Vous aimerez peut-être aussi
- Conclusion GénéraleDocument9 pagesConclusion GénéraleabdouPas encore d'évaluation
- 4 - BfupDocument36 pages4 - BfupIatissami IlyassPas encore d'évaluation
- Compte Rendu TP IMPDocument23 pagesCompte Rendu TP IMPMtthÿ LbrPas encore d'évaluation
- 1a Formation EmboutDocument69 pages1a Formation EmboutAmina RaouyPas encore d'évaluation
- Ceial Moulage Generalites Capacites Des ProcedesDocument11 pagesCeial Moulage Generalites Capacites Des ProcedesMaeva DenisPas encore d'évaluation
- Cours Le Materiau Béton Etat Durci M1 Structure-ConvertiDocument31 pagesCours Le Materiau Béton Etat Durci M1 Structure-ConvertiRacha TouilebPas encore d'évaluation
- F Rosemount 3051 OK PDFDocument42 pagesF Rosemount 3051 OK PDFmeribout adelPas encore d'évaluation
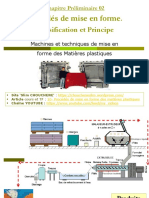
- Chapitre 2 Procedes Mise en Forme Matieres PlastiquesDocument15 pagesChapitre 2 Procedes Mise en Forme Matieres PlastiquesZakaria BettiouiPas encore d'évaluation
- RotomoulageDocument7 pagesRotomoulageAymanMilanoPas encore d'évaluation
- Programme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationDocument81 pagesProgramme: - Procédés de Fonderie - Mise en Œuvre Des Matières Plastique - Travail Des Métaux Par DéformationSanhouidi StephanePas encore d'évaluation
- MoulageDocument43 pagesMoulageMohamed MaazounPas encore d'évaluation
- TP 03 - Essai D'écrasement Sur BétonDocument15 pagesTP 03 - Essai D'écrasement Sur BétonKhalil KhalilPas encore d'évaluation
- MoulageDocument58 pagesMoulageBojane100% (4)
- Diapos Mise en Forme Par Déformation PlastiqueDocument212 pagesDiapos Mise en Forme Par Déformation Plastiquewijdane wijdanePas encore d'évaluation
- Ceial Moulage en Moule Permanent Ou en CoquilleDocument12 pagesCeial Moulage en Moule Permanent Ou en CoquilleEL Araouri AchrafPas encore d'évaluation
- ACFrOgDfFAv24VDI0BiIlwqXb QFb72QMQrKne7TD1yFdMSwxz2pl4MafJoH2BawU KneugDpX4nFBH90IndsEY1U6 y1WJBI2f e7svQ0sQjSsYNLqaoD1bn6dBltRmepW-UCAt0b 4uzo07xifDocument33 pagesACFrOgDfFAv24VDI0BiIlwqXb QFb72QMQrKne7TD1yFdMSwxz2pl4MafJoH2BawU KneugDpX4nFBH90IndsEY1U6 y1WJBI2f e7svQ0sQjSsYNLqaoD1bn6dBltRmepW-UCAt0b 4uzo07xifBAMANA IBAYI Félix AmourPas encore d'évaluation
- Pompage - Tuyaux - 65mm - Rapport Technique - 2019 PDFDocument6 pagesPompage - Tuyaux - 65mm - Rapport Technique - 2019 PDFUnes JrdPas encore d'évaluation
- Cours Vprocess PDFDocument47 pagesCours Vprocess PDFMohamed LaliouiPas encore d'évaluation
- Chap Prc3a9l 02 Procc3a9dc3a9s de Mise en Forme Classification Et Principe 2020 EtudiantsDocument53 pagesChap Prc3a9l 02 Procc3a9dc3a9s de Mise en Forme Classification Et Principe 2020 EtudiantsHatem BouhamedPas encore d'évaluation
- 6-Chap 3 - Nouveau Matériaux - Béton SpéciauxDocument30 pages6-Chap 3 - Nouveau Matériaux - Béton Spéciauxfarid nanoPas encore d'évaluation
- Chapitre 2 Procedes Mise en Forme Matieres Plastiques v2021Document15 pagesChapitre 2 Procedes Mise en Forme Matieres Plastiques v2021Christophe AnthoinePas encore d'évaluation
- Les Bouchons de Ciment: IFP TrainingDocument18 pagesLes Bouchons de Ciment: IFP TrainingboumaliPas encore d'évaluation
- 5a346690e131023 FileDocument25 pages5a346690e131023 FilefonfaronPas encore d'évaluation
- Coffres DamarrageDocument11 pagesCoffres DamarrageKamel AnonymousPas encore d'évaluation
- MoulageDocument19 pagesMoulageMouad ChourakPas encore d'évaluation
