Vous aimerez peut-être aussi
- Rapport des stages : D'administration en soins infirmiers: Administration sanitaire, #1D'EverandRapport des stages : D'administration en soins infirmiers: Administration sanitaire, #1Pas encore d'évaluation
- Rapport de Stage LeoniDocument23 pagesRapport de Stage LeoniAli Amara100% (1)
- Rapport de StageDocument21 pagesRapport de StageYassine ElbiadPas encore d'évaluation
- Réseaux Dentreprise LEONIDocument18 pagesRéseaux Dentreprise LEONImarhforPas encore d'évaluation
- I .Présentation de SEWS CABIND MAROC: 1. Le Groupe SUMITOMODocument8 pagesI .Présentation de SEWS CABIND MAROC: 1. Le Groupe SUMITOMOمحمد بن موسى الخوارزمي67% (3)
- Chapitre1 Presentation Entreprise DacceuilDocument13 pagesChapitre1 Presentation Entreprise DacceuilWassim MastourPas encore d'évaluation
- Pfe Nourhen Copie Final 1Document66 pagesPfe Nourhen Copie Final 1Mohamed GaraPas encore d'évaluation
- Rapport 3Document30 pagesRapport 3Haythem Chaoued0% (1)
- Rapport de Stage D'initiationDocument33 pagesRapport de Stage D'initiationCHAYMAA LAKHDARPas encore d'évaluation
- Rapport de Stage ALAddine Nasr LEONI 2Document40 pagesRapport de Stage ALAddine Nasr LEONI 2Ali AmaraPas encore d'évaluation
- Rapport de Stage NessDocument33 pagesRapport de Stage NessM'dimegh Khouloud Fce SalemPas encore d'évaluation
- Mémoire de Fin D'études Tarik Elbanini (PFE)Document78 pagesMémoire de Fin D'études Tarik Elbanini (PFE)Elbanini TarikPas encore d'évaluation
- Stage LEONIDocument38 pagesStage LEONImaroua100% (3)
- RapportDocument28 pagesRapportzehii ghofranPas encore d'évaluation
- Rapport de Stage de Formation: Minimisation Du Temps D'arrêt Des Machines de Coupe Au Niveau Des Stations de DouillesDocument59 pagesRapport de Stage de Formation: Minimisation Du Temps D'arrêt Des Machines de Coupe Au Niveau Des Stations de DouillesInssaf KaramPas encore d'évaluation
- Rapport Du Stage Houssem FinalDocument26 pagesRapport Du Stage Houssem Finalrim38% (8)
- 2018Document36 pages2018Ameni ZemzmiPas encore d'évaluation
- Rapport de Stage Leonipdf 59bc7e871723dde9e816d6d7Document49 pagesRapport de Stage Leonipdf 59bc7e871723dde9e816d6d7soufiane8fka100% (3)
- Rapport de Stage Technicien 2017-2018Document33 pagesRapport de Stage Technicien 2017-2018Salah ELOUAER100% (1)
- Rapport Uex - LeoniDocument125 pagesRapport Uex - LeoniSalma Benazzou91% (11)
- Stage Ouvrier SouhirDocument30 pagesStage Ouvrier SouhirrimPas encore d'évaluation
- Rapport de Stage-Karima IchenDocument42 pagesRapport de Stage-Karima IchenKa RimaPas encore d'évaluation
- YazakiDocument6 pagesYazakiAnass AhmamPas encore d'évaluation
- Rapport Sarah AdnaneDocument121 pagesRapport Sarah AdnaneSarah AdnanePas encore d'évaluation
- Rapport LeoniDocument46 pagesRapport LeoniSalah ELOUAERPas encore d'évaluation
- Rapport Final1Document15 pagesRapport Final1Meď Àɱìne100% (1)
- Certification Leoni ImprimDocument122 pagesCertification Leoni ImprimMouna ElPas encore d'évaluation
- Rapport de Stage AmineDocument30 pagesRapport de Stage AmineMarouane Neddad40% (5)
- Pfe AhmedDocument93 pagesPfe AhmedAmine Khalfallah40% (5)
