Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- 5 Le CisaillageDocument5 pages5 Le CisaillageothmanePas encore d'évaluation
- Mémoire ZEDDAM MOHAMED AYMANEDocument95 pagesMémoire ZEDDAM MOHAMED AYMANEZEDDAM100% (1)
- Étude Et Conception D'un Outil À Bande Pour La Réalisation de La Charnière Inférieure de Réfrigérateur B-C 50Document145 pagesÉtude Et Conception D'un Outil À Bande Pour La Réalisation de La Charnière Inférieure de Réfrigérateur B-C 50Mohamed BorniPas encore d'évaluation
- DS1 Scie Sauteuse 2010Document4 pagesDS1 Scie Sauteuse 2010mecaniquesti100% (1)
- Mini ProjetDocument17 pagesMini ProjetAbbassi Karim75% (4)
- Conception Et Dimensionnement D'une Rouleuse À Quatre RouleauxDocument180 pagesConception Et Dimensionnement D'une Rouleuse À Quatre Rouleauxwilfried100% (2)
- Projet AkhiatDocument14 pagesProjet AkhiatEl Mehdi MakaveliPas encore d'évaluation
- Pfe BroyeurDocument85 pagesPfe Broyeurabdo issaouiPas encore d'évaluation
- Essai de TorsionDocument9 pagesEssai de Torsionlando de chance100% (1)
- Etau de Serrage 1 PDFDocument14 pagesEtau de Serrage 1 PDFAziz ZereiPas encore d'évaluation
- Projet AbaqusDocument24 pagesProjet AbaqusAymane Elkharoussi100% (1)
- TP1 EmboutissageDocument9 pagesTP1 EmboutissageAmeni KhaledPas encore d'évaluation
- (Tec) (TD) Dimensionnement de RoulementsDocument4 pages(Tec) (TD) Dimensionnement de RoulementsBouba Rabeb100% (2)
- TP PliageDocument13 pagesTP PliageMy WorkPas encore d'évaluation
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederPas encore d'évaluation
- EXPOSE Vis-EcrouDocument20 pagesEXPOSE Vis-EcrouJacques BONOU83% (6)
- TP PliageDocument13 pagesTP Pliagechaudronnier100% (1)
- AF Du Barbecue A Charbon de Bois: Analyse FonctionnelleDocument23 pagesAF Du Barbecue A Charbon de Bois: Analyse Fonctionnellengouo100% (2)
- Etau A Serrage Rapide1Document7 pagesEtau A Serrage Rapide1Anonymous UzC0WUsqw50% (2)
- PliageDocument9 pagesPliageNaoufel Fares0% (1)
- Manipulation 5 Trempabilité Des AciersDocument6 pagesManipulation 5 Trempabilité Des Aciershidouriabdelmoumen9802100% (1)
- Compacteur de CanetteDocument32 pagesCompacteur de CanetteImèn Choueich0% (2)
- Perceuse Sensitive Oyaka Nyemb Nyobe EbolembabgDocument14 pagesPerceuse Sensitive Oyaka Nyemb Nyobe Ebolembabgngouo75% (4)
- Pfe Banc de TP RDMDocument52 pagesPfe Banc de TP RDMNouh Hamnal100% (1)
- Rapport Mini ProjetDocument14 pagesRapport Mini ProjetYuba Mis n'Arrif0% (1)
- 41 Tutorial Assemblage Bielle PistonDocument7 pages41 Tutorial Assemblage Bielle PistonAbdessamad Kobb0% (1)
- Etude de Conception D'une Roul - Mohamed TAIBI ALAOUI & Ahmed N - 5554Document50 pagesEtude de Conception D'une Roul - Mohamed TAIBI ALAOUI & Ahmed N - 5554gougam100% (3)
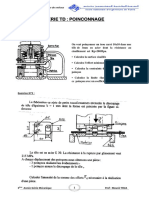
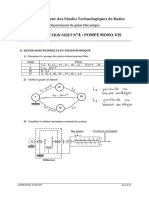
- TD PoinconnageDocument12 pagesTD Poinconnagegadri100% (4)
- Calcul ClavetteDocument5 pagesCalcul ClavetteHamza Liberados100% (1)
- Compte Rendue TP FraissageDocument18 pagesCompte Rendue TP FraissageABDESSAMAD EZZALMADI50% (6)
- Examen - Rupture 2021Document2 pagesExamen - Rupture 2021abdo tmPas encore d'évaluation