- SH - Problemes Solutions CimentationDocument7 pagesSH - Problemes Solutions CimentationBizacovitç DrillerPas encore d'évaluation
- Pfa FinalDocument29 pagesPfa Finaljadid ilyess100% (1)
- Fabrication Des Produits FrittésDocument10 pagesFabrication Des Produits FrittésAnass AnassPas encore d'évaluation
- 13 Pdfsab-000336 Industry Pumps Catalogue FR D Mars2021Document6 pages13 Pdfsab-000336 Industry Pumps Catalogue FR D Mars2021yopmaPas encore d'évaluation
- DS - FMD - Unité de TulipageDocument9 pagesDS - FMD - Unité de TulipageKaneki Ken100% (1)
- Documentation CMT FroniusDocument6 pagesDocumentation CMT FroniusRicardo CamargoPas encore d'évaluation
- 6 Herrero MBCFDocument35 pages6 Herrero MBCFDerfoufiHindPas encore d'évaluation
- Operational Limits F v07.09.09Document28 pagesOperational Limits F v07.09.09Hasnaoui SamirPas encore d'évaluation
- PLASTIQUEDocument15 pagesPLASTIQUESiham NazdirPas encore d'évaluation
- Activation Desp PuitsDocument9 pagesActivation Desp PuitsSaidFerdjallahPas encore d'évaluation
- RematrackDocument7 pagesRematrackAlexandre RogerPas encore d'évaluation
- Procédure de Montage Filtres BF11-BF12Document9 pagesProcédure de Montage Filtres BF11-BF12Said BenPas encore d'évaluation
- Fabrication MécaniqueDocument229 pagesFabrication MécaniquelamyochPas encore d'évaluation
- Fiche Technique Clavex 701 - Mortier de ScellementDocument2 pagesFiche Technique Clavex 701 - Mortier de ScellementREDAPas encore d'évaluation
- 1 Kauffmann NFP98-086Document17 pages1 Kauffmann NFP98-086Christ MbiaPas encore d'évaluation
- Chap 4Document50 pagesChap 4YOUNES ZAHIPas encore d'évaluation
- 2021 - 00720 21 03 Catalogue ACT 2021 BDDocument106 pages2021 - 00720 21 03 Catalogue ACT 2021 BDnacerscribdPas encore d'évaluation
- PR 00088 FRDocument12 pagesPR 00088 FRmer35399Pas encore d'évaluation
- Chaussees SCGCDocument48 pagesChaussees SCGCDominique Mulumba100% (1)
- BMP Naftal PDFDocument33 pagesBMP Naftal PDFAymenPas encore d'évaluation
- 09.3 PRO - FPP1 - S9 - G1 - Manuel3 - 16 21 MaiDocument37 pages09.3 PRO - FPP1 - S9 - G1 - Manuel3 - 16 21 MaiwalidPas encore d'évaluation
- NOTICE GVR FrançaiseDocument3 pagesNOTICE GVR FrançaiseCyril GannatPas encore d'évaluation
- Enrobesspeciaux PDFDocument36 pagesEnrobesspeciaux PDFMohammed HassatePas encore d'évaluation
- Classes GranulairesDocument12 pagesClasses Granulairesdjennatiali100% (1)
- Meron Plus QM Fol EsDocument4 pagesMeron Plus QM Fol EssvskarienPas encore d'évaluation
- Expose Lundi Matin MouleDocument21 pagesExpose Lundi Matin MouleSeif Habbachi100% (1)
- Info-Flash 07 02 17 - Présentation Michel FRAGNET ÉtanchiétéDocument42 pagesInfo-Flash 07 02 17 - Présentation Michel FRAGNET Étanchiétéelfadilisoukaina04Pas encore d'évaluation
- 06 02 Conclusion GénéraleDocument2 pages06 02 Conclusion Généralefarid nanoPas encore d'évaluation
- 02 - Cotita Eme - 14022014 PDFDocument19 pages02 - Cotita Eme - 14022014 PDFSadok KzadriPas encore d'évaluation
- 1 MoulageDocument25 pages1 MoulageHamza Rouihem100% (1)
- Les Enrobes Coules A Froid Cle1c969cDocument27 pagesLes Enrobes Coules A Froid Cle1c969cMohammed HassatePas encore d'évaluation
- Le Beton Bitumineux A Froid Cle224eafDocument44 pagesLe Beton Bitumineux A Froid Cle224eafMANERER100% (1)
- NOTICE D UTILISATION-RBM30-FR-minDocument22 pagesNOTICE D UTILISATION-RBM30-FR-mintoufikPas encore d'évaluation
- Exercice N°1:: La Répartition Des BénéficesDocument3 pagesExercice N°1:: La Répartition Des BénéficesFaïçal MejdoubiPas encore d'évaluation