- Rapport SOMACA Sarah Farah 20093Document130 pagesRapport SOMACA Sarah Farah 20093Ahmad WhabiPas encore d'évaluation
- Rapport PFE Mounir WADOUD - Version Finale.Document84 pagesRapport PFE Mounir WADOUD - Version Finale.Abder AlamiPas encore d'évaluation
- Rapport Final LeoniDocument28 pagesRapport Final Leonihedi hjaiej56% (9)
- Majda PfeDocument89 pagesMajda Pfeasmaa el akliPas encore d'évaluation
- Zouitine Omar Ci Gsi Pfe 2021 VFDocument149 pagesZouitine Omar Ci Gsi Pfe 2021 VFAnas LMPas encore d'évaluation
- Rapport de Stage de RenaultDocument18 pagesRapport de Stage de Renaultyoumna youyou100% (1)
- Rapport StageDocument39 pagesRapport StageSabah KabbouPas encore d'évaluation
- YAZAKIDocument46 pagesYAZAKIhadhami gtayatPas encore d'évaluation
- Rapport de Stage Implementation Systeme KANBAN YAZAKIDocument58 pagesRapport de Stage Implementation Systeme KANBAN YAZAKIzakagp100% (4)
- CAO PresentationDocument29 pagesCAO PresentationAnass Ahmam100% (3)
- RapportVF - LenovoDocument93 pagesRapportVF - LenovodonaPas encore d'évaluation
- Rapport de Stage D'initiationDocument26 pagesRapport de Stage D'initiationHananePas encore d'évaluation
- Ines Mezni 2Document30 pagesInes Mezni 2brutssiPas encore d'évaluation
- Exemple Rapport de Stage PFE RTE (2022) (B)Document56 pagesExemple Rapport de Stage PFE RTE (2022) (B)Said BoujnanPas encore d'évaluation
- Amelioration Des Performances - ElHaqyqy Meryem - 2395Document58 pagesAmelioration Des Performances - ElHaqyqy Meryem - 2395ebay100% (1)
- PDF PFE La Mise en Place D'un Processus D'expedition OV5 Version FinaleDocument52 pagesPDF PFE La Mise en Place D'un Processus D'expedition OV5 Version FinaleYasmine MaloumiPas encore d'évaluation
- Dari Couspate AnalyseDocument10 pagesDari Couspate Analyseissam0% (1)
- Rapport de Stage IngelecDocument39 pagesRapport de Stage IngelecAbderrahmaneGhouzlaoui100% (4)
- Pfe EssouibaDocument96 pagesPfe EssouibacenderillastoryPas encore d'évaluation
- Yazaki Mini ProjetDocument8 pagesYazaki Mini ProjetMCHICHI ALAMIPas encore d'évaluation
- Rapport Final 27+06Document62 pagesRapport Final 27+06Mehdi BKPas encore d'évaluation
- Rapport PFE - Nada HarabiDocument109 pagesRapport PFE - Nada HarabinadaPas encore d'évaluation
- WAHOUB YASSINE Rapport de Stage 2022Document33 pagesWAHOUB YASSINE Rapport de Stage 2022yassine wahoubPas encore d'évaluation
- Pife Enim Lean PDFDocument149 pagesPife Enim Lean PDFSalma Benazzou50% (4)
- Rapport YazakiDocument19 pagesRapport Yazakizinebhalima0% (1)
- Rapport de StageDocument54 pagesRapport de StageInssaf Karam100% (1)
- Pfe FinaleDocument30 pagesPfe FinaleMOHAMMED EL KADMI50% (2)
- Rapport de Stage EVLOXDocument25 pagesRapport de Stage EVLOXFatimaezzahra Jihaoui100% (1)
- Rapport YAZAKIIDocument115 pagesRapport YAZAKIIBrahim BenhaourechPas encore d'évaluation
- Rapport 1Document29 pagesRapport 1Lotfi AbidiPas encore d'évaluation
- Chapitre 1 Presentation Generale de L'icar1Document75 pagesChapitre 1 Presentation Generale de L'icar1elyeszebdaPas encore d'évaluation
- Conception, Etude Et Realisati - Elannab OthmaneDocument122 pagesConception, Etude Et Realisati - Elannab Othmanefall100% (1)