- Dimensionnement D'un Système de Chargement/déchargement Des CasiersDocument47 pagesDimensionnement D'un Système de Chargement/déchargement Des Casiersyoussef essasnoui100% (2)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Rapport Du Projet Banc D'essai 2Document75 pagesRapport Du Projet Banc D'essai 2Adil EL Attar100% (2)
- TD MP 1 Moulage BielletteDocument2 pagesTD MP 1 Moulage Biellettekhaled rouabehPas encore d'évaluation
- Embrayages Frein 10 11 12Document7 pagesEmbrayages Frein 10 11 12Heraiz Rachid100% (4)
- Sujets Pfe MecaniqueDocument1 pageSujets Pfe Mecaniqueham50% (2)
- 307 Cintrage Toles ElevebisDocument11 pages307 Cintrage Toles ElevebisJawher SalemPas encore d'évaluation
- Correction Sujet 4Document9 pagesCorrection Sujet 4Chokri Atef0% (3)
- Embrayage Frein Et ReducteurDocument7 pagesEmbrayage Frein Et ReducteurOtman OtoPas encore d'évaluation
- Cours Vprocess PDFDocument47 pagesCours Vprocess PDFMohamed LaliouiPas encore d'évaluation
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
- TD - MoulageDocument15 pagesTD - MoulageStef Tfh100% (2)
- Chapitr 4 Verins HydrauliquesDocument26 pagesChapitr 4 Verins HydrauliquesFiras NjéhiPas encore d'évaluation
- Extrusion Filage EtirageDocument4 pagesExtrusion Filage EtirageZantar Abdelhaq100% (1)
- Coupe Et PuissanceDocument8 pagesCoupe Et PuissanceChichirau Stefan100% (1)
- Projet Traction Version PDFDocument9 pagesProjet Traction Version PDFKais BahrouniPas encore d'évaluation
- Chap2 Traction-IfmiaDocument6 pagesChap2 Traction-IfmiaaliouiPas encore d'évaluation
- SciesauteusecorrectionDocument3 pagesSciesauteusecorrectionyumiPas encore d'évaluation
- Compte Rendu TP Tournage PDFDocument4 pagesCompte Rendu TP Tournage PDFRa Him100% (3)
- PFE: Conception Et Réalisation Dun Malaxeur de Ciment-Sable Pour Laboratoire 5kg MaxDocument62 pagesPFE: Conception Et Réalisation Dun Malaxeur de Ciment-Sable Pour Laboratoire 5kg MaxYoussef El-mchichiPas encore d'évaluation
- Texte TP Deltalab TractionDocument6 pagesTexte TP Deltalab TractionPramod Rathoa100% (1)
- Rapport Choix de Matériaux (Arbre de Torsion)Document6 pagesRapport Choix de Matériaux (Arbre de Torsion)ZakariaBenPas encore d'évaluation
- Mémior Fin D'etudeDocument57 pagesMémior Fin D'etudeMeryamPas encore d'évaluation
- BENHAMIDAMEDDocument126 pagesBENHAMIDAMEDMohsaidBouamrenePas encore d'évaluation
- Memoire Les Intervention Sur Les Puits PDFDocument78 pagesMemoire Les Intervention Sur Les Puits PDFBerly koumba100% (1)
- Étude de La Résistance Et de La Stabilité Des Tôles CourbesDocument251 pagesÉtude de La Résistance Et de La Stabilité Des Tôles CourbesSalaheddine OUR100% (1)
- Maintenance Des Équipements ÉlectriquesDocument72 pagesMaintenance Des Équipements ÉlectriquesAzizPas encore d'évaluation
- RH392022 FormateurenHygineScuritetEnvironnementDocument1 pageRH392022 FormateurenHygineScuritetEnvironnementHajar OumnasPas encore d'évaluation
- CV HAJAR ProDocument1 pageCV HAJAR ProHajar OumnasPas encore d'évaluation
- TP TournageDocument3 pagesTP TournageHajar Oumnas100% (1)
- CV HajarDocument1 pageCV HajarHajar OumnasPas encore d'évaluation
- TP2 Hi 21Document6 pagesTP2 Hi 21Hajar OumnasPas encore d'évaluation
- RH312022 ChefdeProjetaurangdeChefdeservice1Document1 pageRH312022 ChefdeProjetaurangdeChefdeservice1Hajar OumnasPas encore d'évaluation
