Vous aimerez peut-être aussi
- Moulage SableDocument6 pagesMoulage SableWalid ChadouliPas encore d'évaluation
- Le Moulage en Sable PDFDocument4 pagesLe Moulage en Sable PDFdellmika100% (13)
- Moulage PDFDocument53 pagesMoulage PDFhafid100% (4)
- Moulage en Sable ManuelDocument9 pagesMoulage en Sable ManuelkadirikakaPas encore d'évaluation
- Procédés de fonderie-I-Fonderie SableDocument93 pagesProcédés de fonderie-I-Fonderie SableHicham Baghdadi100% (1)
- Le Moulage en CarapaceDocument2 pagesLe Moulage en CarapaceAhmed Ben Romdhan100% (2)
- MoulageDocument58 pagesMoulageBojane100% (4)
- Chapitre 1 Procédé de Moulage PDFDocument64 pagesChapitre 1 Procédé de Moulage PDFZayene Khmais83% (6)
- Diapo Cours Fonderie 16 17Document40 pagesDiapo Cours Fonderie 16 17Yassine Lakhal100% (1)
- Manipulation 5 Trempabilité Des AciersDocument6 pagesManipulation 5 Trempabilité Des Aciershidouriabdelmoumen9802100% (1)
- Le MoulageDocument16 pagesLe Moulagemimittta100% (1)
- 02 MoulageDocument32 pages02 MoulageattouPas encore d'évaluation
- MoulageDocument39 pagesMoulageIyed Bargou50% (2)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Fonderie Cours Trace Des Bruts Et Conception Du MouleDocument20 pagesFonderie Cours Trace Des Bruts Et Conception Du MouleEdgard Varela EspinozaPas encore d'évaluation
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- Extrusion Filage EtirageDocument4 pagesExtrusion Filage EtirageZantar Abdelhaq100% (1)
- TREMPEDocument13 pagesTREMPEGhassen Bouslama100% (2)
- Cours 02 Procedes de Moulage Des Metaux FonderieDocument88 pagesCours 02 Procedes de Moulage Des Metaux Fonderiebeey2001Pas encore d'évaluation
- Initiation À La Fonderie 1ère AnnéeDocument23 pagesInitiation À La Fonderie 1ère Annéeyouness100% (2)
- Conception Des Pieces: Chapitre. IIIDocument21 pagesConception Des Pieces: Chapitre. IIIHamza Mh-Dia100% (1)
- Moulage CoursDocument61 pagesMoulage Coursyouness100% (2)
- 17 Defauts de MoulageDocument3 pages17 Defauts de MoulageSabri Belaidi100% (1)
- Manipulation 1 Micrographie Et MacrographieDocument4 pagesManipulation 1 Micrographie Et Macrographiehidouriabdelmoumen980250% (2)
- Rapport PFE Etude de Conception Dun Moule en Sable de Culbuteur Dun BasculeurDocument81 pagesRapport PFE Etude de Conception Dun Moule en Sable de Culbuteur Dun BasculeurHamza Elmouhtadi100% (2)
- Cours Moulage Ahmed PDFDocument17 pagesCours Moulage Ahmed PDFSamir Kh50% (4)
- Essai JominyDocument20 pagesEssai JominyRoth DanielPas encore d'évaluation
- Procédés de fonderie-II-Moule - PermanentDocument47 pagesProcédés de fonderie-II-Moule - PermanentHicham BaghdadiPas encore d'évaluation
- Procedes de Mise en Forme Des Materiaux m1 FMP 2o21Document39 pagesProcedes de Mise en Forme Des Materiaux m1 FMP 2o21Ach RafPas encore d'évaluation
- TP D Elaboration Des MetauxDocument16 pagesTP D Elaboration Des MetauxDikra El AnssariPas encore d'évaluation
- TPE Science de Materiaux ENIMDocument20 pagesTPE Science de Materiaux ENIMWassim Ben Salah0% (1)
- Fonderie PDFDocument7 pagesFonderie PDFmattuiffPas encore d'évaluation
- Moulage en SableDocument35 pagesMoulage en Sableamine jerbouyPas encore d'évaluation
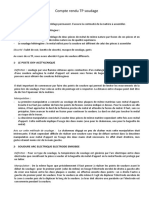
- Compte Rendu TP Soudage: 1-Le Poste Oxy-AcetyleniqueDocument2 pagesCompte Rendu TP Soudage: 1-Le Poste Oxy-AcetyleniqueJarboui HaniPas encore d'évaluation
- Fonderie RésuméDocument7 pagesFonderie RésuméSaad Thamine100% (1)
