Vous aimerez peut-être aussi
- fr-FR-7178588300-202208281259756-User-Manual - File-Longfr-FR 2Document52 pagesfr-FR-7178588300-202208281259756-User-Manual - File-Longfr-FR 2nasthia.zeballosPas encore d'évaluation
- Dok WP Bed 18 53000138 Om SFR Awsg v1 20823Document26 pagesDok WP Bed 18 53000138 Om SFR Awsg v1 20823413Pas encore d'évaluation
- Manuel Serie NEF FrançaisDocument45 pagesManuel Serie NEF Françaispaliz.mungkaladungPas encore d'évaluation
- FR FR 7178589900 202212240058732 User Manual - File Longfr FRDocument48 pagesFR FR 7178589900 202212240058732 User Manual - File Longfr FRCarona FeisPas encore d'évaluation
- FDocument40 pagesFMourad BenaissaPas encore d'évaluation
- Is TM3160 3200 3240 MaDocument186 pagesIs TM3160 3200 3240 MajohnPas encore d'évaluation
- FT SIEM02 3RP22Document92 pagesFT SIEM02 3RP22kouassi julesPas encore d'évaluation
- Mode D'Emploi: Étuve À Vide (Vo)Document68 pagesMode D'Emploi: Étuve À Vide (Vo)wulalan wulanPas encore d'évaluation
- 2954 2570 25 - XR (H, V) S 336-396 CD S3A APP - XR (H, V) S 700-830 CD6 T3 APP - FR PDFDocument112 pages2954 2570 25 - XR (H, V) S 336-396 CD S3A APP - XR (H, V) S 700-830 CD6 T3 APP - FR PDFEd Dantes100% (2)
- Energy QGr1.1 FRDocument34 pagesEnergy QGr1.1 FRAnis Ben AtiguePas encore d'évaluation
- Mode D'emploi BA ICH FR D33143Document72 pagesMode D'emploi BA ICH FR D33143Gwendoline PayetPas encore d'évaluation
- Yanmar Vio 45Document140 pagesYanmar Vio 45norbus83% (6)
- Programme de Commande Machine de l'ACS380: Manuel D'exploitationDocument570 pagesProgramme de Commande Machine de l'ACS380: Manuel D'exploitationFatehPas encore d'évaluation
- Cta AermecDocument40 pagesCta AermecHanene Hammouda67% (3)
- Manuel D'Utilisation: A Lire Attentivement Avant Utilisation !Document159 pagesManuel D'Utilisation: A Lire Attentivement Avant Utilisation !jwdPas encore d'évaluation
- BA IFbw FR D39069Document48 pagesBA IFbw FR D39069wulalan wulanPas encore d'évaluation
- SIGMA 1 CBDocument124 pagesSIGMA 1 CBAbderrahim ErragragyPas encore d'évaluation
- Optimum: Manuel D'utilisationDocument82 pagesOptimum: Manuel D'utilisationtirekPas encore d'évaluation
- Utilisation Et Entretien: Pelle Hydraulique 330CDocument326 pagesUtilisation Et Entretien: Pelle Hydraulique 330CSecrétariat CbePas encore d'évaluation
- CC TroubleshootingGuide FREDocument48 pagesCC TroubleshootingGuide FREsd3298794Pas encore d'évaluation
- FR Volvo Penta DB Moteurs DbmoteursDocument40 pagesFR Volvo Penta DB Moteurs DbmoteurssoudmirePas encore d'évaluation
- XA (T) S 67-97 DD C3 APP-XA (T) S 130-185 DD7 C3 APP Antwerp AIB FR 2954215027Document116 pagesXA (T) S 67-97 DD C3 APP-XA (T) S 130-185 DD7 C3 APP Antwerp AIB FR 2954215027Hanache MadaniPas encore d'évaluation
- Getting Started v90frFR FR-FRDocument34 pagesGetting Started v90frFR FR-FRabdessamadelforjiPas encore d'évaluation
- Utilisation Et Entretien CAT M313C Et M315CDocument224 pagesUtilisation Et Entretien CAT M313C Et M315Cstefaan.vandamme01Pas encore d'évaluation
- Simatic Système de Conduite de Processus Pcs 7 SIMATIC BATCH V9.0 Getting Started (Mise en Route)Document186 pagesSimatic Système de Conduite de Processus Pcs 7 SIMATIC BATCH V9.0 Getting Started (Mise en Route)Firas BorcheniPas encore d'évaluation