- Pierre Bourdieu Sociologie de L'algerieDocument70 pagesPierre Bourdieu Sociologie de L'algerieHacerMellal100% (1)
- Nom Arabe Onomastique Et Catalographiememoire PDFDocument61 pagesNom Arabe Onomastique Et Catalographiememoire PDFdevmasterPas encore d'évaluation
- Cours Génétique Des HaploidesDocument33 pagesCours Génétique Des Haploidesbenamernessrine8Pas encore d'évaluation
- Cours Et Figures GDM-1 (S5-20)Document41 pagesCours Et Figures GDM-1 (S5-20)Abdellatif MarouanePas encore d'évaluation
- Bulletin de Liaison, Octobre 2004Document17 pagesBulletin de Liaison, Octobre 2004Siervas De María GuraboPas encore d'évaluation
- Chapitre III - DECANTATIONDocument49 pagesChapitre III - DECANTATIONSara Qrm100% (1)
- Hernie InterneDocument101 pagesHernie InterneElbordjiPas encore d'évaluation
- Route DesetDocument168 pagesRoute DesetarctanxPas encore d'évaluation
- Perennator PuDocument1 pagePerennator PuBrian QuesnelPas encore d'évaluation
- M 26 - Compressurs À Vis FGT-TFI PDFDocument86 pagesM 26 - Compressurs À Vis FGT-TFI PDFHamadou100% (1)
- Guide Technique - Chaussées en BétonDocument139 pagesGuide Technique - Chaussées en BétonMagueye TCHITEMBOPas encore d'évaluation
- Fiche D'Inspection Des Grues & Side Booms: Bon Moyen MauvaisDocument2 pagesFiche D'Inspection Des Grues & Side Booms: Bon Moyen MauvaisAli Hussein100% (3)
- Le SeinDocument32 pagesLe SeinLoko YannPas encore d'évaluation
- Cauchy PDFDocument8 pagesCauchy PDFMegan HallPas encore d'évaluation
- Historique de La GymnastiqueDocument2 pagesHistorique de La Gymnastiquemahmoud lahninePas encore d'évaluation
- Guide D Élaboration Du Plan CliniqueDocument21 pagesGuide D Élaboration Du Plan Cliniquesaidbenmokhtar3960Pas encore d'évaluation
- Synoptique QRQCDocument1 pageSynoptique QRQCkhaledPas encore d'évaluation
- Herve Frezza-Buet - Machines A Vecteurs Supports DidacticielDocument38 pagesHerve Frezza-Buet - Machines A Vecteurs Supports DidacticielTuhmaPas encore d'évaluation
- Pistes de Lecture 35e A4 5e 4e 01 09 2023 64f7455e063faDocument17 pagesPistes de Lecture 35e A4 5e 4e 01 09 2023 64f7455e063fapaloma morenoPas encore d'évaluation
- 88memoire Final PDFDocument84 pages88memoire Final PDFabfstbmsodPas encore d'évaluation
- Prière Puissante Pour Perdre La Peur de Conduire. ?Document7 pagesPrière Puissante Pour Perdre La Peur de Conduire. ?dlovermonzetouPas encore d'évaluation
- Département FinancierDocument2 pagesDépartement Financierimanetamim1234Pas encore d'évaluation
- Le Collège ST Eugene de Mazenod de Ngaoundéré Ou L'œcuménisme Par L'écoleDocument18 pagesLe Collège ST Eugene de Mazenod de Ngaoundéré Ou L'œcuménisme Par L'écoleNicolas Owona100% (1)
- JIKRI Recommandations Interet Spirometrie IncitativeDocument5 pagesJIKRI Recommandations Interet Spirometrie Incitativemorel.tom.mk24Pas encore d'évaluation
- Al Mountada Publication Regionalisation Avancee MarocDocument27 pagesAl Mountada Publication Regionalisation Avancee MarocHam ZAPas encore d'évaluation
- Projet de Loi 07 08 09 10Document3 pagesProjet de Loi 07 08 09 10Issam SalahPas encore d'évaluation
- Histoire de La Médecine Au Maroc Antique: Parb. BelkamelDocument10 pagesHistoire de La Médecine Au Maroc Antique: Parb. Belkamelchohra khaledPas encore d'évaluation
- 9782706289309Document11 pages9782706289309Precieux MahingaPas encore d'évaluation
- Grands Arrets 1981 Et 1954Document8 pagesGrands Arrets 1981 Et 1954Josué KonanPas encore d'évaluation