- 46NR10Document10 pages46NR10Hajar OumnasPas encore d'évaluation
- ISA: Industrie Et Sécurité Des Aliments: Objectifs de La FormationDocument2 pagesISA: Industrie Et Sécurité Des Aliments: Objectifs de La FormationHajar OumnasPas encore d'évaluation
- Corrige Liais Equiv en ParalleleDocument4 pagesCorrige Liais Equiv en ParalleleHajar OumnasPas encore d'évaluation
- Catia v5 Poly v3-3Document62 pagesCatia v5 Poly v3-3Ben Fah50% (2)
- TP FraisageDocument6 pagesTP FraisageHajar OumnasPas encore d'évaluation
- TDN N°1 GmiiDocument3 pagesTDN N°1 GmiiHajar OumnasPas encore d'évaluation
- TP Commande NumeriqueDocument12 pagesTP Commande NumeriqueHajar OumnasPas encore d'évaluation
- Cours FraisageDocument172 pagesCours FraisageHajar OumnasPas encore d'évaluation
- Programmation Des MocnDocument211 pagesProgrammation Des MocnBirame Mbodj100% (22)
- Rapport de La 1ère Semaine Du Stage 5Document2 pagesRapport de La 1ère Semaine Du Stage 5Hajar OumnasPas encore d'évaluation
- Méthode EMPIRIQUEde Réglage Des Paramètres Des Correcteurs GMIIDocument11 pagesMéthode EMPIRIQUEde Réglage Des Paramètres Des Correcteurs GMIIHajar OumnasPas encore d'évaluation
- Rattrapage Production GM2 2021Document2 pagesRattrapage Production GM2 2021Hajar OumnasPas encore d'évaluation
- Introduction PompesDocument97 pagesIntroduction PompesMohammed Amine Kened100% (4)
- Régulation Automatique GMII 2021DDocument91 pagesRégulation Automatique GMII 2021DHajar OumnasPas encore d'évaluation
- Correction td1 Automatique GMII 2021DDocument17 pagesCorrection td1 Automatique GMII 2021DHajar OumnasPas encore d'évaluation
- Etude de Cas Calcul Des BesoinsDocument3 pagesEtude de Cas Calcul Des BesoinsHamza BN100% (1)
- Mém Magister ZAATERDocument120 pagesMém Magister ZAATERHajar OumnasPas encore d'évaluation
- Cours Guidage TranslationDocument12 pagesCours Guidage TranslationKali Abdennour0% (1)
- Correction Travaux Dirigés Automatisms III Sep 2021Document11 pagesCorrection Travaux Dirigés Automatisms III Sep 2021Hajar OumnasPas encore d'évaluation
- Cours Guidage en TranslationDocument1 pageCours Guidage en TranslationHajar OumnasPas encore d'évaluation
- Projet Fin D'étudeDocument28 pagesProjet Fin D'étudeHajar OumnasPas encore d'évaluation
- Realisation de Mesures Agro-Ph - ADMANT Fedoua - 2493Document45 pagesRealisation de Mesures Agro-Ph - ADMANT Fedoua - 2493Hajar OumnasPas encore d'évaluation
- Travaux Dirigés Automatisms III Sep 2021Document4 pagesTravaux Dirigés Automatisms III Sep 2021Hajar OumnasPas encore d'évaluation
- Activites Masse Et PoidsDocument2 pagesActivites Masse Et PoidsMatt gamePas encore d'évaluation
- Révision Grammaticale Niveau A2Document6 pagesRévision Grammaticale Niveau A2Kathia RiosPas encore d'évaluation
- Maintenance 2007 UltrasonsDocument79 pagesMaintenance 2007 Ultrasonsmarmara161616Pas encore d'évaluation
- 1C Theme 4 PDFDocument20 pages1C Theme 4 PDFphilippe dmtPas encore d'évaluation
- Hicham 12Document2 pagesHicham 12Hicham KhalPas encore d'évaluation
- CC 2 CommandeDocument2 pagesCC 2 CommandeChampion NgangoumPas encore d'évaluation