- Le Moteur Asynchrone TriphaseDocument8 pagesLe Moteur Asynchrone TriphaseaminePas encore d'évaluation
- LumiéreDocument5 pagesLumiéreMoudi BouhlelPas encore d'évaluation
- RécapDocument113 pagesRécapMoudi Bouhlel100% (1)
- CM 3A ReducteurDocument37 pagesCM 3A ReducteurMoudi BouhlelPas encore d'évaluation
- Conoyeur12 PDFDocument2 pagesConoyeur12 PDFMoudi BouhlelPas encore d'évaluation
- COMPRESSDocument2 pagesCOMPRESSMoudi BouhlelPas encore d'évaluation
- 677Document56 pages677Ishak .FPas encore d'évaluation
- Vis EcrouDocument18 pagesVis EcrouAyou HamPas encore d'évaluation
- Manuel Sur L'environnement IIDocument546 pagesManuel Sur L'environnement IIMoudi BouhlelPas encore d'évaluation
- Caracteristiques MateriauxDocument46 pagesCaracteristiques MateriauxMohamed Abed100% (2)
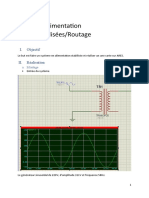
- Alimentation Stabilisées/routage: I. ObjectifDocument4 pagesAlimentation Stabilisées/routage: I. ObjectifMoudi BouhlelPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- Choix Matériaux Colombani PDFDocument22 pagesChoix Matériaux Colombani PDFMoudi BouhlelPas encore d'évaluation
- FS BatteurDocument6 pagesFS BatteurMoudi BouhlelPas encore d'évaluation
- TP AutomatiqueDocument8 pagesTP AutomatiqueMoudi BouhlelPas encore d'évaluation
- SoutenanceDocument61 pagesSoutenanceMoudi BouhlelPas encore d'évaluation
- BE CoursDocument31 pagesBE CoursMoudi BouhlelPas encore d'évaluation
- 02 PDFDocument129 pages02 PDFkarimPas encore d'évaluation
- Catalogue TexterDocument12 pagesCatalogue TexterAziz AmtdiPas encore d'évaluation
- Analyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFDocument126 pagesAnalyse Critique Et Dimentionn - KHALDOUNE Abdelhakim - 3494 PDFHamza Ait HouPas encore d'évaluation
- (TDP) (TD) Robot TondeurDocument3 pages(TDP) (TD) Robot TondeurTafotchin Kone100% (1)
- Programme MI 2013Document80 pagesProgramme MI 2013Moudi Bouhlel100% (2)
- Les Techniques de Controle Non Destructif Des SouduresDocument55 pagesLes Techniques de Controle Non Destructif Des SouduresMoudi Bouhlel100% (1)
- Métallurgie de Soudage1 EpiDocument41 pagesMétallurgie de Soudage1 EpiMoudi BouhlelPas encore d'évaluation
- Analyse FonctionnelleDocument8 pagesAnalyse FonctionnelleMoudi BouhlelPas encore d'évaluation
- 2a Tis Robotique Slides PDFDocument213 pages2a Tis Robotique Slides PDFSouhaib LoudaPas encore d'évaluation
- Cours Structure Et Matériaux - Trempe Étagée PDFDocument6 pagesCours Structure Et Matériaux - Trempe Étagée PDFMoudi BouhlelPas encore d'évaluation
- Mise en Oeuvre D'un GRAFCET-6-HergliDocument12 pagesMise en Oeuvre D'un GRAFCET-6-HergliMoudi BouhlelPas encore d'évaluation
- Croissance Verte Etude Caracterisation Des Filieres A La Reunion 2012 Synthese Decideurs Rapport de Synthese Cle01fda1Document245 pagesCroissance Verte Etude Caracterisation Des Filieres A La Reunion 2012 Synthese Decideurs Rapport de Synthese Cle01fda1djelilou FASSASSIPas encore d'évaluation
- L'approche TypomorphologieDocument56 pagesL'approche TypomorphologieSarah TerbahPas encore d'évaluation