- Omm 990KDocument264 pagesOmm 990Kمحفوظ بن سعدةPas encore d'évaluation
- G120C Doc ProgrammationDocument98 pagesG120C Doc ProgrammationHanen MejbriPas encore d'évaluation
- ManualDocument152 pagesManualKamil BurczykPas encore d'évaluation
- A3Plus 2013 FRDocument50 pagesA3Plus 2013 FRXycceinCallymPas encore d'évaluation
- Notice Four Eloma - Eb30 - Eb30xlDocument40 pagesNotice Four Eloma - Eb30 - Eb30xlTytytiti TyPas encore d'évaluation
- DeutzAgrovector 266 Lp307 ManuelAteDocument128 pagesDeutzAgrovector 266 Lp307 ManuelAtealokinxxPas encore d'évaluation
- A Partir Du Numéro de Série Suivant: AII-360 000: ImportantDocument42 pagesA Partir Du Numéro de Série Suivant: AII-360 000: ImportantSNOOPY YTPas encore d'évaluation
- Henkelman Boxer FransDocument46 pagesHenkelman Boxer FransnabilPas encore d'évaluation
- Etesia Bahia MbheDocument66 pagesEtesia Bahia MbheAmedee MacquartPas encore d'évaluation
- Omm 12K.140K.160KDocument190 pagesOmm 12K.140K.160Kمحفوظ بن سعدة100% (1)
- Mode Demploi - Cas 1Document25 pagesMode Demploi - Cas 1هشام موسىPas encore d'évaluation
- U6M877F0Document60 pagesU6M877F0Anonymous 9IbJK5jhVNPas encore d'évaluation
- PP100NAGDocument107 pagesPP100NAGAlou SidibéPas encore d'évaluation
- Operation 31200283 02-02-07 Global French PDFDocument200 pagesOperation 31200283 02-02-07 Global French PDFArmand GiresPas encore d'évaluation
- Otice D'exploitation: CompactDocument140 pagesOtice D'exploitation: CompactAZERTYPas encore d'évaluation
- Ba HPP1400 2200 FR D33466Document68 pagesBa HPP1400 2200 FR D33466Lhoussaine BRAIHIMPas encore d'évaluation
- Instructions D'Utilisation: Pompe Centrifuge MEDocument36 pagesInstructions D'Utilisation: Pompe Centrifuge MECristian D. Rodríguez VillamizarPas encore d'évaluation
- WinCC Working With WinCC FR-FR FR-FRDocument2 574 pagesWinCC Working With WinCC FR-FR FR-FRAbderrahim SLIMANIPas encore d'évaluation
- Ba Ipp Ips FR d24035Document48 pagesBa Ipp Ips FR d24035dexfid iamPas encore d'évaluation
- Manuel Qis95 A Qis135Document102 pagesManuel Qis95 A Qis135Sylvie NOERDINGERPas encore d'évaluation
- Automate C200Document203 pagesAutomate C200Vaillant CartonnagesPas encore d'évaluation
- Micno Solaire FrançaisDocument72 pagesMicno Solaire Françaisaltax734Pas encore d'évaluation
- Manuel de Réparation: Moteurs Diesel Marins MAN D2866 LE 401/402/403/405 D2876 LE 301 D2876 LE 403Document154 pagesManuel de Réparation: Moteurs Diesel Marins MAN D2866 LE 401/402/403/405 D2876 LE 301 D2876 LE 403DmitryPas encore d'évaluation
- Tutorial SoMachineDocument122 pagesTutorial SoMachineAristóteles Terceiro Neto50% (2)
- G120C GS4 0414 Fra FR-FRDocument68 pagesG120C GS4 0414 Fra FR-FRbib bibPas encore d'évaluation
- Manuel Dutilisation Klimea Vertical V2.2020Document29 pagesManuel Dutilisation Klimea Vertical V2.2020smokmoddingPas encore d'évaluation
- Atlas Copco Compresseurs D'air Stationnaires: GA30 - GA37 - GA45 - GA55C GA30 W - GA37 W - GA45 WDocument41 pagesAtlas Copco Compresseurs D'air Stationnaires: GA30 - GA37 - GA45 - GA55C GA30 W - GA37 W - GA45 WChihani AdelPas encore d'évaluation