- Analyse Comparative de La Met Et de La MebDocument23 pagesAnalyse Comparative de La Met Et de La MebSoumaïla OuédraogoPas encore d'évaluation
- 1MRK505366-BFR B FR Guide de L Acheteur Protection Differentielle de Ligne RED650 2.1Document82 pages1MRK505366-BFR B FR Guide de L Acheteur Protection Differentielle de Ligne RED650 2.1Top TopPas encore d'évaluation
- Evalu Perfor Analy Du Biuret.Document3 pagesEvalu Perfor Analy Du Biuret.NouriPas encore d'évaluation
- Traitement D'une Eau Naturelle Polluée Par Adsorption Sur Du Charbon Actif (CAK) Préparé À Partir de Tourteaux de Karité - Archive Ouverte HALDocument4 pagesTraitement D'une Eau Naturelle Polluée Par Adsorption Sur Du Charbon Actif (CAK) Préparé À Partir de Tourteaux de Karité - Archive Ouverte HALKOLANIPas encore d'évaluation
- Nperrin 2005 - La Méthode Inductive, Un Outil Pertinent Pour La Formation Par La RechercheDocument16 pagesNperrin 2005 - La Méthode Inductive, Un Outil Pertinent Pour La Formation Par La RechercheNPPas encore d'évaluation
- 2017 Nassori DouniaDocument158 pages2017 Nassori DouniaMohamedElKatarPas encore d'évaluation
- Projet Master RechercheDocument10 pagesProjet Master RecherchelidvinekennePas encore d'évaluation
- Relation Caraman Siege-ConstantineDocument88 pagesRelation Caraman Siege-ConstantineAbdelaziz ArdjPas encore d'évaluation
- TD SVT3-Dhouha 2018-2019 - Géologie de La TunisieDocument44 pagesTD SVT3-Dhouha 2018-2019 - Géologie de La Tunisieسالم شعبان100% (3)
- 11 UnesequencedequatriemeDocument12 pages11 UnesequencedequatriemeMax FournierPas encore d'évaluation
- Ecluses Csne Groupement OneDocument3 pagesEcluses Csne Groupement OnebediangPas encore d'évaluation
- Chap 1 Objet Et Méthode de L'économieDocument6 pagesChap 1 Objet Et Méthode de L'économieBoudour BzeouichPas encore d'évaluation
- Cahier Technique BD 21-12-11Document16 pagesCahier Technique BD 21-12-11ThareaultPas encore d'évaluation
- Exercice Sur Les MomentsDocument3 pagesExercice Sur Les MomentsDiagne100% (3)
- Bal - 21000-05-03 LTM 1200-5.1Document1 702 pagesBal - 21000-05-03 LTM 1200-5.1Mamadou djibril Ba100% (2)
- 3 Cra Developper Les Perf de L'espace Co & Eval Action Co E42Document5 pages3 Cra Developper Les Perf de L'espace Co & Eval Action Co E42claude.cadassePas encore d'évaluation
- Quiz Tissu Conjonctif OrdinaireDocument53 pagesQuiz Tissu Conjonctif OrdinaireRania MaddahPas encore d'évaluation
- Fiches de Maths Pour Le BrevetDocument5 pagesFiches de Maths Pour Le BrevetMaelys BressonPas encore d'évaluation
- Francés 1 Guía de Estudio para Semana 13 Al 17Document13 pagesFrancés 1 Guía de Estudio para Semana 13 Al 17roseannefigueroaPas encore d'évaluation
- Support Cours Itil4Document158 pagesSupport Cours Itil4Kamel KhelifiPas encore d'évaluation
- Mon Premier Sujet de ReflexionDocument2 pagesMon Premier Sujet de ReflexionBekaraPas encore d'évaluation
- Les Isolateurs Et L'industrie Pharmaceutique - Des Amis de 30 AnsDocument4 pagesLes Isolateurs Et L'industrie Pharmaceutique - Des Amis de 30 AnsSasha LebonPas encore d'évaluation
- Cours Automatisme Première PartieDocument32 pagesCours Automatisme Première PartieRabbiPas encore d'évaluation
- Examen TribologieDocument10 pagesExamen TribologieHatem HamekPas encore d'évaluation