- Les Emetteurs Notice SonelgazDocument60 pagesLes Emetteurs Notice SonelgazHØu ÇîNePas encore d'évaluation
- Test de Grammaire DELF B2Document11 pagesTest de Grammaire DELF B2Ivan Baranov100% (1)
- Ogal HafianeDocument34 pagesOgal HafianeOus SàmàPas encore d'évaluation
- 479 Queneau RaymondDocument89 pages479 Queneau RaymondAura AmetistPas encore d'évaluation
- 13 Meilleurs Aliments Pour La Santé IntestinaleDocument10 pages13 Meilleurs Aliments Pour La Santé IntestinalebarroPas encore d'évaluation
- TutoES Installer Windows7 Sur PCDocument14 pagesTutoES Installer Windows7 Sur PCTrong Oganort GampoulaPas encore d'évaluation
- Emdl Fle Cle Delf 1 SBK U1Document18 pagesEmdl Fle Cle Delf 1 SBK U1Iman AhmedPas encore d'évaluation
- Conception Et Réalisation D'un Bras Manipulateur (Alg.-M. O. - 02) Commandé Par Arduino UnoDocument137 pagesConception Et Réalisation D'un Bras Manipulateur (Alg.-M. O. - 02) Commandé Par Arduino UnoCYRILLE PANCHUCHU NCHINMOUNPas encore d'évaluation
- OrlDocument3 pagesOrlsabiou amadou100% (1)
- DOSIP Activ'Document12 pagesDOSIP Activ'Université des AntillesPas encore d'évaluation
- Alexandre Dumas WWW - Referate ScolareDocument3 pagesAlexandre Dumas WWW - Referate ScolareAlex ZamanPas encore d'évaluation
- DequiedtpDocument88 pagesDequiedtpNoureddine JmilaPas encore d'évaluation
- TAREA 3 Frances Intermedio 1Document7 pagesTAREA 3 Frances Intermedio 1EL VOZ DE POETA-rdPas encore d'évaluation
- Theme N°23-La Protection Sociale Au MarocDocument11 pagesTheme N°23-La Protection Sociale Au MarocYouness Ahl FilaliPas encore d'évaluation
- DD-Régulation de L'expression Des Gènes EucaryotesDocument3 pagesDD-Régulation de L'expression Des Gènes Eucaryotesdora_stellaPas encore d'évaluation
- Passeport ImplantDocument2 pagesPasseport ImplantSharkPas encore d'évaluation
- Chapitre V Les Formes Sociales de Classification de L'espace Au MarocDocument41 pagesChapitre V Les Formes Sociales de Classification de L'espace Au MarocSohaib SamaouiPas encore d'évaluation
- Copie de Copie de Fiche de Lecture Partie 3 THIETARTDocument4 pagesCopie de Copie de Fiche de Lecture Partie 3 THIETARTbakayokia225Pas encore d'évaluation
- Windev SupportDeCours PDFDocument97 pagesWindev SupportDeCours PDFFranco Franco100% (1)
- ISO 6411 - 1982 (FR), Dessins TechniquesDocument1 pageISO 6411 - 1982 (FR), Dessins TechniquesDarkedge0% (1)
- Note Circulaire 2021 V4 1 Corrige Par CAPDATA 1Document5 pagesNote Circulaire 2021 V4 1 Corrige Par CAPDATA 1Lil ErisePas encore d'évaluation
- Gastro4an Pkp2019benhamadaDocument13 pagesGastro4an Pkp2019benhamadaAmina MnPas encore d'évaluation
- Avis Technique 2 10 1396 ts150Document44 pagesAvis Technique 2 10 1396 ts150Stanley PauloPas encore d'évaluation
- Forex Bedraoui PDFDocument53 pagesForex Bedraoui PDFhichamPas encore d'évaluation
- 1 PBDocument21 pages1 PBrachid benhmidouPas encore d'évaluation
- Essai Los AngelesDocument2 pagesEssai Los AngelesCabrel FankamPas encore d'évaluation
- Nouvel Imaginaire SocDocument14 pagesNouvel Imaginaire SocJodel PierrePas encore d'évaluation
- Chaine Denergie PDFDocument59 pagesChaine Denergie PDFGuigui SalmaPas encore d'évaluation