- Manuel Utilisateur Et Entretien Moteur Autonome CaterpilarDocument132 pagesManuel Utilisateur Et Entretien Moteur Autonome CaterpilarIssa DRAMANEPas encore d'évaluation
- SEW EurodriveDocument124 pagesSEW EurodriveThibaud PasselandePas encore d'évaluation
- Bain Viscométrique JULABO ME-31A ME-16G ME-18V. FrançaisDocument62 pagesBain Viscométrique JULABO ME-31A ME-16G ME-18V. Françaissof chimistePas encore d'évaluation
- BUCHI OM 11593842 F-100 F-105 FRDocument35 pagesBUCHI OM 11593842 F-100 F-105 FRGwendoline PayetPas encore d'évaluation
- Moteurs LA LG BA 2320 FR 07.17Document80 pagesMoteurs LA LG BA 2320 FR 07.17Hanache MadaniPas encore d'évaluation
- 03 - FR - NEPTUNE 5 Notice D'utilisationDocument23 pages03 - FR - NEPTUNE 5 Notice D'utilisationmomo kaliPas encore d'évaluation
- TP3 - TI - FiltrageDocument4 pagesTP3 - TI - Filtragewalid berbouchiPas encore d'évaluation
- Pfe EnimDocument32 pagesPfe EnimMohamed Radhouane50% (2)
- Chap08 Filtrage-Lineaire 2023Document23 pagesChap08 Filtrage-Lineaire 2023dawoud.kenzariPas encore d'évaluation
- S10 ExercicesDocument4 pagesS10 ExercicesVictor B.Pas encore d'évaluation
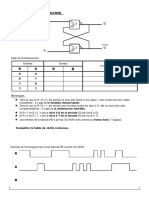
- 1-Les Bascules BistablesDocument4 pages1-Les Bascules BistablesballageorPas encore d'évaluation
- TP Pabx 2Document9 pagesTP Pabx 2fabPas encore d'évaluation
- Asservissement Lineaire IIDocument18 pagesAsservissement Lineaire IIollendejPas encore d'évaluation
- Amplif - Opérationnel Et Ses Applications - 20-21Document53 pagesAmplif - Opérationnel Et Ses Applications - 20-21Said AmgharPas encore d'évaluation
- Sans Titre 53Document17 pagesSans Titre 53Clovis ZagabePas encore d'évaluation
- Sujet Master QEE 2020Document8 pagesSujet Master QEE 2020Jéhu JephtéPas encore d'évaluation
- Decouplage Seuil Tension Haute 10min Tarif Jaune Rev5Document9 pagesDecouplage Seuil Tension Haute 10min Tarif Jaune Rev5Hassan BaddiPas encore d'évaluation
- 10 Schémas de Liaison À La TerreDocument12 pages10 Schémas de Liaison À La TerreBen Ali Fathi100% (1)
- Regulation IndustrielDocument83 pagesRegulation IndustrielAdel JamilaPas encore d'évaluation
- Contacteur PDFDocument10 pagesContacteur PDFAnis BNPas encore d'évaluation
- FR Mmi813 1 sz20r1205Document4 pagesFR Mmi813 1 sz20r1205boubakeur atouiPas encore d'évaluation
- Dossier de Recette - PT-000341Document2 pagesDossier de Recette - PT-000341Mourad Ben SaidPas encore d'évaluation
- Comande Redressement PDFDocument26 pagesComande Redressement PDFhafosaamrPas encore d'évaluation
- Formation Bac Pro Eleec 28Document21 pagesFormation Bac Pro Eleec 28John Nouar100% (1)
- Connect 42 Media FullHDplus 100 DR FRDocument1 pageConnect 42 Media FullHDplus 100 DR FRtokdidisPas encore d'évaluation
- Nexans - 536938387Document3 pagesNexans - 536938387Ayman RammalPas encore d'évaluation
- Cours de # - Physique - Bac Mathématiques (2009-2010) MR Tlili Touhami PDFDocument1 pageCours de # - Physique - Bac Mathématiques (2009-2010) MR Tlili Touhami PDFSami KetataPas encore d'évaluation
- Automate Programmable1 Parte2Document22 pagesAutomate Programmable1 Parte2Mohamed MamechePas encore d'évaluation
- Composants - Se Méfier Des ApparencesDocument3 pagesComposants - Se Méfier Des ApparencesSaidi AbdelillahPas encore d'évaluation