- MoulageDocument7 pagesMoulagebiziz100% (2)
- TP-Fraisage 13 12 2016Document7 pagesTP-Fraisage 13 12 2016Nadir Hamel100% (2)
- Correction de Lexamen Injection Plastique 2018-2019Document3 pagesCorrection de Lexamen Injection Plastique 2018-2019Hocine BoukhiarPas encore d'évaluation
- Isostatismes MIP MAP PDFDocument8 pagesIsostatismes MIP MAP PDFMou Hamoudi100% (1)
- FonderieDocument28 pagesFonderiewqerqewrew100% (1)
- EstampageDocument16 pagesEstampageMohammed ElkouhenPas encore d'évaluation
- Sujet de Projet Banc D'essai de FlexionDocument73 pagesSujet de Projet Banc D'essai de FlexionHajar Oumnas100% (3)
- Examen Tech ProdDocument8 pagesExamen Tech ProdSam DallaliPas encore d'évaluation
- TP TribologieDocument9 pagesTP TribologieRabab RimPas encore d'évaluation
- Mise en Forme II PDFDocument12 pagesMise en Forme II PDFmazouzi100% (2)
- Moulage CoursDocument61 pagesMoulage CoursJay Slvatr0% (1)
- CavalierDocument3 pagesCavalierfgmgpPas encore d'évaluation
- Élaboration D'un Modèle Réutilisable Avec Portée de Noyau Et NoyauDocument4 pagesÉlaboration D'un Modèle Réutilisable Avec Portée de Noyau Et Noyaukadirikaka100% (1)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- TP Fab - Meca BELHADI PDFDocument34 pagesTP Fab - Meca BELHADI PDFHassen HoggasPas encore d'évaluation
- Obtention Des Bruts 2 (Forgeage)Document32 pagesObtention Des Bruts 2 (Forgeage)spectrum66Pas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- MMC ENIM Cours 19 - 20Document31 pagesMMC ENIM Cours 19 - 20Wassim Ben Salah100% (1)
- Rodage Polissage GaletageDocument9 pagesRodage Polissage Galetagesouheil khalifaPas encore d'évaluation
- Introduction à la physique de la matièreD'EverandIntroduction à la physique de la matièreÉvaluation : 3 sur 5 étoiles3/5 (1)
- RapportDocument33 pagesRapportIsmail AmraouiPas encore d'évaluation
- Fonderie Le Moulage en SableDocument4 pagesFonderie Le Moulage en SableBruno THIEBAUTPas encore d'évaluation
- Présentation EnvDocument22 pagesPrésentation EnvBaazaoui Mohamed HediPas encore d'évaluation
- Chap 2 Coursmoulage 3080713450383811970Document6 pagesChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Fabrication MécaniqueDocument229 pagesFabrication MécaniquelamyochPas encore d'évaluation
- TD CinematiqueDocument9 pagesTD CinematiqueZakariae ZâamounPas encore d'évaluation
- Ge25 PDFDocument20 pagesGe25 PDFZakariae ZâamounPas encore d'évaluation
- GE25Document21 pagesGE25Zakariae Zâamoun100% (1)
- Cours UMLDocument230 pagesCours UMLZakariae ZâamounPas encore d'évaluation
- Dynamique de GroupeDocument16 pagesDynamique de GroupeZakariae Zâamoun100% (1)
- Fao FR CatiaDocument13 pagesFao FR CatiaZakariae ZâamounPas encore d'évaluation
- CFAO - Modélisation de Courbes Et SurfacesDocument20 pagesCFAO - Modélisation de Courbes Et SurfacesZakariae Zâamoun100% (1)
- Base de Données 20022012Document134 pagesBase de Données 20022012Hicham Er50% (8)
- Les Modeles de La CommunicationDocument34 pagesLes Modeles de La CommunicationZakariae ZâamounPas encore d'évaluation
- Chapitre - 2 CMNDocument71 pagesChapitre - 2 CMNZakariae ZâamounPas encore d'évaluation
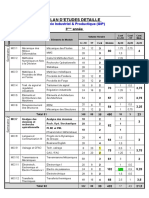
- Plan Etudes-GIP 3A 4A 5ADocument3 pagesPlan Etudes-GIP 3A 4A 5AZakariae ZâamounPas encore d'évaluation
