Vous aimerez peut-être aussi
- La Programmation Linéaire EXERCICES CORRIGESDocument32 pagesLa Programmation Linéaire EXERCICES CORRIGESahlem100% (2)
- Recherche OpérationnelleDocument24 pagesRecherche Opérationnellea3v03267% (3)
- TD1RODocument3 pagesTD1ROSaadia Dia100% (1)
- Etudes de Cas Gestion de La CapacitéDocument7 pagesEtudes de Cas Gestion de La CapacitéHassan Sa100% (4)
- Série OPT CorrigéeDocument3 pagesSérie OPT CorrigéeMohamed BOUCHAHLATA100% (5)
- Gestion Budgétaire de La ProductionDocument36 pagesGestion Budgétaire de La ProductionMohamed El YoubiPas encore d'évaluation
- Seance 2Document26 pagesSeance 2BenjerradPas encore d'évaluation
- Cours Module Entrepreneuriat M1 ManagementDocument15 pagesCours Module Entrepreneuriat M1 ManagementAno NymePas encore d'évaluation
- 1077zu8 Chapitre+3+Choix+de+FinancementDocument22 pages1077zu8 Chapitre+3+Choix+de+Financementzineb 121Pas encore d'évaluation
- Examen Final 2019Document7 pagesExamen Final 2019evianneyh8010100% (1)
- Limites PMVDocument11 pagesLimites PMVanas kPas encore d'évaluation
- TD02 Charge Capacité Ihab OuattaraDocument6 pagesTD02 Charge Capacité Ihab Ouattaraouattaraihab622Pas encore d'évaluation
- Groupe N°13 - Technologie D'optimisation de La ProductionDocument12 pagesGroupe N°13 - Technologie D'optimisation de La ProductionOverDoc80% (5)
- Les TD Algo Line Simplexe PDFDocument28 pagesLes TD Algo Line Simplexe PDFHedir Ben Moussa100% (1)
- 6383e295e4b01 - Série N°15 GestionDocument6 pages6383e295e4b01 - Série N°15 Gestionakrem nasriPas encore d'évaluation
- TD 11718Document5 pagesTD 11718Achraf El aouamePas encore d'évaluation
- CPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceDocument7 pagesCPI A1 BLOC INDUSTRIE Prosit2 GestionDeProduction CorbeilleExercices v3 - 0 EnonceEloïse DELOBELPas encore d'évaluation
- Correction Examen Session Principale MOAD - Janvier 2018Document6 pagesCorrection Examen Session Principale MOAD - Janvier 2018idealchqPas encore d'évaluation
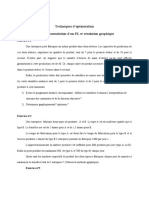
- Techniques D'optimisation TD Nº 1: Formulation D'un PL Et Résolution GraphiqueDocument3 pagesTechniques D'optimisation TD Nº 1: Formulation D'un PL Et Résolution GraphiqueAymen GmarPas encore d'évaluation
- TDDocument3 pagesTDTim'sPas encore d'évaluation
- Algorithmique Et Recherche Opérationnelle PDFDocument53 pagesAlgorithmique Et Recherche Opérationnelle PDFNadjib SenourPas encore d'évaluation
- Recherche OpérationnelleDocument32 pagesRecherche OpérationnelleTayssir AmmariPas encore d'évaluation
- Cas MPM Dans Le PolyDocument109 pagesCas MPM Dans Le Polychikhi abderzakPas encore d'évaluation
- RechOperationnelle SolveurDocument78 pagesRechOperationnelle SolveuriranaoPas encore d'évaluation
- TD Recherches OpérationnellesDocument10 pagesTD Recherches Opérationnellesfranck souopPas encore d'évaluation
- Exercices Préliminaires ch1-2-3Document5 pagesExercices Préliminaires ch1-2-3Racem MellouliPas encore d'évaluation
- TD1Document6 pagesTD1insafPas encore d'évaluation
- Capture D'écran . 2024-01-11 À 08.00.09Document3 pagesCapture D'écran . 2024-01-11 À 08.00.09Vassy DiomandePas encore d'évaluation
- Chap 5 ModélisationDocument4 pagesChap 5 ModélisationLauriche TsawaPas encore d'évaluation
- 01-46 Exercice MetalarmDocument3 pages01-46 Exercice MetalarmLavin Chris JonesPas encore d'évaluation
- MNM1 Exos Doc3Document4 pagesMNM1 Exos Doc3Mohamed Dallagi100% (1)
- UH2C - FSJES Mohammedia: Fiche1Document14 pagesUH2C - FSJES Mohammedia: Fiche1Monsif ChakirPas encore d'évaluation