- Codage NTSCDocument4 pagesCodage NTSCJoffin SoumePas encore d'évaluation
- Installation de Transformateur Sur PoteauDocument44 pagesInstallation de Transformateur Sur Poteauferiel aissi100% (4)
- Capteurs Intégrés Et MEMSDocument13 pagesCapteurs Intégrés Et MEMSyassinePas encore d'évaluation
- Sujet ENL 1Document1 pageSujet ENL 1WISSAL JANAPas encore d'évaluation
- Poly Adc 1ste Cours 1920 eDocument52 pagesPoly Adc 1ste Cours 1920 eismailPas encore d'évaluation
- TD BCT Corrigé v3 FinalDocument30 pagesTD BCT Corrigé v3 FinalCheick Saïd KouroumaPas encore d'évaluation
- Decrypt ElDocument15 pagesDecrypt ElAbderrahmen AbderrahmenPas encore d'évaluation
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Kali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.D'EverandKali Linux pour débutant : Le guide ultime du débutant pour apprendre les bases de Kali Linux.Évaluation : 5 sur 5 étoiles5/5 (1)
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- Les Chandeliers Japonaises facile à apprendre: Le guide d'introduction aux voiles japonaises et les stratégies d'analyse technique les plus efficacesD'EverandLes Chandeliers Japonaises facile à apprendre: Le guide d'introduction aux voiles japonaises et les stratégies d'analyse technique les plus efficacesÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Le guide pratique du hacker dans les tests d’intrusion IoT : Le livre indispensable pour identifiez les vulnérabilités et sécurisez vos objets intelligentsD'EverandLe guide pratique du hacker dans les tests d’intrusion IoT : Le livre indispensable pour identifiez les vulnérabilités et sécurisez vos objets intelligentsPas encore d'évaluation
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Dans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellD'EverandDans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- WiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxD'EverandWiFi Hacking : Le guide simplifié du débutant pour apprendre le hacking des réseaux WiFi avec Kali LinuxÉvaluation : 3 sur 5 étoiles3/5 (1)
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Python pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingD'EverandPython pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingÉvaluation : 5 sur 5 étoiles5/5 (1)
- Le Guide Rapide Du Cloud Computing Et De La CybersécuritéD'EverandLe Guide Rapide Du Cloud Computing Et De La CybersécuritéPas encore d'évaluation
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation
- Le plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentD'EverandLe plan marketing en 4 étapes: Stratégies et étapes clés pour créer des plans de marketing qui fonctionnentPas encore d'évaluation
- Python Offensif : Le guide du débutant pour apprendre les bases du langage Python et créer des outils de hacking.D'EverandPython Offensif : Le guide du débutant pour apprendre les bases du langage Python et créer des outils de hacking.Pas encore d'évaluation
- La communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseD'EverandLa communication professionnelle facile à apprendre: Le guide pratique de la communication professionnelle et des meilleures stratégies de communication d'entrepriseÉvaluation : 5 sur 5 étoiles5/5 (1)