- Etude de Comportement Du Colorant Textile Acide Blue 74 Dans Le Sol Par La Methode de Lixiviation Sur ColonneDocument8 pagesEtude de Comportement Du Colorant Textile Acide Blue 74 Dans Le Sol Par La Methode de Lixiviation Sur ColonneIJAR JOURNALPas encore d'évaluation
- Practica Methodes Captage Eaux Par ForagesDocument44 pagesPractica Methodes Captage Eaux Par Forageshaouachem100% (2)
- Exercices TASSEMENTS - CONSOLIDATION PDFDocument24 pagesExercices TASSEMENTS - CONSOLIDATION PDFNocifLyes83% (18)
- PDFDocument20 pagesPDFRahaf GcPas encore d'évaluation
- Essais en Centrifugeuse Et Technique de La Modélisation: Centrifuge and Rnodeling Technology: A SurveyDocument20 pagesEssais en Centrifugeuse Et Technique de La Modélisation: Centrifuge and Rnodeling Technology: A SurveyCivil EngineeringPas encore d'évaluation
- FeuilletageDocument30 pagesFeuilletageAbdelhamid Oughanem50% (2)
- Classification Française Des Sols Fins Et Des MatériauxDocument22 pagesClassification Française Des Sols Fins Et Des MatériauxAbdou HababaPas encore d'évaluation
- Géotechnique Approfondie LP3 Session 2Document3 pagesGéotechnique Approfondie LP3 Session 2TOUREPas encore d'évaluation
- 2 Chimie Chaux Hydrauliques NaturellesDocument5 pages2 Chimie Chaux Hydrauliques Naturellesatamed32100% (1)
- 8compactage Bomag Internet Procedes Generaux de ConstructionDocument39 pages8compactage Bomag Internet Procedes Generaux de ConstructionYaya Issouf Ouattara100% (1)
- ArgileDocument14 pagesArgileDavid Maroc100% (3)
- Magister KHEMIES FatimaDocument221 pagesMagister KHEMIES FatimaMatrix_2010Pas encore d'évaluation
- Manipulations en LaboratoireDocument30 pagesManipulations en LaboratoireijkPas encore d'évaluation
- La FertilisationDocument78 pagesLa FertilisationDave-Son ValPas encore d'évaluation
- MODELISATION DU COMPORTEMENT THERMOMECANIQUE DES Par Amrane BelaidDocument187 pagesMODELISATION DU COMPORTEMENT THERMOMECANIQUE DES Par Amrane BelaidAmeur BouhadjaPas encore d'évaluation
- Les Secrets de L Enfer PDFDocument55 pagesLes Secrets de L Enfer PDFMichel Dumas85% (13)
- QCM de BatimentsDocument12 pagesQCM de BatimentsAchraf El Handaz50% (2)
- Chap IV - PréchargementDocument2 pagesChap IV - PréchargementSarah SaraPas encore d'évaluation
- Forage À Percussion PDFDocument64 pagesForage À Percussion PDFKepian Hussein Drabo100% (2)
- Chap 1 GeologieDocument12 pagesChap 1 Geologiekrimou drisPas encore d'évaluation
- TP SimondonDocument15 pagesTP SimondonLoïc-Epicurea de La MettriePas encore d'évaluation
- 7 Wonders Duel - Regles Du JeuDocument20 pages7 Wonders Duel - Regles Du JeuMadRoss94Pas encore d'évaluation
- Projet Expertise PDFDocument84 pagesProjet Expertise PDFAsma Salma100% (2)
- Un Champion Rafael Nadal Fiche ProfesseurDocument9 pagesUn Champion Rafael Nadal Fiche Professeuryones IsbilyaPas encore d'évaluation
- Cours Argiles Chap - 10Document6 pagesCours Argiles Chap - 10Moez Ben FadhelPas encore d'évaluation
- T.P PedologieDocument30 pagesT.P Pedologieenirol87100% (3)
- CPS Complexe Cult Benguer V2Document50 pagesCPS Complexe Cult Benguer V2Kihel OmarPas encore d'évaluation
- Stimulation Par Acidification gt30Document60 pagesStimulation Par Acidification gt30Amina MekkakiaPas encore d'évaluation
- Cours EHTP - Dimensionnement Des Structures de Chaussées - SolDocument30 pagesCours EHTP - Dimensionnement Des Structures de Chaussées - Solz123100% (1)
- Activité 2.4 Classification Des SolsDocument4 pagesActivité 2.4 Classification Des SolsSimo SamlaniPas encore d'évaluation