- Banque Des Questions de Recherche Opérationnelle Bac3Document20 pagesBanque Des Questions de Recherche Opérationnelle Bac3Patrice Swedi DavidPas encore d'évaluation
- Cours de La Gestion Budgetaire Et PrevisionnelleDocument114 pagesCours de La Gestion Budgetaire Et Previsionnelleel badaoui hichamPas encore d'évaluation
- TD - Gestion de PROD-1Document6 pagesTD - Gestion de PROD-1kawkaPas encore d'évaluation
- Chapitre1 ModelisationDocument4 pagesChapitre1 ModelisationGhilass SahkiPas encore d'évaluation
- Exercices Du Chapitre 2 La Gestion Budgetaire de La ProductionDocument13 pagesExercices Du Chapitre 2 La Gestion Budgetaire de La ProductionMounia Mounia100% (1)
- Etudes de CasDocument15 pagesEtudes de Casalexisdouet53Pas encore d'évaluation
- Exo RO Contrôle IND2010Document15 pagesExo RO Contrôle IND2010Islem CherifPas encore d'évaluation
- Gestion Des Operations de La Logistique Industrielle Sujet 1Document3 pagesGestion Des Operations de La Logistique Industrielle Sujet 1bonabe gaelPas encore d'évaluation
- Travaux Diriges: Matiere: Recherche Operationnelle Michel TsagueDocument5 pagesTravaux Diriges: Matiere: Recherche Operationnelle Michel TsaguefredPas encore d'évaluation
- GP Exam Intra Hinche 18 19Document3 pagesGP Exam Intra Hinche 18 19Septimus PierrePas encore d'évaluation
- TD2 EscaDocument2 pagesTD2 EscaJosué MéPas encore d'évaluation
- GP Exam Intra PAP 18 19Document3 pagesGP Exam Intra PAP 18 19Septimus PierrePas encore d'évaluation
- Fiches Management Des OpérationsDocument31 pagesFiches Management Des OpérationsCérine AbedPas encore d'évaluation
- RechOperationnelle PDFDocument89 pagesRechOperationnelle PDFSaid Negredo MejhoudiPas encore d'évaluation
- Controle RO2015Document2 pagesControle RO2015Nourah AbPas encore d'évaluation
- Rapport FinalDocument14 pagesRapport FinalAiman IguerhzifenPas encore d'évaluation
- DSN1 4-Ieme-2019Document7 pagesDSN1 4-Ieme-2019Malek MesfarPas encore d'évaluation
- TD N°01 2019-2020Document2 pagesTD N°01 2019-2020ANI100% (1)
- TRAVAUX DIRIGES. MATIERE - Contrôle de Gestion TD N - 3 THEME - Le Budget de Production ENSEIGNANT - Y. ABASSIDocument5 pagesTRAVAUX DIRIGES. MATIERE - Contrôle de Gestion TD N - 3 THEME - Le Budget de Production ENSEIGNANT - Y. ABASSIÃbdél Mãjìd ËlPas encore d'évaluation
- Serie PL 2Document6 pagesSerie PL 2anon_180256032Pas encore d'évaluation
- Cours 1Document26 pagesCours 1Amine BoudachePas encore d'évaluation
- Unite DDocument11 pagesUnite Dali_trikiPas encore d'évaluation
- Serie PL 2Document2 pagesSerie PL 2سكينة مريمPas encore d'évaluation
- Une Entreprise Stocke Successivement Deux Types de Polystyrènes A1 Et A2 Dans Trois Entrepôts Distincts E1Document9 pagesUne Entreprise Stocke Successivement Deux Types de Polystyrènes A1 Et A2 Dans Trois Entrepôts Distincts E1najlae alfathiPas encore d'évaluation
- La Recherche OpérationnelleDocument36 pagesLa Recherche OpérationnelleJaber Chaib100% (1)
- Semestre1-1-TD Programmation LineaireDocument2 pagesSemestre1-1-TD Programmation LineaireDOUGBEPas encore d'évaluation
- Exercice 1Document17 pagesExercice 1easytech servicePas encore d'évaluation
- TD Gestion BudgétaireDocument2 pagesTD Gestion BudgétaireMustapha Manar El idrissiPas encore d'évaluation
- M. TEPE Armand Ledoux Supply Chain Manager: Application 1Document7 pagesM. TEPE Armand Ledoux Supply Chain Manager: Application 1Dany ArmandPas encore d'évaluation
- Robots financiers et I.A.: Aspects pratiques et éthiquesD'EverandRobots financiers et I.A.: Aspects pratiques et éthiquesPas encore d'évaluation
