocument4 pagesAlimentation Stabilisées/routage: I. ObjectifMoudi BouhlelPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- Vis EcrouDocument18 pagesVis EcrouAyou HamPas encore d'évaluation
- Manuel Sur L'environnement IIDocument546 pagesManuel Sur L'environnement IIMoudi BouhlelPas encore d'évaluation
- LumiéreDocument5 pagesLumiéreMoudi BouhlelPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- SoutenanceDocument61 pagesSoutenanceMoudi BouhlelPas encore d'évaluation
- 677Document56 pages677Ishak .FPas encore d'évaluation
- Catalogue TexterDocument12 pagesCatalogue TexterAziz AmtdiPas encore d'évaluation
- FS BatteurDocument6 pagesFS BatteurMoudi BouhlelPas encore d'évaluation
- 2a Tis Robotique Slides PDFDocument213 pages2a Tis Robotique Slides PDFSouhaib LoudaPas encore d'évaluation
- (TDP) (TD) Robot TondeurDocument3 pages(TDP) (TD) Robot TondeurTafotchin Kone100% (1)
- Métallurgie de Soudage1 EpiDocument41 pagesMétallurgie de Soudage1 EpiMoudi BouhlelPas encore d'évaluation
- Programme MI 2013Document80 pagesProgramme MI 2013Moudi Bouhlel100% (2)
- Analyse FonctionnelleDocument8 pagesAnalyse FonctionnelleMoudi BouhlelPas encore d'évaluation
- 02 PDFDocument129 pages02 PDFkarimPas encore d'évaluation
- Cours Structure Et Matériaux - Trempe Étagée PDFDocument6 pagesCours Structure Et Matériaux - Trempe Étagée PDFMoudi BouhlelPas encore d'évaluation
- Mise en Oeuvre D'un GRAFCET-6-HergliDocument12 pagesMise en Oeuvre D'un GRAFCET-6-HergliMoudi BouhlelPas encore d'évaluation
- (CR) Ecran Radioluminescent À Mémoire (ERLM) - B JouanDocument1 page(CR) Ecran Radioluminescent À Mémoire (ERLM) - B JouanOktay OZDEMIRPas encore d'évaluation
- TPN1 RessuageDocument4 pagesTPN1 Ressuageoussema jendoubiPas encore d'évaluation
- 28 Magnetoscopie Et Ressuage - Principes Et Incidences - CetimDocument25 pages28 Magnetoscopie Et Ressuage - Principes Et Incidences - CetimKali Abdennour0% (1)
- En Iso 5817-2003-VNDocument37 pagesEn Iso 5817-2003-VNImane KhammouriPas encore d'évaluation
- Résumé CNDDocument6 pagesRésumé CNDwissemchergui1123Pas encore d'évaluation
- 2-Controle Par Radio GamaDocument11 pages2-Controle Par Radio GamaMohamed Ali ChebbiPas encore d'évaluation
- Contrôle Non DestructifDocument15 pagesContrôle Non DestructifYassine Aguelmame100% (2)
- CND Resumé Du CoursDocument7 pagesCND Resumé Du CoursAy HamPas encore d'évaluation
- Cours CND 2018 l3 PmiDocument89 pagesCours CND 2018 l3 PmiaboFlah 20 M ?Pas encore d'évaluation
- ÉTS - Baccalauréat en Génie Mécanique (7884)Document4 pagesÉTS - Baccalauréat en Génie Mécanique (7884)medi38Pas encore d'évaluation
- مذكرة تخرج جامعية رياضيات رقم115-1Document75 pagesمذكرة تخرج جامعية رياضيات رقم115-1Ilhem AbidiPas encore d'évaluation
- Complements CND-EMIDocument75 pagesComplements CND-EMIanouar alaouiPas encore d'évaluation
- Les Contrôles Non DestructifsDocument148 pagesLes Contrôles Non Destructifsstive.gouch99Pas encore d'évaluation
- KM, LKMLDocument9 pagesKM, LKMLsaidPas encore d'évaluation
- Cem NdtvalorDocument24 pagesCem NdtvalorSoufiane El OuezzaniPas encore d'évaluation
- CV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022Document2 pagesCV Referent Technique Integrite Des Pipeiline Bac Tyuitaurie-2022ait.koufiPas encore d'évaluation
- Chapitre 1 Controle Non Destructif GeneralitesDocument7 pagesChapitre 1 Controle Non Destructif GeneralitesmarzooPas encore d'évaluation
- Iso 10675-1 2016Document16 pagesIso 10675-1 2016BOUNATIRO100% (1)
- Contrôle Non Destructif Par RassuageDocument11 pagesContrôle Non Destructif Par RassuageMostefa BendoubaPas encore d'évaluation
- Valises Pedagogiques D'end-Dfta067bDocument7 pagesValises Pedagogiques D'end-Dfta067bnaoufel1706Pas encore d'évaluation
- Rapport - Visite (CND)Document14 pagesRapport - Visite (CND)Rabab RimPas encore d'évaluation
- Chapitre - 1-IntrodcutionDocument49 pagesChapitre - 1-IntrodcutionKarim FathallahPas encore d'évaluation
- Catalogue General Sofranel 525Document24 pagesCatalogue General Sofranel 525Veintidós MarzoPas encore d'évaluation
- Walaszek Caracterisation Defauts PDFDocument24 pagesWalaszek Caracterisation Defauts PDFfouadPas encore d'évaluation