- RAPPORT DE STAGE - MEDIGRAIN SA (Réparé)Document52 pagesRAPPORT DE STAGE - MEDIGRAIN SA (Réparé)jebariPas encore d'évaluation
- Tableau de Calcul BFRN Corrigé 2022Document2 pagesTableau de Calcul BFRN Corrigé 2022Fareh AzeddinePas encore d'évaluation
- Cours Expertise-Immobiliere 12mars2016Document17 pagesCours Expertise-Immobiliere 12mars2016Badra Ali SanogoPas encore d'évaluation
- Cours Fiscalité PR El Menyari MasterDocument77 pagesCours Fiscalité PR El Menyari MasterIsmail MoussaidPas encore d'évaluation
- Le Secteur Des TICs Et ALECADocument17 pagesLe Secteur Des TICs Et ALECAService Informatique MPas encore d'évaluation
- PS00380 231011 Ddf4e796b66061Document1 pagePS00380 231011 Ddf4e796b66061charliebestinoPas encore d'évaluation
- Brochure Coton UEMOA 2014 15 AFCOTDocument20 pagesBrochure Coton UEMOA 2014 15 AFCOTlois.amayi.pefa2Pas encore d'évaluation
- TRAVAUX DIRIGES. MATIERE - Contrôle de Gestion TD N - 3 THEME - Le Budget de Production ENSEIGNANT - Y. ABASSIDocument5 pagesTRAVAUX DIRIGES. MATIERE - Contrôle de Gestion TD N - 3 THEME - Le Budget de Production ENSEIGNANT - Y. ABASSIÃbdél Mãjìd ËlPas encore d'évaluation
- Droit Des ObligationsDocument92 pagesDroit Des ObligationsAnna MPas encore d'évaluation
- Chaîne de Valeur SoproleDocument5 pagesChaîne de Valeur SoproleScribdTranslationsPas encore d'évaluation
- Dissertation PIC 2024Document16 pagesDissertation PIC 2024www.laminetoure9471Pas encore d'évaluation
- Qualité GhaziDocument103 pagesQualité Ghazihamza gaceurPas encore d'évaluation
- Compta Gle OFPPtDocument99 pagesCompta Gle OFPPtAhmed CHARIFPas encore d'évaluation
- Cerfa 11580 03 Attestation de Don l1aScp0MtrIpXAOTmNlOeC2MQyHjnXB5Document2 pagesCerfa 11580 03 Attestation de Don l1aScp0MtrIpXAOTmNlOeC2MQyHjnXB5Jean-YvesPas encore d'évaluation
- S14 EMPLOI ISTAC SM 12-12-22pdf 2A T - 221211 - 161315Document1 pageS14 EMPLOI ISTAC SM 12-12-22pdf 2A T - 221211 - 161315Mallouk KenzaPas encore d'évaluation
- Mauritania - Projet Dappui A La Modernisation de Linfrastructure - p-mr-hz0-004 - Eer Mai 2022Document7 pagesMauritania - Projet Dappui A La Modernisation de Linfrastructure - p-mr-hz0-004 - Eer Mai 2022Wana MaliPas encore d'évaluation
- COURS DE MACROÉCONOMIE v1Document56 pagesCOURS DE MACROÉCONOMIE v1Altafallah MissaouiPas encore d'évaluation
- CV Abdelghani FerhaneDocument1 pageCV Abdelghani FerhaneABDELLAH ELHAIKIPas encore d'évaluation
- Gestion de TransportDocument6 pagesGestion de TransportIhssan talbiPas encore d'évaluation
- Etude New Body Line Juin 2022Document5 pagesEtude New Body Line Juin 2022Amin MedhioubPas encore d'évaluation
- Proservy - L'Impôt Sur Les Sociétés (IS) en Tunisie, Tout SavoirDocument14 pagesProservy - L'Impôt Sur Les Sociétés (IS) en Tunisie, Tout SavoircontroleinternePas encore d'évaluation
- 05 Dseb Benamane Boualem Risque - de - TauxDocument202 pages05 Dseb Benamane Boualem Risque - de - TauxsellaouiPas encore d'évaluation
- Facture 1513349599Document2 pagesFacture 1513349599idmbarkPas encore d'évaluation
- Universite Adventiste D'Afrique Centrale B.P. 2461 Kigali, Rwanda Releve de NotesDocument3 pagesUniversite Adventiste D'Afrique Centrale B.P. 2461 Kigali, Rwanda Releve de NotesKajyibwami JustinPas encore d'évaluation
- Corrigé Chapitre 13 SDGN PDFDocument1 pageCorrigé Chapitre 13 SDGN PDFPauline DamoiseletPas encore d'évaluation
- Resumer Puissance Bresil HGGSPDocument2 pagesResumer Puissance Bresil HGGSPMatteo BoeschPas encore d'évaluation
- Analyse Swot The Body ShopDocument5 pagesAnalyse Swot The Body ShopmelodyardantPas encore d'évaluation